应力波技术在设备状态全周期监测诊断的运用与分析
2019-02-11刘大富
刘大富
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
设备全生命周期状态监测诊断系统秉承当前的维护保养理念“未病先防、既病防变”,改变了常规的设备检修思路和方法,从普遍采用的定期检修向以提高设备可靠性为核心的状态维修转变,真正实现了预测维修和主动维修[1]。常规的技术分析,本质上都是事后才发出报警,即在故障实际发生以后发出报警,设备维护人员只能实施事后维修、非计划停机,这样给工厂造成巨额维修费用和生产损失。设备全生命周期健康状态监测分析系统应力波的应用能对设备运行状况进行全生命周期的监测和诊断,做出最早及可靠的侦判,对潜在的故障发出预警,提醒工厂维护人员及时采取恰当措施,避免非计划停机和安全事故,减少维修费用、备件成本,保障设备的可靠运行[2]。
2 应力波介绍及其技术运用的优势
应力波是应力和应变扰动的传播形式,是在可变形固体介质中机械扰动表现为质点速度的变化和相应的应力、应变状态的变化。应力、应变状态的变化以波的方式传播,称为应力波[3]。
2.1 应力波技术监测灵敏度较高
应力波对高频信号比较敏感,而当设备内部金属体发生周期性和随机性摩擦及冲击时,引发的早期故障的特征信号大多集中在这个高频率范围,即38k+/-2k 赫兹范围。不同部件之间发生相对运动,会产生摩擦和冲击,部件内部首先会发生应力波变化。它属于超声波能量脉冲检测,应力波在固体内部向各个方向沿着结构体辐射传导,便于监测。
2.2 应力波能量可以量化
摩擦和冲击摩擦与部件间相互接触的表面面积、光滑度、相对表面速度、接触压力、润滑条件、设备速度、负载变化存在关联关系,冲击与部件的冲击速度、受损深度、受损尺寸和面积也存在关联关系,通过量化摩擦和冲击产生的应力波能量,可以很好地发现设备内部动态变化,便于对比。
