电厂烟气脱硫废水零排放工艺中试研究
2019-01-25蒋路漫田小测窦微笑陈国锋李朝明
蒋路漫,周 振,田小测,窦微笑,陈国锋,李朝明,李 黎
电厂烟气脱硫废水零排放工艺中试研究
蒋路漫1,周 振1,田小测1,窦微笑1,陈国锋2,李朝明2,李 黎3
(1.上海电力学院环境与化学工程学院,上海 200090; 2.江苏海容热能环境工程有限公司,江苏 南通 226300; 3.中煤新集利辛发电有限公司,安徽 亳州 236744)
电厂烟气脱硫废水零排放是行业的热点和难点问题。本文通过脱硫废水水质特性分析,集成预处理、深度处理、预浓缩和蒸发结晶模块建立了脱硫废水零排放工艺,并进行了每天25 m3的中试试验。结果表明:该工艺各模块可优势互补,高效稳定运行,实现脱硫废水零排放;由预沉池和序批式反应器构成的预处理模块通过投加石灰、氢氧化钠、碳酸钠和絮凝剂,实现了悬浮物、硬度、有机物和重金属的同步去除,悬浮物、Ca2+、Mg2+和有机物去除率分别达到97.3%、38.1%、98.5%和74.3%;深度处理模块包括过滤器、超滤(微滤)和纳滤单元,能够高效截留二价离子和有机物,纳滤单元出水Ca2+、Mg2+和硫酸盐质量浓度分别为5.2、0.4、84.3 mg/L,降低了膜结垢风险,并保证了工业盐品质;经电渗析单元、离子交换单元与蒸发结晶后,所得工业盐纯度达到《工业盐国家标准》(GB 5462—2015)中二级工业湿盐的要求。
脱硫废水;零排放;软化;纳滤;电渗析
目前,燃煤电厂提供全球电力的41.3%,而我国2017年煤电装机总量约为10.2亿kW,占发电装机总量的58%。由于绝大多数的SO2排放来源于燃煤锅炉,因此燃煤发电厂必须配备SO2脱除装置[1]。在各种烟气脱硫技术中,石灰/石灰石-石膏法因其脱硫效率高、可靠性高、适应性强和成本低等优点而被广泛应用[2]。考虑到设备防腐和石膏质量的需求,应定期从脱硫系统排出一定量的废水,以保证氯化物和重金属浓度低于设计水平[1]。排出的脱硫废水普遍具有pH值低,悬浮性固体(SS)、氯化物、硬度离子浓度高,且含有多种重金属的特点。由于脱硫废水中大部分污染物为国家环保标准中要求严格控制的污染物,直接外排会产生新的污染,且脱硫废水硬度高,毒性、腐蚀性和结垢性强,废水排放也会影响设备的正常运行[3]。2015年出台的《水污染防治行动计划》明确对电厂废水处理提出零排放要求,其中,作为全厂废水梯级利用的终点,烟气脱硫废水资源化利用是实现零排放的关键环节。
