浅谈陶瓷砖坯调头机的改进
2019-02-20凌光荣
凌光荣
(佛山欧神诺陶瓷有限公司,佛山528138)
1 前言
在科学技术飞跃发展的今天,对于陶瓷产品制造行业中,机械设备的应用非常普遍,由于部份机械设备在设计与现场使用过程中,存在一些对产品加工时造成缺陷无法预见。因此,在加工生产过程中设备会对陶瓷砖坯造成一定的缺陷就有所难免了,如果不能把这种设备的不良动作改进,那么就给我们的产品加工带来或多或少的缺陷,即增加了生产成本,又浪费了能源,又不能达到预期所需的要求。我作为一名电气设备主管,有责任对公司在使用中有缺陷的设备进行良性的改进,对陶瓷产品在生产加工过程中因设备造成的缺陷进行排除,并根据科学的理论基础,充分利用公司现有的资源,对原砖坯调头机进行改进,确保生产做到低成本、低能耗、高精度、高效率的生产。
2 原陶瓷砖坯调头机在生产中存在的问题
由于陶瓷产品规格多样化,本公司生产的产品主要以 600×600 cm,800×800 cm,1000×1000 cm,600×1200 cm以及1200×1800 cm这几种规格为主。而在这几种规格当中,1200 cm(含)以上产品生产难度较大,无论是生产工艺还是机械设备都要求较高。因釉线输送带的规格尺寸原因,1200 cm以上的素坯在釉线输送时,在干燥平台出口和烧成窑入口处都需安装陶瓷砖坯调头机,这样大规格的砖坯才能顺利地从釉线输送线进入到下一道工序(如图1所示)。
本公司1200×1800 cm砖毛坯厚度约21 mm,毛坯质量约109 kg;600×1200 cm砖毛坯厚度约16 mm,毛坯质量约25 kg。大规格砖坯釉线支架尺寸为宽1400 cm和1200 cm两种。釉线线架输送带尺寸分别为宽1200 cm和宽900 cm两种,输送带是安装在支架上,由托条和传动机构组成。
原砖坯调头机(图1)在给砖坯调方向时,首先是砖坯从干燥冷却平台出来,经由直角升降辊台将砖坯输送到调头机处,调头机检测到砖坯到达信号,之后停止辊台传动,砖坯停留在辊台处等待调方向。调头机检测到砖坯到达信号驱动调头机构工作。调头机构是由安装在调头机上方的左右两侧的两个汽缸及转动电机组成。由机头上两个汽缸下降,然后摆动电机旋转带动汽缸上的挡轮把砖坯推动(左右夹砖靠扭力把砖扭转90°,)从而达到砖坯调转方向的目的。(如图2所示)。
3 分析造成砖坯出现缺陷的原因及原设备的缺点
(1)由于砖坯在调头过程中,是调头机的摆臂带动汽缸直接加力在砖坯的两侧,之后经过扭转砖坯达到调头的目的。因为这样扭转砖坯调头,在砖坯受力的两侧只有两个顶点受力,在这两个受力的顶点位置往往是造成砖坯缺陷的原因之一。
(2)汽缸是安装在旋转电机摆臂两端,当砖坯到达调头区域时,汽缸动作下降,此时汽缸下降的位置高度必须准确一致,如果两端汽缸下降不平衡导致汽缸上的导轮未能与砖两侧面接触,则加在砖坯上的力就没能正确将砖坯扭转90°,这样砖坯单侧受力也是造成砖坯缺陷原因之一。
(3)因砖坯厚度只有16 mm,实际汽缸导轮靠在砖坯边上的位置则小于此数值,汽缸未能完全下降到辊台面,如果下降到辊台面的话与辊台接触形成摩擦对砖坯和辊台也造成伤害,所以汽缸下降的位置要求要精准确。