2.3 “电子听诊”可以有效避免设备本体结构振动和噪声干扰[4]
应力波传感器相当于具有计算机功能的电子听诊器,它过滤掉了设备本体结构产生的振动和人耳可听到的噪声,因此,可以准确地捕捉内部细微的摩擦和冲击变化,可以在设备产生故障并劣化发展,最终被传统技术(润滑、振动位移变化、温度变化)发现之前的最早时刻或时期,对设备的健康状态进行持续的监测。检测更加精准。
2.4 简单易用、易懂的图形化分析
应力波检测系统能够提供能量趋势、直方图统计、频谱特征FFT 三大分析工具,便于现场巡检人员及设备管理专业人员等不同层次的人员对设备内部的摩擦和冲击情况从宏观和微观两个方面来做定性和定量分析,分析简单易懂。
2.4.1 应力波能量图
应力波能量图用来表征设备运行过程中摩擦和冲击的能量变化情况,健康的设备总体趋势是相对平稳的,当内部的摩擦和冲击相对于以前出现突变时,趋势线会发生陡峭的上升,这表明设备内部检测点附近出现了摩擦和冲击演变。能量图用来宏观判断设备是一种健康的工作状态,还是不健康的工作状态。绿色、黄色和红色区域分别表示设备的健康状态从健康到亚健康再到不健康的发展过程。
2.4.2 应力波直方图
应力波直方图用来表征设备运行过程中随机性的摩擦和冲击事件。它是一种数据统计分析,对一个周期时间内各种摩擦和冲击能量出现的次数进行了统计,构建了直方图。当直方图成正态分布时,最小能量和最大能量处于稳定的位置,表明设备无随机摩擦和冲击发生;当直方图成偏态分布时,最小能量和最大能量将向外侧扩散,即越来越两边不对称,表明设备内部的随机性摩擦和冲击在加剧。
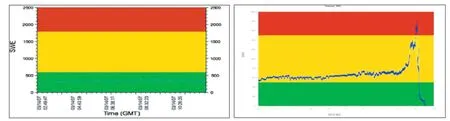
图1 应力波能量趋势图 平稳(左)突变(右)
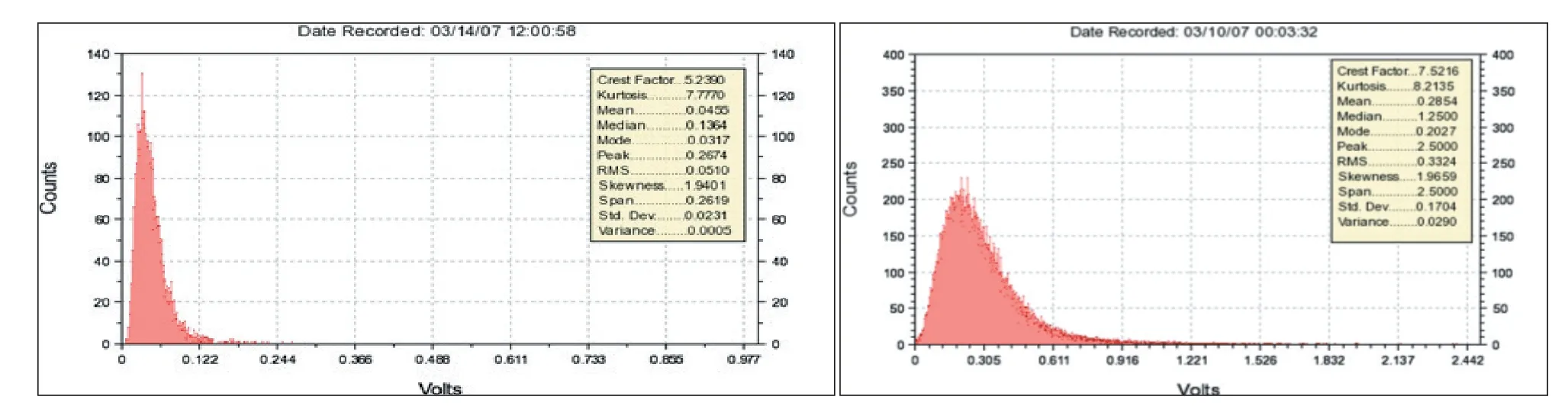
图2 应力波直方图 健康(左) 不健康(右)