由中和、絮凝、沉淀和澄清单元[4]组成的传统脱硫废水处理系统存在处理效率低、调控难度高、无法去除氯离子等问题[5],难以达到当前零排放的要求[6]。目前,公开报道的脱硫废水零排放工程主要有广东河源电厂、佛山三水恒益火力发电厂和浙江浙能长兴发电有限公司,分别采用以多效蒸发、机械蒸汽再压缩蒸发和正渗透技术为核心的处理工艺[7]。然而,运行稳定性和经济性是现有脱硫废水零排放系统面临的难题[8],已有报道也缺乏长期运行数据的支撑。
本文将针对脱硫废水特性以及环保需求,开发运行稳定、效果良好的废水零排放工艺技术,并通过中试试验长期运行数据验证其稳定性,为脱硫废水零排放提供工艺路线借鉴和技术支撑。
1 脱硫废水水质特性
中试试验用脱硫废水取自华能国际电力股份有限公司江苏南通发电厂烟气脱硫系统废水旋流器出水,水质数据见表1。由表1可知:脱硫废水水质特点为悬浮物含量高且颗粒粒径小,主要成分为灰分、惰性物质、絮凝沉淀物等;硬度高易结垢,水中Ca2+、Mg2+、SO42-质量浓度高,处于过饱和状态;盐分及氯离子浓度高,pH值较低,呈弱酸性,对设备、管道有腐蚀性;含Cr、Hg、Cd、Zn等重金属以及少量有机物,组分变化大,水质复杂。
表1 江苏南通发电厂脱硫废水水质数据
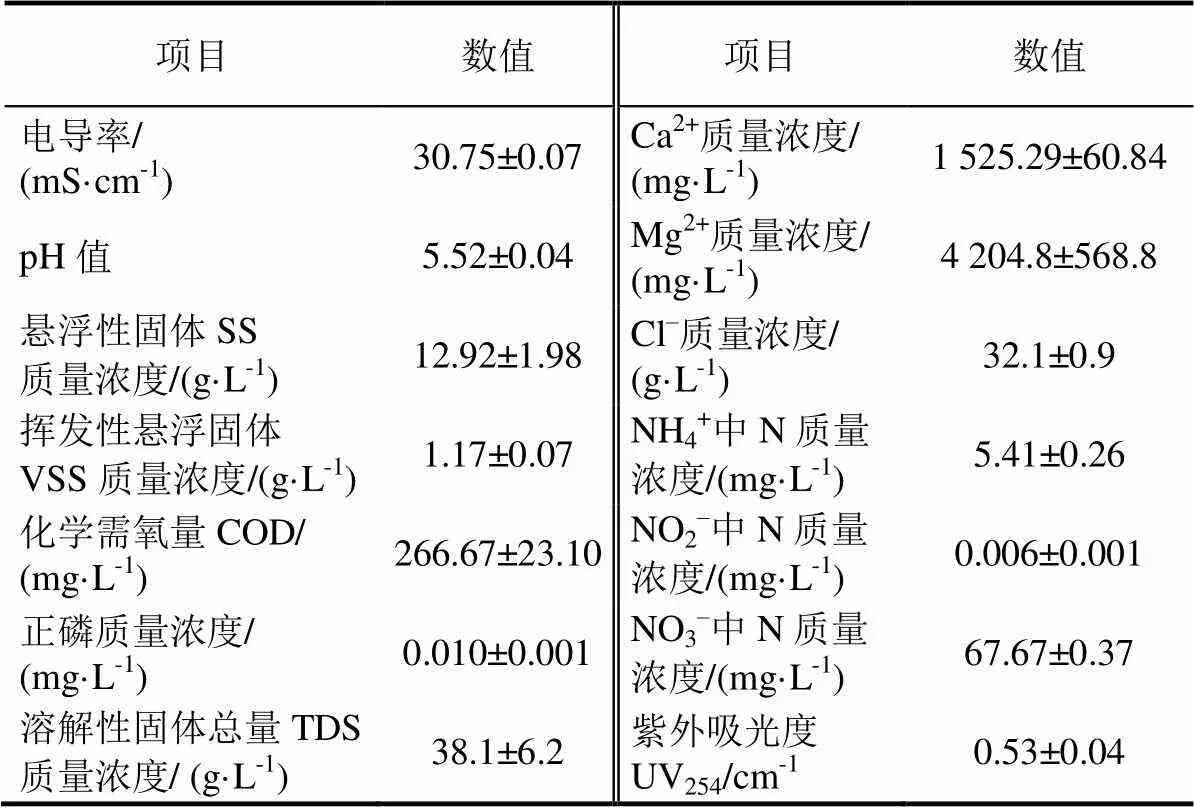
Tab.1 Water quality data of the desulfurization wastewater from Jiangsu Nantong Power Plant
2 脱硫废水零排放系统
2.1 工艺流程
图1为脱硫废水零排放工艺流程示意。该工艺流程可划分为四大模块:1)预处理模块包括预沉淀池、序批式反应器(反应器)、多介质过滤器和中和池;2)深度处理模块包括过滤器、超滤(微滤)和纳滤单元;3)预浓缩模块包括电渗析、反渗透(也可采用正渗透或高压反渗透)、离子交换单元;4)蒸发结晶模块。在四大模块中,预处理模块是后续运行的重要保障,也是固体物质和硬度集中排放的子系统,对其进行优化设计是脱硫废水零排放系统稳定运行的关键。
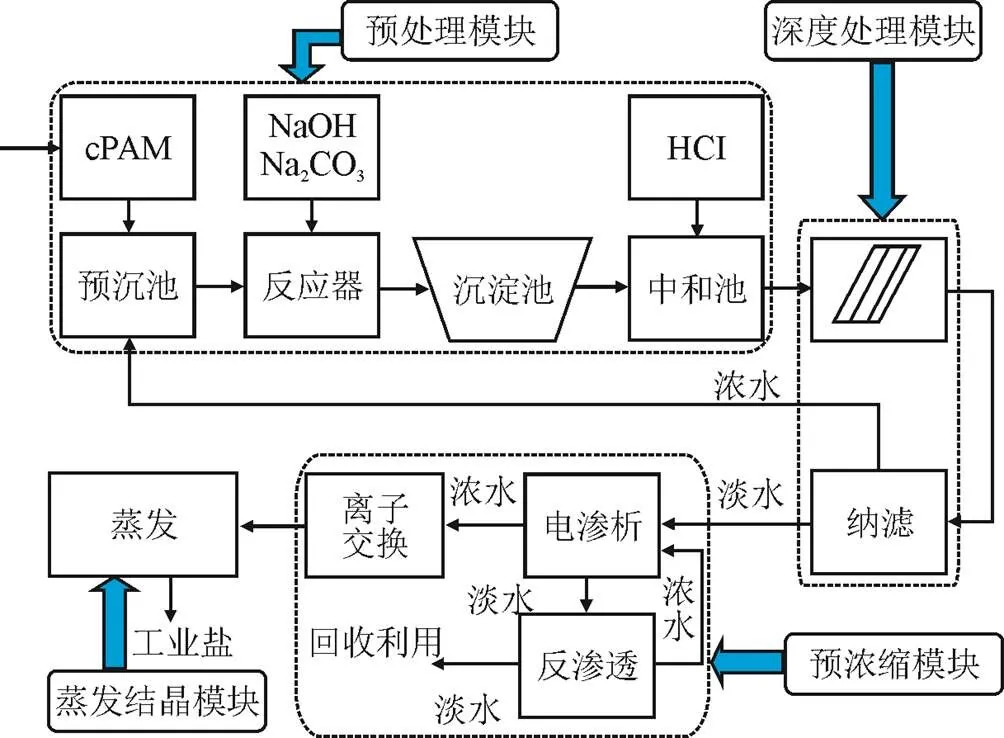
图1 脱硫废水零排放工艺流程示意
