三通道数码纺段彩纱的纺纱原理及其性能
2019-01-22杨瑞华高卫东刘曰兴张国清
顾 燕, 薛 元, 杨瑞华, 高卫东, 刘曰兴, 张国清
(1. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122; 2. 愉悦家纺有限公司, 山东 滨州 256623)
段彩纱作为花式纱线的一种,相对于传统单一色纱,其颜色可变化的灵活性和多样性,满足于人们对纺织品色彩的多元化需求。段彩纱发展至今,主要的生产方式分为段染法和混合法,段染法主要是通过对各个轨道的纱线利用染料喷射的方法分段染上各种颜色,优点是在较长的纱线片段长度内,颜色可随机灵活的分布,而缺点是机器机身要求长,占地面积大,生产效率低[1],且不能满足当前人们对纺织品环保的要求。混合法主要分为混棉处散纤维混合、并条混合和细纱处混合,细纱处混合又可分为三罗拉法和四罗拉法。混棉和并条混合都会造成段彩纱上颜色分段长度较难控制且过渡段长度较长。三罗拉法生产段彩纱易产生段彩竹节,纱线的线密度恒定较难控制。四罗拉法生产段彩纱多根粗纱在牵伸区的牵伸是异点异步的,成纱条干均匀度差[2]。目前市面上生产的段彩纱在颜色控制和线密度控制上无法达到精确的要求,不能满足机织经纱和针织用纱的质量要求。
本文通过计算机程序控制3个通道的牵伸倍数从而数字化调控3根粗纱的混纺比,可纺制出线密度恒定且各分段颜色、分段长度精确配置的段彩纱。
1 三通道数码纺生产段彩纱机制

图1 三通道数码纺纱牵伸机构示意图Fig.1 Digital spinning machine of three roller drafting system schematic diagram
1.1 变换粗纱机制
从3个后罗拉通道分别喂入线密度为430 tex的品红、黄、青3色粗纱,通过设置控制面板上相应纺纱参数,驱动伺服电动机调控各后罗拉通道,可实现单一通道纺纱,双通道纺纱及三通道纺纱,从而实现纺制出的段彩纱各分段长度上基色、二次色,三次色等单色或混配色的颜色配置效果。
1.2 牵伸比随机调控机制
三通道数码纺纱机纺制段彩纱的过程中,牵伸区中3个异速的后罗拉及前中罗拉均由单独的伺服电动机分别控制,各通道牵伸比用e1、e2、e3表示,其中e1=Vq/V1、e2=Vq/V2,e3=Vq/V3。前、中及3个后罗拉速度分别用Vq、Vz、V1、V2、V3表示,因此可通过在线分别控制各罗拉速度来在线控制牵伸比的分段变化[4]。
1.3 成纱混纺比的随机调控机制
三通道数码纺段彩纱的过程中,纱线分段颜色的变化主要由粗纱混纺比的分段变化来实现,喂入后罗拉可以是3种原料或3种色彩的粗纱,混纺比K1、K2、K3为
(1)
式中:K1、K2、K3分别表示3种有色粗纱的混纺比;ρ1、ρ2、ρ3分别表示3根有色粗纱定量,g/(10 m),因此,纱线混纺比的变化主要由电脑控制伺服电动机数字化调控各粗纱总牵伸比来实现[5]。
