HXD3C 型电力机车轴箱体检修技术研究
2019-01-26李喆徐佳卫志龙王振波
李喆,徐佳,卫志龙,王振波
(中车大连机车车辆有限公司,辽宁 大连 116022)
HXD3C 型机车是我公司电力机车的主力车型,目前该车型机车陆续展开C5、C6 修工作,因轴箱体端盖在运用保养时拆卸次数较多,在检修过程中发现部分轴箱体M20×1.5 螺纹孔存在断扣、乱扣的问题。为了降低检修机车成本,修复损坏的螺纹孔成为机车检修势在必行的工作。HXD3C 机车轴箱体材质为C 级钢且碳当量较高、可焊性较差,而常用焊接修复又会造成母材变形及裂纹,加上其螺纹孔的结构特点,用镶嵌钢丝螺套修复无法保证轴箱体整体强度,所以给检修工作造成了很大困难,故尝试采用冷焊技术修复轴箱体螺纹孔。
1 冷焊焊修技术的原理
冷焊修复技术是新型技术,现已得到广泛应用,因其本身的特点,当传统焊接修复方法不满足时,冷焊修复技术起到至关重要的作用。冷焊的主要特点是热影响区域小,基材损伤小,无应力集中、变形、裂纹等优点。基材与补材完全冶金熔合,焊补强度高,可承受车、铣、刨、磨等机械加工,致密不脱落。修补金属范围广泛,除黄铜、锌等电阻率极低的材料外,各种导电性金属材料均可修补。其原理主要通过微电弧短时间快速放电所产生的高热能将焊丝熔合并覆到零部件的破损区域,并能和原有母材牢固的熔合连接,焊修后只需要很少的工序即可,如打磨,抛光等。冷焊机工作原理主要是通过充电电容,周期为10-3~10-1s,时间为10-6~10-5s进行放电,由于放电时间间隔非常短,冷焊设备有足够的相对停止时间,这时热量会快速扩散到外部,因此被修复零部件的位置不会出现热量聚集的情况。
2 轴箱体螺纹孔冷焊修复试验与分析
2.1 试件取样
从轴箱体母材中取若干试样,用于工艺试验焊接评定,试样(C 级钢)化学成分见表1,材质的主要力学性能见表2,根据螺纹孔修复要求在试样表面进行冷焊修复,冷焊修复的设备选用特制高能微电弧冷焊机,并选择等强匹配的焊丝进行焊接试验。

表1 试验母材的化学成分(质量分数%)

表2 试验母材的主要力学性能
根据国际标准ISO15614-7 金属材料焊接工艺规范和评定—焊接工艺评定试验第七部分:堆焊的相关要求进行检验和试验。
2.2 渗透试验
根据TB/T 1558.5-2010《机车车辆焊缝无损检测 渗透检测》标准要求对冷焊焊接试块进行着色渗透检测,检测的环境温度为20℃,检测部位为焊缝的外表面,渗透试验试件如图1 所示,渗透检测分为5 个步骤,分别为预清洗、渗透、溶剂去除、显像及观察。渗透过程,采用喷涂方式对试件施加渗透剂,渗透时间10min;溶剂去除,采用擦拭方式进行;显像,干燥一段时间后,施加显像剂,显像时间为10min;观察,经观察未发现线性显示及非线性显示。即经过着色渗透检测,两块试件焊缝表面未发现缺陷,验收等级为1 级,检测结果合格。
2.3 硬度检测
按照硬度检测要求将堆焊好的试块表面处理好后,选取3 点进行测试,试件维氏硬度值分别为202、211、217,平均值为210 与轴箱体母材硬度相近,符合试验要求。

图1 渗透试验试件
2.4 拉伸试验
拉伸试验按照GB/T228.1-2010 金属材料室温拉伸方法执行,试件为棒型材料,各尺寸数值为:d0=1 0 mm,L0=5 0mm,d1=1 2mm,Lc=70,Lt=130mm,h=20mm。如图2 所示,在常温下试验结果为抗拉强度700MPa,屈服强度560MPa,伸长率为15%。抗拉强度值大于C 级钢规定的拉伸强度最低620MPa,满足试验要求。

图2 拉伸试验试件
2.5 侧弯试验
将堆焊试件侧弯180°,如图3 所示,试验过程中试件任何方向没有出现>3mm 的单缺陷,试验报告符合要求,如表3 所示。

图3 侧弯后的试件

表3 侧弯试验报告
2.6 宏、微观金相分析
选择螺纹孔损坏的轴箱体,对其进行全螺纹满焊修复,将修复后的螺纹孔进行切割,同时对堆焊后的焊肉进行了宏、微金相分析,其中宏观金相如图4 所示,焊肉金相组织如图5 所示,热影响区组织图如图6 所示。
结论:从试验报告中分析得出焊接质量良好,未产生裂纹,未出现>1.5mm 的单个气孔,符合试验要求。
2.7 螺纹孔拉断试验分析
轴箱体是轴箱组装装置的关键部件,为确保轴箱体螺纹孔的可靠性,在用新研发的冷焊工艺修复后,对螺纹孔进行一次拉断试验。轴箱体M20 螺纹孔安装螺栓的把紧力矩为385N·m,通过公式:T(把紧力矩)=k·d·P(k=0.25,d=20),计算出轴向拉力P=77kN。 将8.8 级M20 螺栓以385N·m 的力矩安装在螺纹孔中,反复拆装三次后开始进行拉断试验,当拉伸力加载到210kN 时, 螺 栓 被拉断,如图7 所示,拉断力大于螺栓安装轴向力77kN。拆除螺栓后检查螺纹孔内没有任何损坏,符合实际的使用要求。
图4 金相检验试件

图5 焊肉金相组织

图6 热影响区组织图
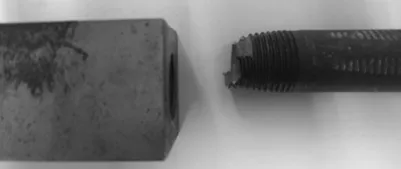
图7 试件拉断试验
3 结语
通过对轴箱体螺纹孔修复方案的研究,验证了冷焊修复技术的可行性,进而研发出修复轴箱体螺纹孔的焊俢方案,利用研发的冷焊修复技术已开始对HXD3C 电力机车的轴箱体批量检修,修复后运用良好,大幅降低了轴箱体的检修成本,为公司未来检修市场打下了良好的基础。