脱硫废水零排放技术预处理模块工作内容为:脱硫废水首先经过水泵进入预沉池,通过投加石灰和聚丙烯酰胺(PAM)加速悬浮物沉降,降低出水浊度;预沉池出水进入反应器,同步投加NaOH和Na2CO3,控制pH值大于11,以保证Ca2+和Mg2+的高效去除;以Mg(OH)2和CaCO3为主要成分的沉淀物在反应器沉淀区底部浓缩外排,上清液进入中和池,投加HCl中和至弱酸性,以控制有机物和Ca2+在纳滤膜表面沉积,减缓膜污染。
深度处理模块工作内容为:中和池出水经双介质过滤器去除悬浮物后,进入纳滤单元去除二价离子和有机物;纳滤单元浓水排放至预沉池,淡水进入电渗析单元。
预浓缩模块工作内容为:电渗析单元浓水进入离子交换单元,将水中残留的Ca2+、Mg2+和SO42-置换为Na+和Cl-,为提高最终产品工业盐的纯度而控制最理想的NaCl浓度,满足后续蒸发结晶或资源化的要求并降低运行成本。电渗析淡水经过反渗透进一步提纯后可作为脱硫废水零排放系统工艺水使用,也可作为脱硫塔补水。
2.2 示范工程技术参数
通过工艺技术耦合集成优化,在华能国际电力股份有限公司南通电厂构建了每天处理水量25 m3的脱硫废水零排放处理工艺中试试验示范工程。 该中试试验建于2015年6月,8月调试运行,于 10月至次年4月连续稳定运行。在连续稳定运行阶段,对脱硫废水零排放系统进出水水质进行了32天连续监测,并对最终产品—工业盐进行了分析。脱硫废水零排放示范工程各单元主要技术参数见表2。
表2 脱硫废水零排放示范工程各单元主要技术参数
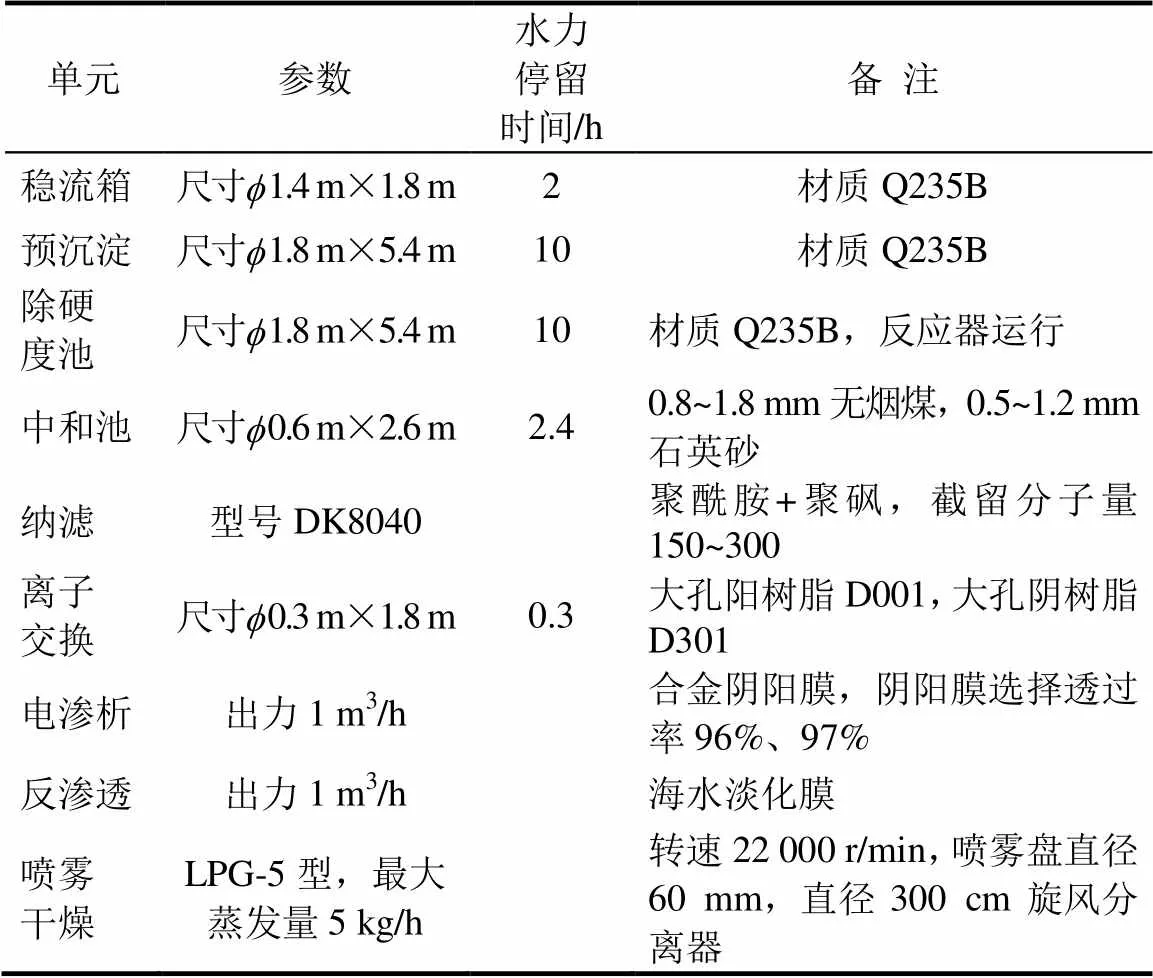
Tab.2 Main technical parameters of the pilot-scale system for desulfurization wastewater zero liquid discharge
3 脱硫废水零排放出水水质特性
3.1 各单元出水水质分析
图2为脱硫废水零排放工艺各单元出水pH值和浊度变化情况。由图2a)可知:预沉池和反应器出水pH值分别为7.0±0.1和11.9±1.1;本研究为了保证中试试验系统运行稳定性,在中和池加入盐酸控制纳滤进水偏酸性,纳滤单元进出水以及离子交换单元pH值无显著变化,实际工程中,纳滤单元进水pH值宜根据实际运行情况和纳滤膜厂家要求进行调整,以降低运行成本;电渗析单元浓淡水pH值分别上升为3.6±1.0和4.5±0.7,这是由于电渗析单元阴膜表面极化,造成水离解成H+和OH-,H+穿透膜进入浓水室,故淡水pH值高于浓水。