1.4 外观混色效应模拟
三通道数码纺纱通过异速的3个后罗拉,改变各罗拉喂入速度,实现牵伸倍数的梯度变化,梯度配比喂入品红色(M)、黄色(Y),青色(C)3根粗纱。图2示出用Photoshop软件在CMYK颜色模式下模拟出的将品红、黄,青以一定梯度混合配比得到的混色色块图。其中各图的颜色色块分别用aij、bij、cij(i,j=1,2,…,11)表示。M-Y+C表示红黄以10%梯度混合基础上,青以10%梯度混入;Y-M+C表示黄青以10%梯度混合基础上,红以10%梯度混入;M-C+Y表示红青以10%梯度混合基础上,黄以10%梯度混入。
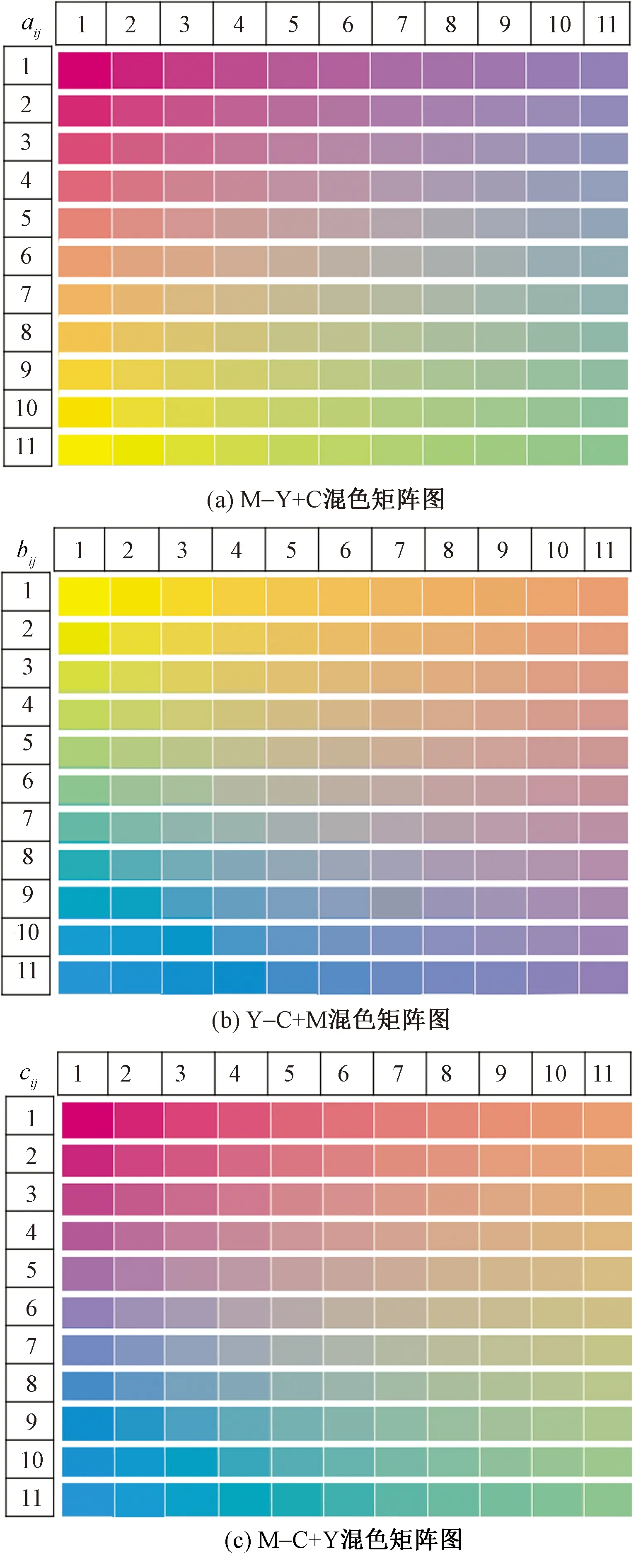
图2 不同颜色混入方式混色矩阵图Fig.2 Color matrix of different color mixing methods.(a)M-Y+C; (b)Y-C+M;(c)M-C+Y
图2(a)所示第1列中的色块a11到a111为从品红纯纺喂入即对应混色比为a11(M)∶a11(Y)∶a11(C)=100∶0∶0,黄以10%的梯度配比渐增喂入,得到品红色块10%的梯度渐减到纯黄色块即混色比a111(M)∶a111(Y)∶a111(C)=0∶100∶0的各两混色色块图。在第1列色块的颜色配比基础上,青以10%的梯度渐增混入,可得到混色比为a21(M)∶a21(Y)∶a21(C)=100∶0∶10到a1111(M)∶a1111(Y)∶a1111(C)=0∶100∶100的混色色块图。其中各色块对应纺纱时粗纱的混纺比分别为Kij(M)、Kij(Y)、Kij(C)。其混纺比与混色比对应的换算见下式
(2)
式中:Mij、Yij、Cij分别表示一种颜色色块中MYC所占组分。图2(b)、(c)中色块的混色方式与图2(a)中颜色的混色方式相同,图2(b)为第1列混色比为b11(M)∶b11(Y)∶b11(C)=0∶100∶0的纯黄色块b11为始,依次黄色混入量与青色混入量按10%的梯度递减、递增,渐变到纯青色块即混色比为b11(M)∶b11(Y)∶b11(C)=0∶0∶100的各两混色色块图,在此基础上,品红混色量以10%的梯度渐增喂入,可得b21到b1111混色色块。图2(c)所示第1列在混色比c11(M)∶c11(Y)∶c11(C)=100∶0∶0品红色块渐减基础上按10%梯度渐增混入混色比为c11(M)∶c11(Y)∶c11(C)=0∶0∶100的青色,可得如图第1列所示的两混色色块,在纯色及两混色的基础上按10%梯度混入黄色,则得到c21到c1111混色色块。颜色色块bij和cij混色比对应的粗纱混纺比换算公式同色块aij。
2 段彩纱的组成要素及仿真模型构建
2.1 段彩纱的组成要素及其选配