图3 应力波频谱FFT 图 正常(左) 故障特征(右)
2.4.3 应力波频谱图
应力波频谱图是用来表征设备运行过程中周期性的摩擦和冲击事件。它是一种对时域波形的FFT 变换,在丰富频谱图形上通过呈现不同的波峰和倍频频谱,不同的频谱波形对应不同的故障特征频率,利用现有的振动频谱分析方法就可以识别频率图谱[5]。从而找到导致故障发生的原因和具体部件。
3 应力波技术的现场应用
3.1 贵溪冶炼厂某制氧空压机设备状态的现场短时间监测(1h)与分析
3.1.1 空压机基本基本参数[6]
空压机型号:DH80-16;介质: 空气;流量:52000Nm3/h;转速:7697/9435rpm;一、二、三、四级为滑动轴承。进气压力:0.0995MPa;排气压力:0.608MPa 。

图4 空压机现场图片
3.1.2 机组运行状况
空压机振动一级轴承X/Y 向振动分别29μm/37μm;二级轴承X/Y向振动 分别34μm/45μm;三 级 轴 承X/Y 向 振 动 分别105μm/37μm;四 级 轴 承X/Y 向 振 动 分 别35μm/86μm;三级叶轮及轴的区域在X 方向的振动值比其他各级区域值偏明显高。
3.1.3 现场监测与分析
分别在三、四级叶轮侧及轴承位置安装测点,如图5、图6 所示位置。

图5 三、四级叶轮监测点

图6 三四齿轴承监测点
3.1.4 检测数据
在三级叶轮侧监测点的分别测出应力波能量趋势图、直方图、频谱图。从图7、8、9 可知,该点的应力波能量值平稳。该直方图“高瘦”,摩擦和冲击较为平稳。从频谱图可看到,谱线平坦,该监测区域未发现明显的周期性摩擦和冲击事件。