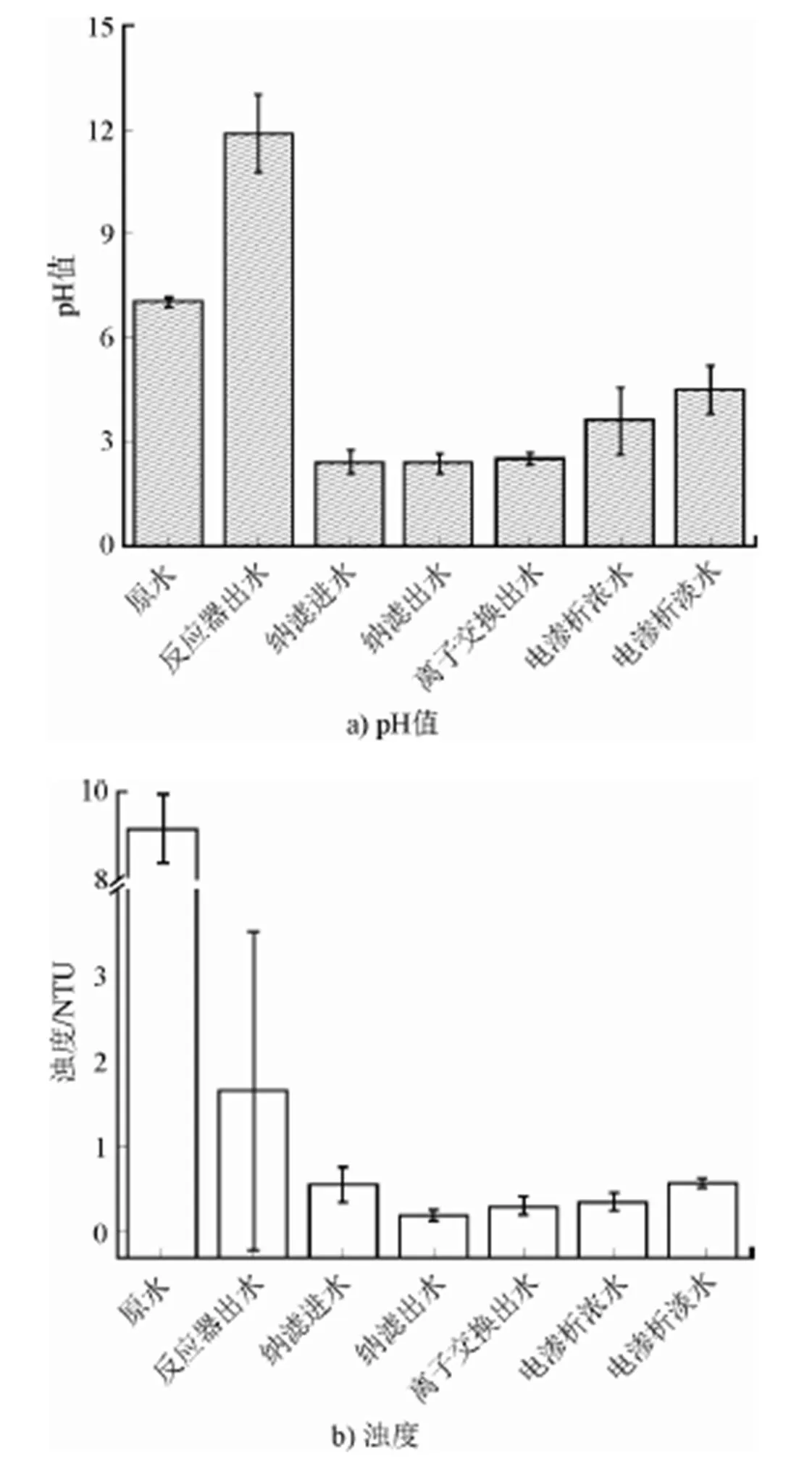
图2 脱硫废水零排放工艺各单元出水pH值和浊度
由图2b)可知:预沉池出水浊度为(9.2± 0.8)NTU;由于反应器中存在CaCO3和Mg(OH)2,部分悬浮物与沉淀物凝聚沉降,浊度进一步降低,虽然反应器出水含有少量Mg(OH)2胶体,造成浊度波动,但浊度总体稳定在(1.6±1.9) NTU,去除率为82.6%;纳滤单元进水和出水浊度分别为(0.6±0.2)、(0.2±0.1)NTU,去除率为66.7%,纳滤单元进水浊度波动较大,而出水浊度稳定,可见纳滤膜起到了重要的截留作用;离子交换单元出水浊度为(0.3±0.1) NTU,符合电渗析单元的进水要求(≤0.3 NTU)。
图3为脱硫废水零排放工艺各单元电导率和溶解性固体总量(TDS)质量浓度的变化情况及相互关系。
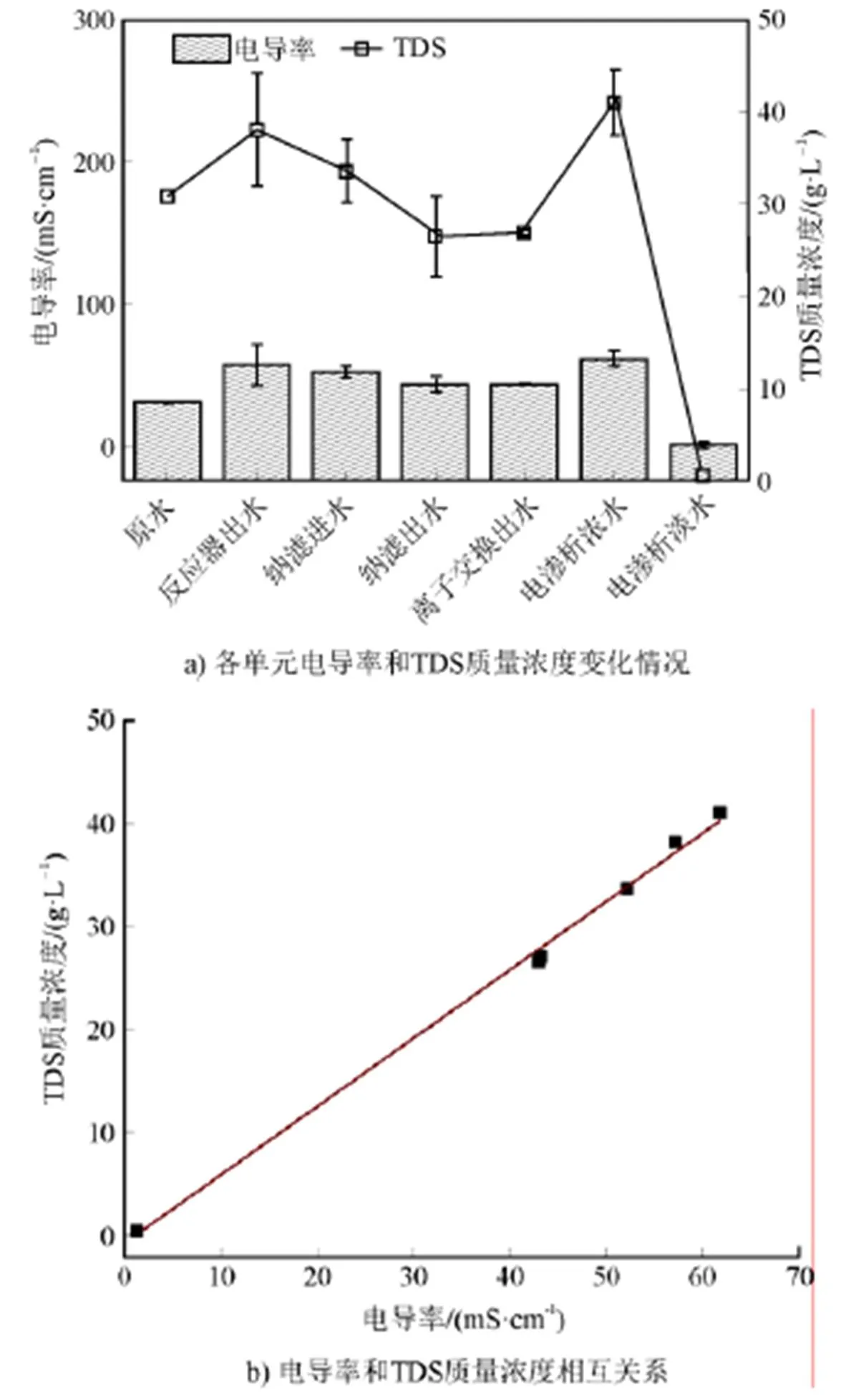
图3 脱硫废水零排放工艺各单元电导率和TDS质量浓度
由图3a)可见:反应器出水电导率和TDS质量浓度分别为(57.2±14.2) mS/cm和(38.1±6.2) g/L,均高于原水,这是由于Ca2+和Mg2+为主的二价离子经反应成为以Na+为主的一价离子,导致离子质量浓度增大;纳滤单元进出水电导率分别为(52.2±4.4)、(43.0±6.0)mS/cm,去除率为17.6%,而TDS质量浓度则降低了21.5%,这是由于纳滤单元截留了二价离子,降低了脱硫废水含盐量;离子交换单元出水中电导率和TDS略有升高,分别为(43.1±0.2) mS/cm和(27.0±0.2)g/L;电渗析单元浓淡水的电导率分别为(61.8±5.5)、(1.3±1.4)mS/cm,去除率分别为97.9%;电渗析单元浓水TDS质量浓度为(41.0±3.6)g/L,淡水TDS质量浓度为10.0 g/L,淡水进入反渗透单元处理后出水TDS质量浓度为(0.5± 0.6)g/L,反渗透单元浓水返回电渗析单元,电渗析单元加反渗透单元对TDS的去除率为98.8%,实现了盐分的高效截留。由图3b)可知,各单元电导率和TDS质量浓度相关系数高达0.996,这说明通过电导率变化可以很好地反映TDS质量浓度变化。
图4显示了脱硫废水零排放工艺各单元Ca2+、Mg2+和SO42-浓度的变化情况。