段彩纱的组成要素主要包括分段颜色及分段长度。段彩纱各分段颜色的配置以配色圆环图为例,在配色圆环图上选取1个起始点色,该色可以是三原基色,也可以某个二次色或三次色。基于起点色,选择相邻色的配置可以是对比色(三基色红、黄、蓝,两色相在配色圆环中角度为120°左右)或互补色(两色相在配色圆环上角度为180°左右),颜色相邻分布间由于各色相差异太大无法形成渐变的色彩效果,这类纱相比较于渐变纱一般定义为段彩纱。其中段彩纱的分段长度可以是等距、不等距或者段长随机[6-7]。其分段长度的设置相较于渐变纱,可适当偏长选择,以三通道数码纺纱机为例,一般选择各分段时间在3 s以上,以确保过渡段纱线的颜色不会影响到各段彩段,达到各色段分明的颜色效果。
2.1两组患儿的护理有效率对比 实验组患者治疗有效率为96.67%,对照组患者治疗有效率为76.67%,实验组患者治疗有效率明显高于对照组,P<0.05表示统计学有意义。见表1。
2.2 段彩纱仿真模型的构建
段彩纱各分段色的配置及纱线外观效果采用Photoshop软件模拟,品红、黄、青三基色粗纱从三通道牵伸机构依次喂入纺制出如图3所示的颜色效果图及纱线实物图,沿纱线纵向,3种原色配置在纱线的相邻色段。图4示出品红、黄、青3根粗纱在牵伸区两两按一定混纺比实现牵伸混色,而配置在纱线相邻色段所模拟出的七色彩虹段彩纱颜色效果图及纱线实物图。图5、6分别示出三基色粗纱两两以恒定比例分段交替变化纺制出的混色段彩纱颜色配置效果图和实物图。其中图5中两粗纱混纺比为1∶4,图6两粗纱混纺比为1∶2。

图3 三基色段彩纱示意图Fig.3 diagram of tri-color segment colored yarn

图4 七色段彩纱模拟示意图Fig.4 Diagram of seven-color segment colored yarn

图5 1∶4混色段彩纱模拟示意图Fig.5 Diagram of 1∶4 mixed color segment colored yarn

图6 1∶2混色段彩纱模拟示意图Fig.6 Diagram of 1∶2 mixed color segment colored yarn
3 等线密度段彩纱成纱性能分析
3.1 测试仪器及实验方法
采用YG068C型全自动单纱强力仪(南通宏大实验仪器有限公司)测试纱线的断裂强力,强力仪预加张力设定为0.5 cN/tex,夹持长度为500 mm,拉伸速度为500 m/min,测试15次,取其平均值。采用YG135G型条干均匀度仪(陕西长岭纺织机电科技有限公司)对纱线条干不匀率进行测试,设定测试速度为200 m/min,测试时间为1 min,测试长度200 m,测试4次,取其平均值。