在三级轴承监测点处分别测出应力波能量趋势图、直方图、频谱图。从图10、11、12 可知,该点的应力波能量值存在不平稳的波动。该点的直方图“高瘦”,摩擦和冲击相对平稳。该点存在接近电机转速的频率24.414Hz(1464rpm) 和接近高速轴的频谱149.536Hz(8972rpm)以及频率99.487Hz(与交流电50Hz 成两倍关系)三条谱线。表明该监测点覆盖区域存在与高速轴相关的摩擦不稳定事件。能量值为3~4mV,表明当前摩擦和冲击不严重。

图7 三级叶轮远离齿轮箱应力波图
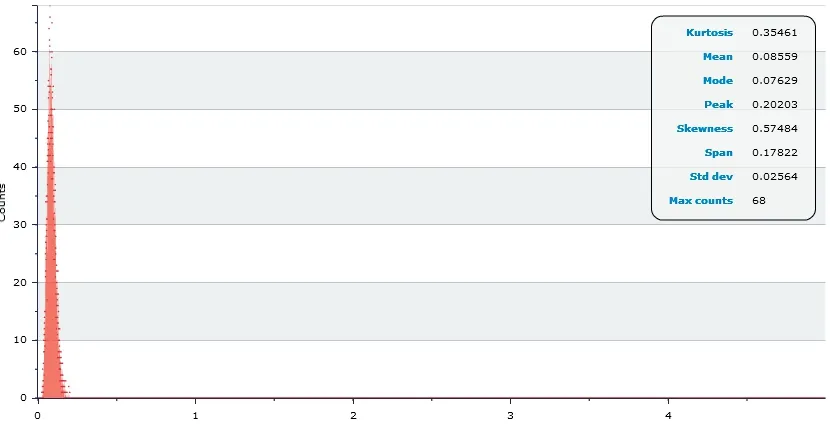
图8 三级叶轮远离齿轮箱直方图
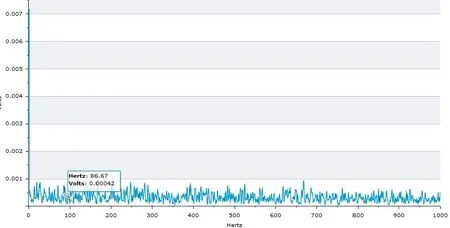
图9 三级叶轮远离齿轮箱频谱图
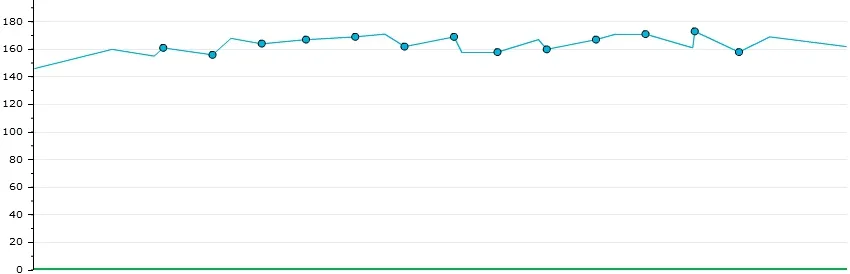
图10 三级叶轮靠近齿轮箱应力波图
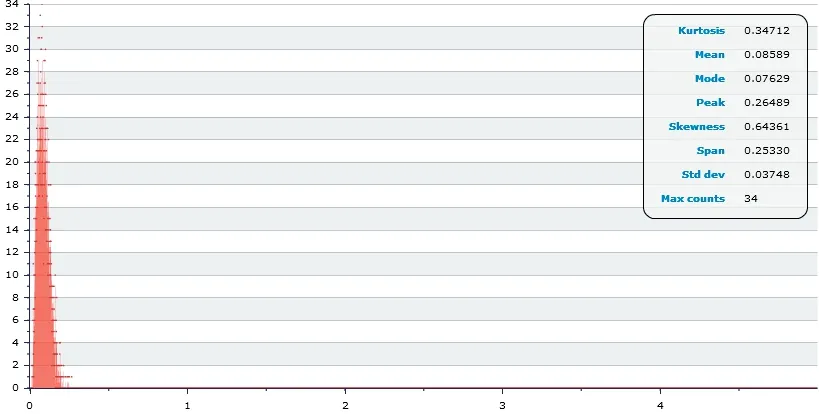
图11 三级叶轮靠近齿轮箱直方图
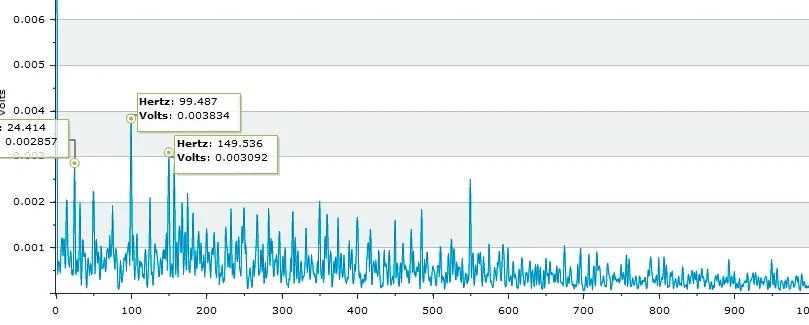
图12 三级叶轮靠近齿轮箱频谱图
在四级叶轮侧监测点的分别测出应力波能量趋势图、直方图、频谱图。从图13、14、15 可知,该点的应力波能量值比较平稳。该直方图“高瘦”,摩擦和冲击平稳。该点的频谱平稳,没有明显的周期性冲击事件。

图13 四级叶轮远离齿轮箱测量点应力波趋势图
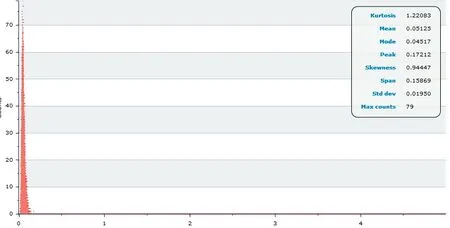
图14 为四级叶轮远离齿轮箱测量点直方图图
在四级轴承监测点处分别测出应力波能量趋势图、直方图、频谱图。从图16、17、18 可以看出该应力波能量值比较平稳;该点的直方图能量范围较三级叶轮宽一些,但形态仍然呈现对称状态,表明内部摩擦和冲击相对平稳。存在接近高速轴频率156.86Hz(9411rpm)、接近低速轴频率128.174Hz(7690rpm)和接近电机转速频率24.414Hz(1464rpm)的三条谱线。表明该监测点覆盖区域存在与高速轴相关的摩擦不稳定事件。能量值为6~10mV,表明当前摩擦和冲击不严重。