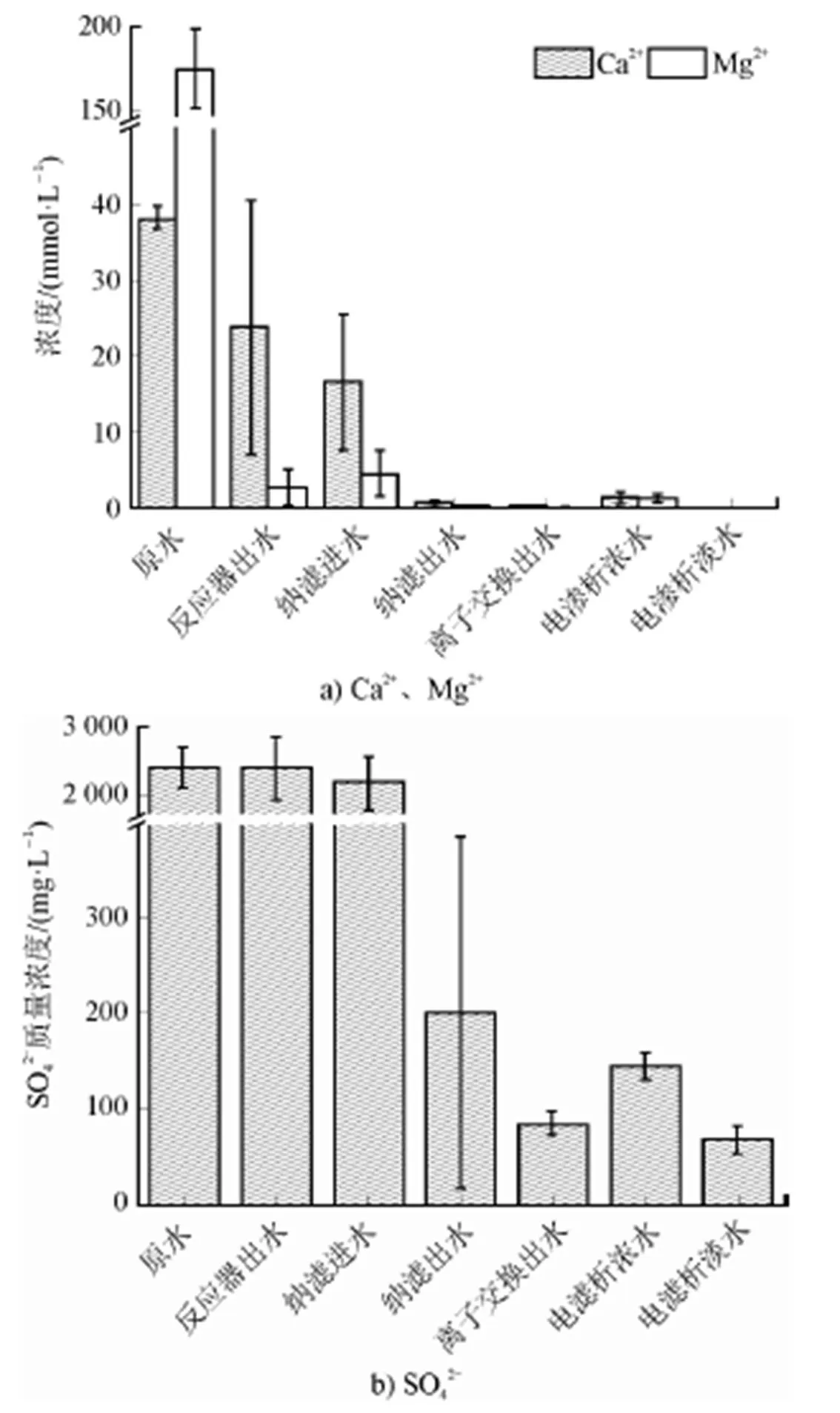
图4 脱硫废水零排放工艺各单元Ca2+、Mg2+和SO42–浓度
由图4a)可知,原水中硬度离子Ca2+、Mg2+浓度高,分别为(38.1±1.5)、(175.2±23.7)mmol/L。高盐溶液中的CaSO4溶解度受温度和盐浓度的影响,会出现溶度积增大的现象[9],在浓缩过程中易结垢。如果直接采用膜技术浓缩脱硫废水,会造成严重的膜污染,因此需要先进行软化处理,去除大部分的Ca2+、Mg2+与SO42-。由图4可见,反应器出水中Ca2+和Mg2+浓度下降至(23.6±16.8)、(2.7±2.3)mmol/L,去除率分别为38.1%和98.5%,说明反应器对Mg2+的去除具有较好的效果,但除Ca2+效果并不理想。这是因为实际运行过程中,脱硫废水硬度离子浓度波动较大,Mg2+可通过在线监控pH值调节加药量去除,但Ca2+则缺乏有效的监控手段。因此,开发软化除钙单元监控技术,将对提高软化效率具有重要意义。
由图4可见,进入纳滤单元后,Ca2+和Mg2+浓度继续下降,去除率达到96.4%和97.8%,出水浓度仅为(0.6±0.4)、(0.1±0.1)mmol/L。这是因为纳滤单元会有效截留分子量较大的有机物与二价离子,而选择性透过一价离子[10]。由于脱硫废水复杂多变的水质特点,而反应器能够大量去除Ca2+与Mg2+,但难以确保出水水质稳定。纳滤单元可以很好的弥补预处理模块的不足,保证硬度离子的高效稳定去除,从而控制Ca2+和Mg2+浓度低于1 mmol/L。另一方面,高浓度的硬度离子容易在膜表面结垢,降低膜通量,缩短膜的使用寿命,采用反应器预先去除大部分硬度离子,有助于减轻纳滤单元的处理负担,缓解膜表面结垢。因此,反应器与纳滤单元可相辅相成,对脱硫废水的软化均具有重要作用。后续离子交换单元的Ca2+和Mg2+去除率分别为83.3%和80.0%。因此,“预处理+深度软化”技术的Ca2+和Mg2+去除率高达99.4%和99.6%,远高于化学沉淀法,可见深度处理模块能够保证硬度离子的高效稳定去除。在电渗析单元中,Ca2+和Mg2+被离子交换膜截留,在浓水室中浓缩至(1.4±0.6)、(1.3±0.6)mmol/L,淡水中则被完全去除。