根据传统环锭纺纱条干均匀度及断裂强度的影响因素分析及纺制段彩纱主要控制的结构参数,归纳出影响等线密度段彩纱的主要因素有纺纱锭速、捻系数、分段长度(即2根粗纱变化的周期)、成纱混纺比。本文对以上因素进行单因素实验,纺制的纱线线密度为19 tex,采用的是定量和原料相同,颜色不同的经染色后的精梳长绒棉制备的品红、黄和青等三基色纯棉粗纱,定量均为4.3 g/(10 m)。段彩纱的循环周期分为6段,每段中粗纱混纺比恒定,而3种颜色比例交替变化(如第1段比例为1∶2∶0,第2段比例为2∶1∶0,第3段比例为0∶1∶2,第4段比例为0∶2∶1,第5段比例为1∶0∶2,第6段比例为2∶0∶1),从而可纺制出3种颜色比例分段变化的段彩纱[8]。当喂入的粗纱条牵伸比不同时,即进入前罗拉钳口处的粗纱须条的线密度不同,比例较低的粗纱须条会包覆在比例较高的粗纱须条上,所以包覆的色彩效果视包缠的程度而定,不同比例呈现出不同的颜色效果。
3.2 混纺比对等线密度段彩纱性能的影响
纺制线密度恒定的段彩纱时,设定纺纱锭速为8 000 r/min,捻系数为340,设置各颜色段分段时间为6 s,即分段长度为1 m。采用4种不同的粗纱混纺比含量进行纺纱,即在3根粗纱喂入后罗拉的基础上,各分段时间内任意2个通道的粗纱以一定的混纺比交替喂入,形成混纺比恒定,而颜色比例变化的段彩纱。设置2根喂入粗纱的混纺比分别为1∶1、1∶2、1∶3、1∶4。比较不同混纺比下,段彩纱的条干不匀率CV值和断裂强度值,结果如表1所示。

表1 不同混纺比下纱线的性能Tab.1 Yarn performance at different blending ratios
从表1中可看出,纺制段彩纱过程中,当混纺比为1∶1时,段彩纱条干不匀率最高,粗细节最多,这是因为从比例相同段如1∶1段的红黄段过渡到黄红段时,混纺比恒定则红黄色粗纱的牵伸倍数不发生变化,相对于比例不等段,纺制特定比例段,其分段时间为双倍,而表现出条干CV值最大,故混纺比为1∶1时,影响纱线条干CV值的因素主要为分段时间。随着混纺比的增大,成纱条干CV值越来越大,且粗细节、棉结的数量也越来越多,而断裂强度随着混纺比的增大而降低,断裂强度CV值越来越大,这是由于在纺制混纺比较大的段彩纱过程中,其中喂入比例较小的组分粗纱牵伸倍数较大,在后区牵伸的过程中受不到良好的握持而导致纤维回缩影响纱线的条干,另一方面,当混纺比不同时,牵伸区中纱条的牵伸倍数差距较大,使得汇聚在前罗拉钳口的2根纤维须条的细度不同,混纺比不同则汇聚三角区的形态亦不同,而混纺比越大汇聚三角区不对称状态越明显,从而使得前罗拉钳口处的须条受到的张力差异越来越大,导致汇聚点的位置波动较大,而影响纱线成纱过程中的条干[9]。
3.3 分段长度对等线密度段彩纱性能的影响
纺制段彩纱时,保证纺制的段彩纱三通道两两交替喂入的粗纱混纺比为1∶3,设置纺纱捻系数为340,锭子转速为8 000 r/min,分析分段长度对纱线断裂强力及条干的影响。在纺制段彩纱时,因为伺服电动机的启动而控制罗拉变速需要一定的反应时间,为保证后罗拉有一定的时间变速,使各段彩周期中的颜色界限明显,则分段时间最小控制在3 s,结果如表2所示。