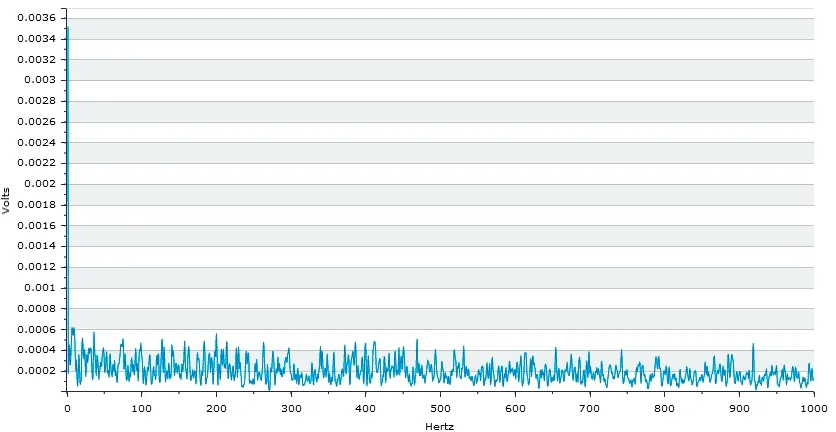
图15 四级叶轮远离齿轮箱监测点频谱图
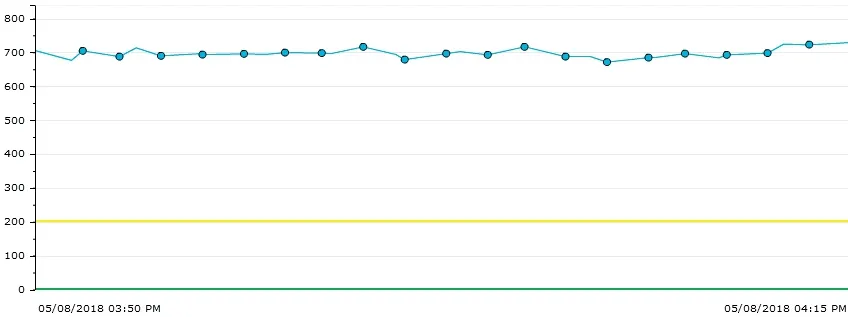
图16 四级叶轮靠近齿轮箱监测点应力波能量趋势图
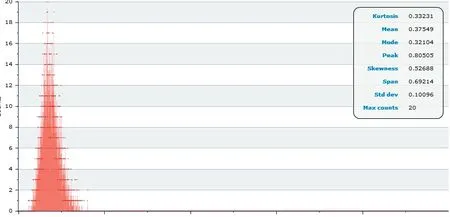
图17 四级叶轮靠近齿轮箱监测点的直方图
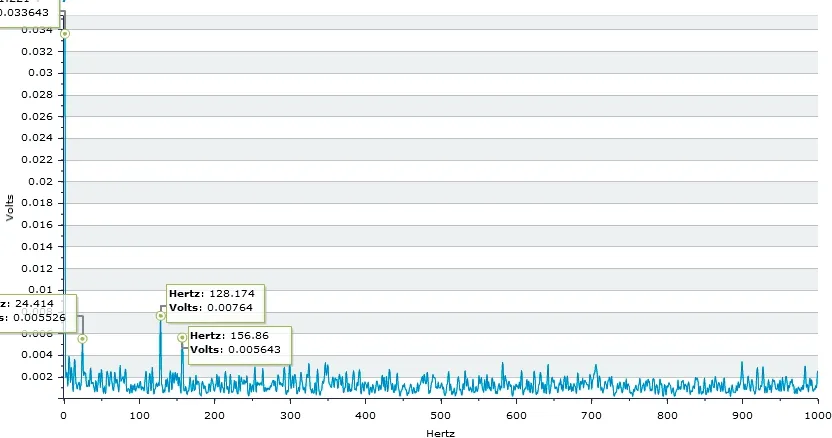
图18 四级叶轮靠近齿轮箱监测点频谱图
3.2 运用分析
从当前短时间的监测数据可以得出,应力波能够有效监测设备内部摩擦和冲击的变化。在三级叶轮区域有异常摩擦存在,尤其是在高速轴轴承箱附近。四级叶轮的滑动轴承润滑情况比三级叶轮的滑动轴承润滑情况差。叶轮未发现明显的部件磨损,但设备当前的摩擦情况处于相对稳定状态。尚未发现部件级损伤,未发现较为明显的劣化迹象,设备依然处于正常服役状态。建议持续监测设备的工作状态,如果发现设备监测的直方图变得更加偏态(能量向两侧或者单侧持续倾斜),请对滑动轴承的润滑情况进行检查;如果发现应力波能量值持续上升,请对轴平衡进行检查。结合实际监测现场的情况,请对三、四级叶轮蜗壳、齿轮箱的螺栓全部进行紧固检查,尤其对三四级轴瓦间隙、磨损进行检查。
4 结语
综上所述,运用应力波技术长周期的对设备进行传感监测和设备监测数据实时分析,可以全面掌握设备的日常运行情况、运行趋势,寻找形成故障的原因,在故障发生早期、前期预测潜在的故障,密切关注侦测判断具体设备部件故障的劣化,达到实时感知、全面分析、准确预测和定位的典型效果,为保障生产设备安全、稳定地完成生产任务、提升设备检修工作水平、降低维护费用、优化备品备件和物料管理奠定技术基础。