由图4b)可知:反应器出水SO42-较原水略有下降,去除率为17.6%,这是因为受限于溶度积,传统的硫酸钙法难以高效去除SO42-[11-12],需研发更为经济高效的化学沉淀法或者集成纳滤单元;而纳滤单元出水中SO42-质量浓度大幅降低,去除率达90.7%;离子交换单元出水中SO42-质量浓度进一步降低至(84.3±12.4)mg/L;SO42-在浓水室中富集((145.1±13.4)mg/L),但淡水出水中SO42-质量浓度仍较高((67.4±14.6)mg/L)。
3.2 有机物质量浓度变化规律分析
图5显示了脱硫废水零排放工艺各单元化学需氧量(COD)和总有机碳(TOC)质量浓度的变化情况。由图5可知:原水中COD和TOC质量浓度分别为(280±23.1)、(54.7±6.1)mg/L,经反应器后降低为(72±11.3)、(17.2±5.3)mg/L;纳滤单元对COD和TOC的去除率分别为17.6%和36.9%;离子交换单元则去除了12.5%和30.7%;电渗析浓水COD和TOC质量浓度分别为(140±28.3)、(9.7±0.2)mg/L,淡水为(24±11.3)、(6.2±0.6)mg/L,这说明有机物被离子交换膜截留,在浓水室浓缩。
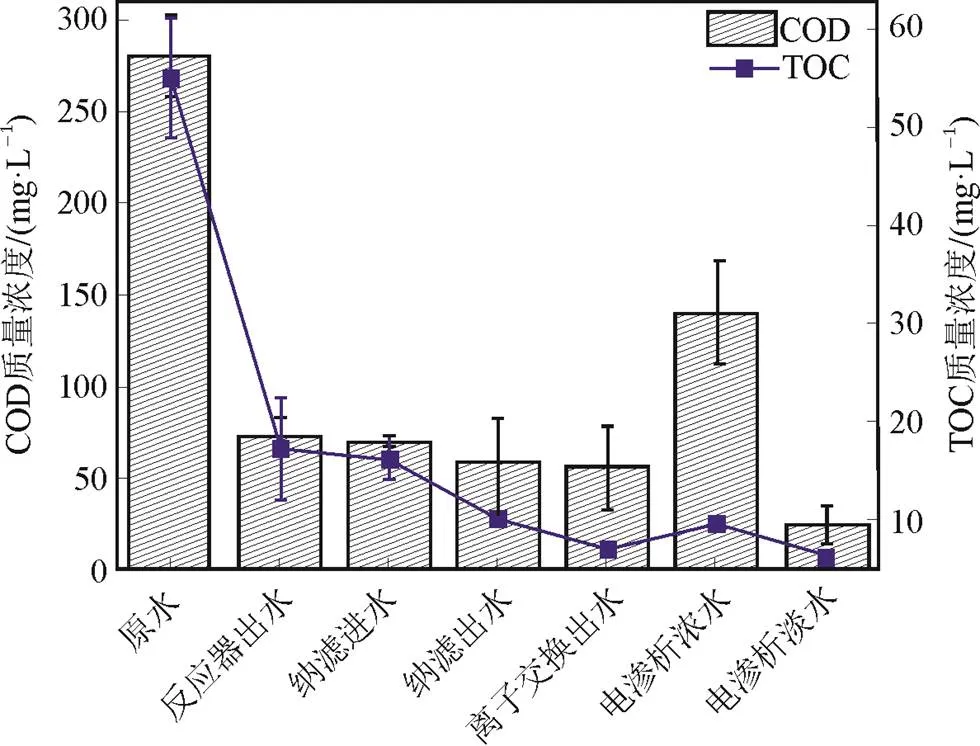
图5 脱硫废水零排放工艺各单元COD和TOC质量浓度
3.3 工业盐品质分析
图6为蒸发单元所得产品的X射线衍射仪(XRD)图谱和扫描电子显微镜(SEM)图。
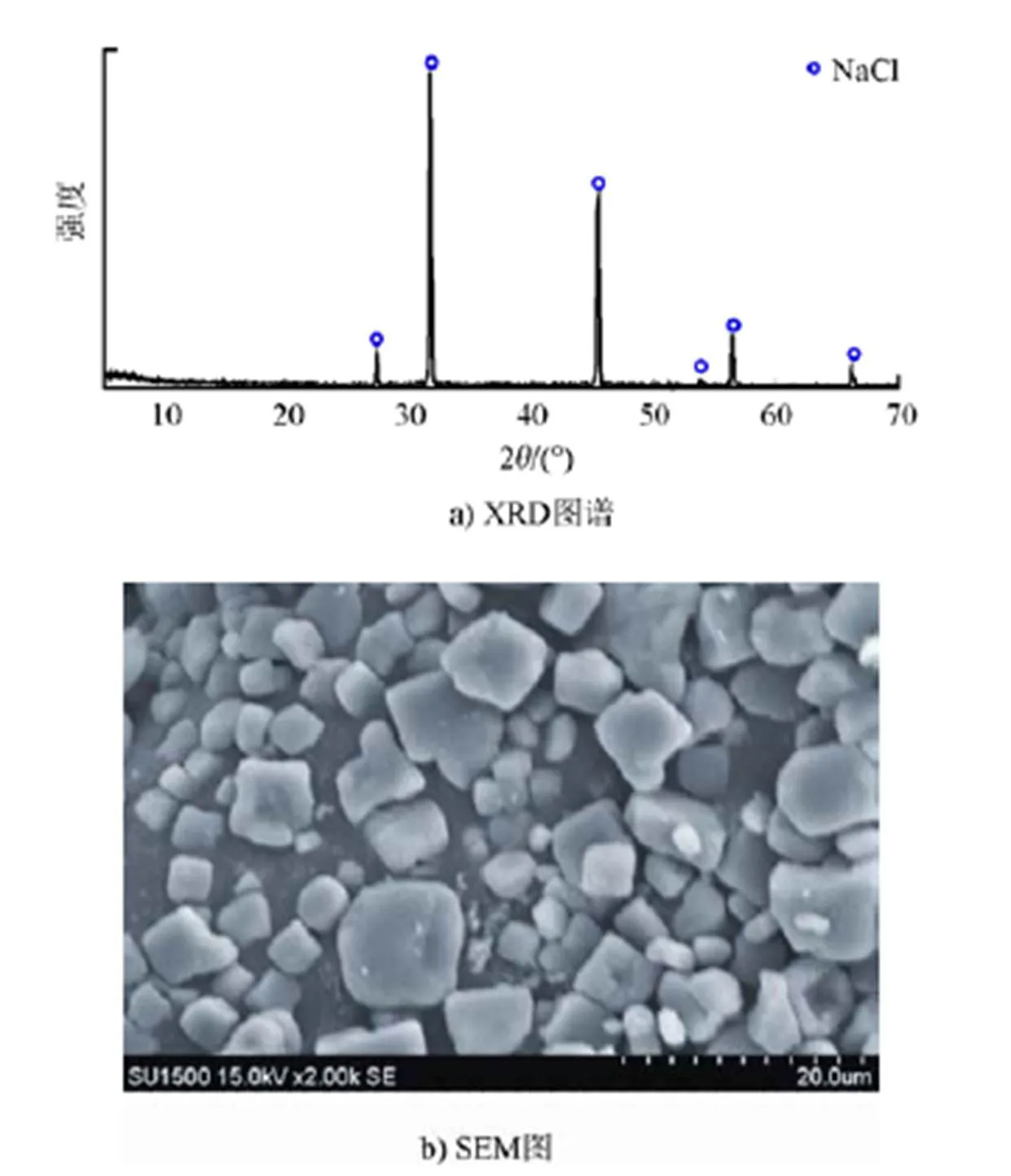
图6 脱硫废水零排放工艺产品工业盐XRD和SEM图谱
通过Jade6.5软件分析图6可知:31.7°处有 1个NaCl的主峰,对应Miller指数(111);45.4°处有1个NaCl的次主峰,对应Miller指数(220);分别在27.3°、53.9°、56.5°和66.2°处有NaCl的 4个弱峰;产品主要为立方体结构,粒径约4 μm,符合NaCl典型形貌特征。
对脱硫废水零排放系统最终产物工业盐进行理化指标分析,结果见表3。
表3 脱硫废水零排放系统工业盐成分分析
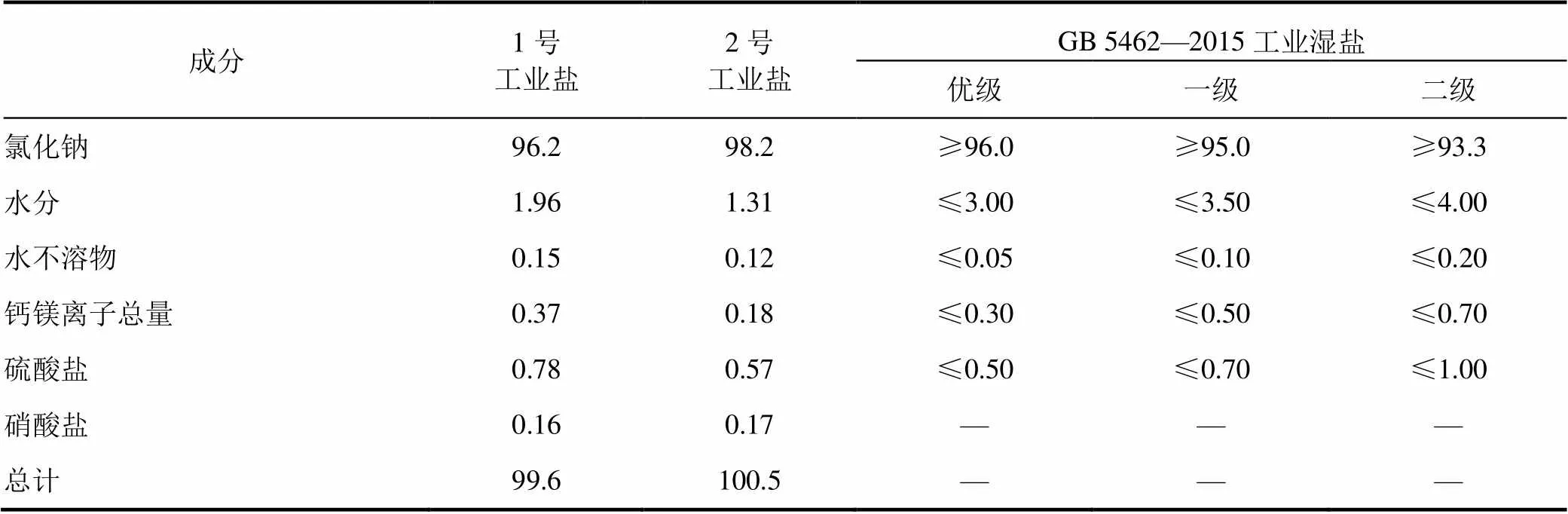
Tab.3 Composition analysis of industrial salt of the desulfu- rization wastewater zero liquid discharge process w/%
