机床导轨直线度动态连续测量的新方法
2019-01-30曹诚
文/曹诚
1 测量机床导轨直线度的原理与测量工装
如图1所示。
以下以测V1导轨水平方向(X)与垂直方向(Y)直线度及测平1导轨垂直方向(Y)的直线度进行介绍:
床身结构由V1-平1导轨及平2-V2导轨组成。V型滑座(长60mm)在V1导轨上移动。滑架2(长60mm)在平1导轨上移动。
测量夹具与平2-V2导轨配合,夹具可在平2-V2导轨上移动,夹具长度1m,夹具上面装有基准尺1及基准尺2(长度1m),调基准尺2及基准尺1侧面(测头(b)测量面与V1导轨平行),用光学水平仪调整基准尺1基准尺2的水平(沿基准尺长度方向)。基准尺2的一端有垂直方向的调整结构,基准尺1的一端有水平垂直两个方向的调整结构。基准尺1的端部装有光学平直仪的反射镜,平直仪的机体与基准尺1同向,目镜转90º,微调反射镜或平直仪的机体,使目镜调整零位(夹具在第一个位置,不准调基准尺1¬的水平方向)。基准尺固定在夹具上,夹具与床身不固定。
V型滑座上装有支架1、电气部件Q、电感测头。测头a测Y方向,测头b测X方向,测头c测Y方向。a、b电感线接Q1,测头c电感线接Q2。Q1,Q2(由无线电传递模块、采样板A/D、电源组成)将电感测头模拟信号经A/D转换成数字信号,由无线电传递模块发射出去,由计算机前的无线电接收模块接收信号,接收无线电模块接计算机。
滑架2靠在圆柱体,在平1导轨上移动,电感测头c进行测量。
调整基准尺将电感测头a、b、c调好零,移动V型滑座1m,移动滑架2 1m,则a、b、c各完成了1m的测量。再移动夹具1m,重新用光学水平仪调整基准尺1及基准尺2的水平,通过基准尺1的水平方向调整,使光学平直仪的目镜调为零位。电感测头a、b、c也再移1m,即完成了2m的测量,重复以上程序,直至完成导轨全长的测量,由计算机计算绘图。

图1
测量垂直方向直线度的基准——是由数个基准尺(移动组成的同一个水平的平面)
测量水平方向直线度的基准——是以光学平直仪控制的数个基准尺的侧面(测头b的测量面连成的一条直线)
基准尺1及基准尺2是测量直线度的基准,选基准尺直线度为1.5μm/M,基准尺选用性能稳定的钢材,经热处理,精密研磨,用光学平直仪测量其的不直度。
V型滑座及滑架2用铸件,精密刮削与床身V1-平1配对。
基准尺直线度1.5μm/M是可以实现的。
有的机床直线度要求0.02mm,这时基准尺直线度可为6μm/M就可满足测量要求。根据机床导轨的精度选择基准尺的精度。
如果工件不直度要求5μm,基准尺精度就要1.5μm/M,这样批量生产基准尺就有困难,为解决生产问题,可采用误差补偿的方法。,通过误差补偿来提高测量的准确度。
如测平2-V2导轨导轨的不直度,采用以上所述方法,但要重新设计夹具。
V型滑块及滑架2根据导轨的长度,决定移动次数(每次移动1M)几次移动的速度不同,一次移动的速度也不均匀,但这不影响测量精度,可由计算机最后处理,计算,绘图。
2 计算机控制系统
如图2所示。
装有无线电传递模块,采样板A/D,电源。电感测头a,b线接Q1,电感测头c接Q2。Q3:装有电源,无线电接收模块,接计算机。
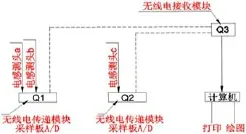
图2
3 精度分析
(1)基准尺误差:=1.5μm/M
(2)电感测头的测量误差:≤0.03μm/M
(3)A/D转换误差:≤ 0.12μm/M
测量的极限误差:Δ= ± = = ±1.5051μm
4 结束语
测直线度传统方法是跨点测量,一米取14个测量点。本方案采用的是连续测量,更能真实的反映直线度误差分布情况。
采用微机系统,使测量与评定过程实现了自动化。
本方案具有新颖性,实用性,先进性,使用范围广泛,具有明显的经济效益,具有推广价值。