(4)600×1200 mm砖坯质量约有25 kg,在这种设备上调头基本上能够实现,但是要给1400×1800 mm这种质量有109 kg的砖坯作调头的话,那就不是一件容易的事情了。首先,1800 mm规格的砖坯表面积大,与辊台接触面也就不小了。如果要用扭力把砖坯调头,砖坯重量及表面与辊台面的摩擦阻力使得这对汽缸无法摆动。这样就没法达到我们所需的功能。
综上几点分析可以看出,原陶瓷调头机对砖坯所造成的缺陷是有一定的依据的,且在1800 mm规格的砖坯上是无法实现用扭力达到调头功能。为了能实现大规格砖坯的调头功能,又不造成砖坯有任何缺陷,最好办法是将砖坯放在辊台上,然后连辊台一起旋转90°,这样就解决了以上的问题。另外原控制系统也无法满足现有的生产工艺要求,有必要将原控制系统改造成为符合生产工艺的新控制系统。
4 具体的改进方法及工作原理
(1)旋转调头辊台是在原来的辊台基础上加装了转动机构,根据圆周的原理作辊台的行车轨迹,圆心作辊台的中点,辊台由四个导轮作支撑及导向旋转。辊台旋转机构则安装在辊台的下方中间位置,有刹车涡轮减速电机、齿轮传动、传动轴、轴承、及电感接近开关。旋转速度控制由可编程控制器,变频器来完成,辊台传动辊棒及辊台旋转电机均为变频器控制。(图4所示)。
(2)在辊台进砖前安装有进砖检测光电开关SQ1,当砖坯过来被光电开关SQ1检测到,光电开关输出信号给可编程控制器控制,可编程控制器执行程序,启动传动辊棒变频器运行,传动辊棒进而输送砖坯完全进入辊台。
(3)砖坯完全进入辊台被辊台上的光电开关SQ2检测到,此时辊棒变频器停止运行,砖坯停留在辊台上。与此同时启动辊台的旋转电机变频器正向快速运行调头,当辊台载着砖坯旋转接触到辊台下方的正向减速电磁接近开关SQ5时,可编程控制器控制辊台旋转变频器减速慢行,直至被停止位接近开关SQ4检测到信号传送给可编程控制器,可编程控制器才执行辊台旋转变频器停止运行。这样达到了砖坯的90°调方向。
(4)辊台载着砖坯正向旋转到SQ4位停止,砖坯还在SQ2位,此时可编程控制器执行程序启动辊台辊棒变频器反向运行,砖坯被辊棒反转载出。SQ2检测到辊台没砖开始计时,当砖坯完全流出辊台,SQ2检测辊台没砖设定时间到。则可编程控制器程序开始启动旋转变频器反向运行,旋转电机快速反向运行复位。辊台反向运行被反向减速接近开关SQ6检测到,旋转变频器减速慢行至反向停止SQ7位置,完成一次循环动作,等待下一次开始。(图5所示)。
5 改进后的实际应用
改进后的控制系统如下分配。
(1)I/O分配表。
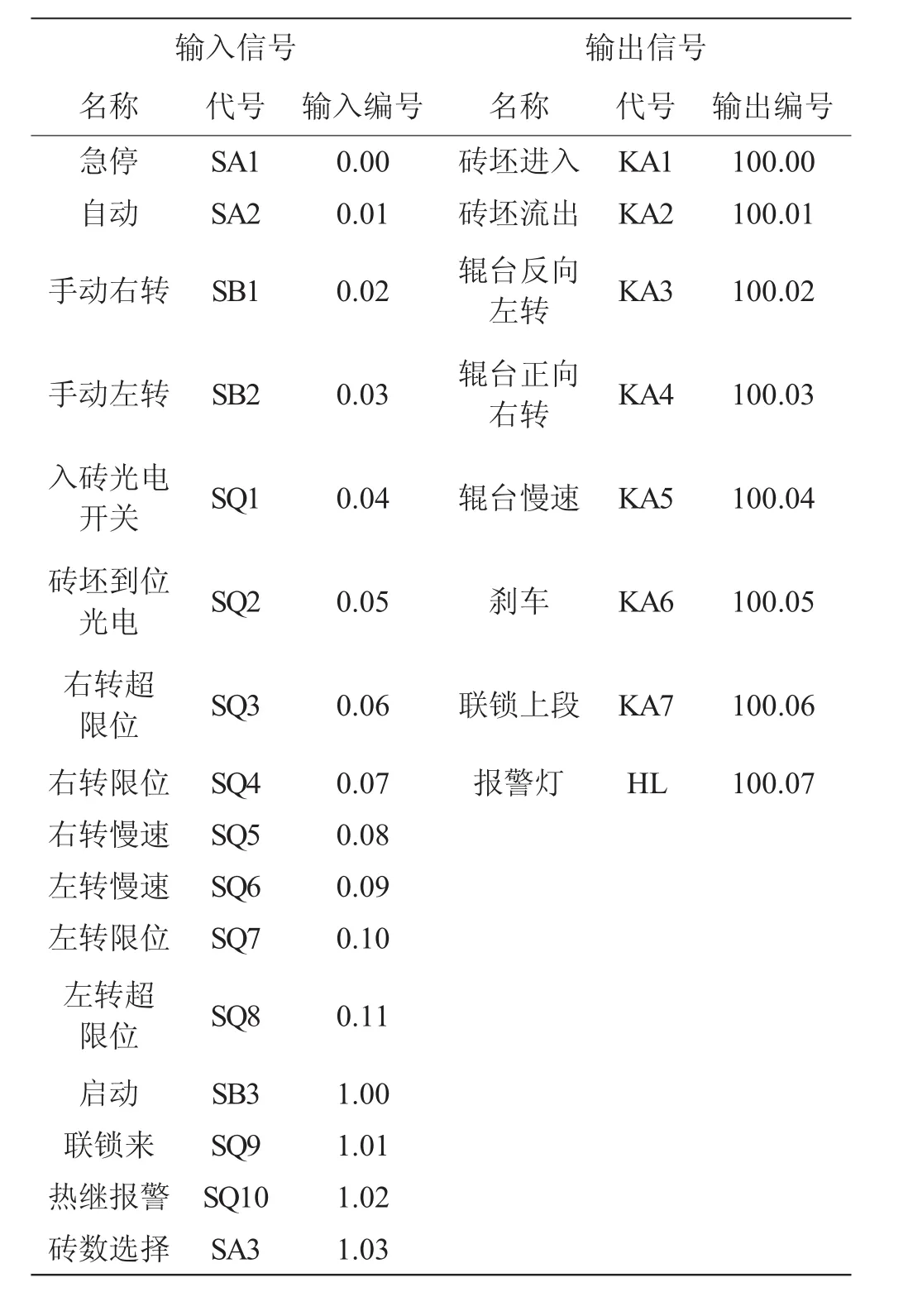
表1 I/O分配表
(2)PLC接线图。
6 结论
通过此次对砖坯调头机的改进,对于大规格砖坯1400×1800 mm的调头问题得以解决,而且可以实现不损坏砖坯的质量以提高产品的优等率。
在我们的日常工作中,很多身边的事、周围的物,都是不可忽视的。对于一些企业的设备,只要我们作出合理的改进,它将给我们带来一定的经济收益。从而它也告诉我们,无论我们在做什么事,我们都要多加思考问题,多问几个为什么?多对所思考的问题进行科学合理的分析,这样我们才能以低成本、低能耗、高精度、高效力的生产,为公司的发展打下坚实的基础。