由表3可知,蒸发所得工业盐成分构成符合《工业盐国家标准》(GB 5462—2015)[13]中二级工业湿盐的要求,NaCl纯度可达优级工业盐的要求。还可通过进一步优化脱硫废水零排放工艺,降低不溶物、钙镁离子总量和硫酸盐浓度,提升工业盐品质。
3.4 技术经济分析
根据零排放中试试验工程验证,该脱硫废水零排放系统的运行成本主要包括动力消耗、药剂消耗和蒸汽消耗3部分。其中,动力消耗折算到处理水量为17.3 kW·h/m3,厂用电价按照0.4元/(kW·h)估算,折合6.9元/m3。药剂消耗主要包括石灰、纯 碱和烧碱,消耗量分别为3.2、3.2、10.0 kg/m3,同时考虑其他药耗(0.5元/m3),则药剂成本总量为37.6元/m3,其中除镁池的NaOH消耗成本占比78.5%。蒸汽消耗按照电渗析浓缩10倍,1 m3浓水需要1.5 t蒸汽,蒸汽单价以180元/t计算,则蒸汽消耗成本为27元/m3。因此,脱硫废水零排放系统的总运行成本为71.5元/m3。该运行数据与广东河源电厂实际零排放工程70~80元/m3的运行费用较为接近。
4 结 论
1)通过集成预处理模块、深度处理模块、预浓缩模块和蒸发结晶模块,构建了脱硫废水零排放工艺,并进行中试研究。预处理模块的反应器作预处理单元,能够高效去除脱硫废水中的Ca2+和Mg2+,是深度处理模块对硬度离子去除效果的“先保障”,缓解了后续膜浓缩和蒸发结晶模块的结垢情况。
2)纳滤单元和离子交换单元为深度处理模块,能够保证出水中Ca2+和Mg2+的高效稳定去除,防止反应器调控难以完全响应进水波动造成的硬度离子升高,起到“后保障”作用。
3)预浓缩模块的电渗析单元能够大幅减轻蒸发单元的能耗,并同时截留二价离子,淡水出水可回用。蒸发单元得到的工业盐纯度可达到《工业盐国家标准》(GB 5462—2015)中二级工业湿盐的要求。
[1] DENG J J, PAN L M, CHEN D Q, et al. Numerical simulation and field test study of desulfurization wastewater evaporation treatment through flue gas[J]. Water Science and Technology, 2014, 70(7): 1285-1291.
[2] HLINCIK T, BURYAN P. Evaluation of limestones for the purposes of desulphurisation during the fluid combustion of brown coal[J]. Fuel, 2013, 104(87): 208-215.
[3] MA S, CHAI J, CHEN G, et al. Research on desul- furiza-tion wastewater evaporation: Present and future perspec-tives[J]. Renewable Sustainable Energy Review, 2016, 58: 1143-1151.
[4] 韩飞超, 汪旭, 张荣, 等. 石灰石-石膏湿法烟气脱硫废水处理工艺的优化改造[J]. 中国给水排水, 2016, 32(14): 99-102.
HAN Feichao, WANG Xu, ZHANG Rong, et al. Opti- mized reconstruction of limestone-gypsum wet flue gas desulfurization wastewater treatment process[J]. China Water & Wastewater, 2016, 32(14): 99-102.
[5] 刘海洋, 夏怀祥, 江澄宇, 等. 燃煤电厂湿法脱硫废水处理技术研究进展[J].环境工程, 2016, 34(1): 31-35.
LIU Haiyang, XIA Huaixiang, JIANG Chengyu, et al. Research advances in wet flue gas desulfurization wastewater treament technology in coal-fired power plant[J]. Environmental Engineering, 2016, 34(1): 31-35.
[6] 叶春松, 罗珊, 张弦, 等. 燃煤电厂脱硫废水零排放处理工艺[J]. 热力发电, 2016, 45(9): 105-108.
YE Chunsong, LUO Shan, ZHANG Xian, et al. Key problems and developing trend of zero discharge tech- nology of desulfurization waste water[J]. Thermal Power Generation, 2016, 45(9): 105-108.
[7]刘秋生. 烟气脱硫废水“零排放”技术应用[J]. 热力发电, 2014, 43(12): 114-117.
LIU Qiusheng. Application and comparison of ’zero discharge’ technology for desulfurization waste water[J]. Thermal Power Generation, 2014, 43(12): 114-117.
[8] 吴优福, 刘捷, 海玉琰, 等. 超超临界1 000 MW机组脱硫废水零排放技术[J].热力发电, 2017, 46(5): 108-114.
WU Youfu, LIU Jie, HAI Yuyan, et al. Discussions on zero-discharge technology of desulfurization wastewater for ultra-supercritical 1 000 MW units[J]. Thermal Power Generation, 2017, 46(5): 108-114.
[9] TOLONEN E T, RÄM OUML J, LASSI U. The effect of magnesium on partial sulphate removal from mine water as gypsum[J]. Journal of Environmental Management, 2015, 159: 143-146.
[10] 庞胜林, 陈戎, 毛进, 等. 火电厂石灰石-石膏湿法脱硫废水分离处理[J]. 热力发电, 2016, 45(9): 128-133.
PANG Shenglin, CHEN Rong, MAO Jin, et al. Separation treatment process for limestone-gypsum wet FGD wastewater from coal-fired power plants[J]. Thermal Power Generation, 2016, 45(9): 128-133.
[11] ALMASRI D, MAHMOUD K, ABDEL-WAHAB A. Two-stage sulfate removal from reject brine in inland desalination with zero-liquid discharge[J]. Desalination, 2015, 362: 52-58.
[12]DOU W, ZHOU Z, JIANG L M, et al. Sulfate removal from wastewater using ettringite precipitation: Mag- nesium ion inhibition and process optimization[J]. Journal of Envi-ronmental Management, 2017, 196: 518-526.
[13]中华人民共和国国家质量监督检验检疫总局, 中华人民共和国国家标准化管理委员会. 工业盐国家标准: GB 5462—2015[S]. 北京: 中国标准出版社, 2015.
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China, Standardization Administration of the People’s Republic of China. National standard for industrial salt: GB 5462—2015[S]. Beijing: Standards Press of China, 2015.
Pilot-scale study on zero liquid discharge technology of flue gas desulfurization wastewater in coal-fired power plants
JIANG Luman1, ZHOU Zhen1, TIAN Xiaoce1, DOU Weixiao1, CHEN Guofeng2, LI Chaoming2, LI Li3
(1. College of Environmental and Chemical Engineering, Shanghai University of Electric Power, Shanghai 200090, China; 2. Jiangsu Hairong Thermal and Environmental Engineering Co., Ltd., Nantong 226300, China; 3. China Coal Xinji Lixin Power Generation Co., Ltd., Bozhou 236744, China)
Zero liquid discharge (ZLD) of wastewater generated by flue gas desulfurization (FGD) system of coal-fired power plants is a hot and difficult issue in the industry. A ZLD process of FGD wastewater integrated with pre-treatment, intensive softening, pre-concentration and evaporation-crystallization units was established, through quality analysis for desulfurization waste water. Moreover, a 25 m3/d pilot-scale test was carried out. The results show that, all units of the process operated efficiently and stably, and realized ZLD. The pretreatment module consisting of primary sedimentation tank and sequencing batch softening reactor realized simultaneous removal of suspended substance (SS), hardness, organic matter and heavy metals by adding lime, sodium hydroxide (NaOH), sodium carbonate (Na2CO3) and flocculants. The removal efficiency of SS, Ca2+, Mg2+and organic compounds reached 97.3%, 38.1%, 98.5% and 74.3%, respectively. The intensive softening unit, including filter, ultrafiltration (microfiltration) and nanofiltration unit, could efficiently intercept divalent ions and organic compounds. The concentrations of Ca2+, Mg2+and sulfate in the effluent of nanofiltration unit were 5.2, 0.4 and 84.3 mg/L, respectively, which reduced the risk of membrane fouling and guaranteed quality of industry salt product. After electrodialysis, ion exchange and evaporation crystallization, the purity of the obtained industrial salt met the requirements of the secondary industrial wet salt in the National Standard for Industrial Salt (GB 5462—2015).
desulfurization wastewater, zero discharge, softening, nanofiltration, electrodialysis
X773
A
10.19666/j.rlfd.201809175
蒋路漫, 周振, 田小测, 等. 电厂烟气脱硫废水零排放工艺中试研究[J]. 热力发电, 2019, 48(1): 103-109. JIANG Luman, ZHOU Zhen, TIAN Xiaoce, et al. Pilot-scale study on zero liquid discharge technology of flue gas desulfurization wastewater in coal-fired power plants[J]. Thermal Power Generation, 2019, 48(1): 103-109.
2018-09-30
蒋路漫(1985—),女,博士,讲师,主要研究方向为市政污水与工业废水处理,jiangluman@shiep.edu.cn。
周振(1981—),男,博士,教授,主要研究方向为污水处理与污泥过程减量技术,zhouzhen@shiep.edu.cn。
(责任编辑 杨嘉蕾)