表2 不同分段时间下纱线的性能Tab.2 Yarn performance of different section time
从表2中可看出,随着分段长度的增大,段彩纱的条干不匀率先减小后增大,这是由于当分段时间较短时,后罗拉变速较频繁,导致后罗拉异速对粗纱须条的握持力不足而使得粗纱的喂入量存在偏差而影响纱线的条干,而当分段时间为6 s,即分段长度为1 m时,条干不匀率开始降低。这是由于此时罗拉开始平稳变速,偏差量开始变小,从而对纱线的条干影响减弱。罗拉变速平稳后,随着分段时间的增大,条干CV值呈不断上升的趋势,这是因为当2根粗纱须条的牵伸倍数存在较大差异时,组分比例较小的粗纱牵伸倍数较大,则该粗纱在后区不易受到良好的握持而导致纤维回缩影响牵伸过程中纱线的条干,且这种条干不匀会随着分段时间的增加而变大。纱线条干的不匀会使得纱线表面捻度不匀,从而影响纱线的断裂强度,其断裂强度不匀随着纱线条干不匀的增大而增大。
3.4 捻系数对等线密度段彩纱性能的影响
纺制线密度恒定的段彩纱,设置3根粗纱中两两交替喂入的粗纱的混纺比为1∶3,段彩纱分段长度为1 m,纺纱锭速为8 000 r/min,分别采用捻系数为300、320、340,360,比较不同捻系数下,段彩纱的条干和断裂强度值,结果如表3所示。

表3 不同捻系数下纱线的性能Tab.3 Yarn performance of different twist factor
从表3可看出,随着捻系数的增大,段彩纱的条干均匀度值和断裂强度CV值均呈先减少后增大的趋势,在纺制段彩纱过程中由于后罗拉喂入的粗纱须条的牵伸倍数不同,则使得前罗拉钳口处须条的线密度不同,从而使得汇聚三角区的受力失衡,导致汇聚点的波动造成纱线条干的不匀。其中捻度影响纱线汇聚三角区的力矩平衡,不同的纱线线密度及捻度都会造成纱线汇聚点的位置不同,捻度越大,汇聚点的位置越靠上,汇聚角也相应增大,而最有利于成纱条干的汇聚角在45°左右,大于或小于都不利于成纱条干,因此对于不同线密度的纱都存在最优的捻度,而对于纱线线密度为19.43 tex,粗纱混纺比为1∶3段彩纱来说,从表3可看出其成纱最佳捻系数为340。
3.5 锭子转速对等线密度段彩纱性能的影响
设置纺纱捻系数为340,三通道两两喂入的粗纱的混纺比为1∶3,段彩纱分段长度为1 m,采用4种不同的锭速,分别为6 000、8 000、10 000、12 000 r/min,比较不同的纺纱锭速对段彩纱条干及断裂强力的影响,结果表4所示。
由表4可知,段彩纱纺制过程中,随着锭子转速的增加,纱线的条干均匀度值及断裂强度CV值在锭速为6 000 r/min时最高,分别达到21.95%和15.45%,而后随着纺纱锭速的提高,纱线条干不匀率及断裂强度CV值先增大后减小。这是因为纺纱锭速影响成纱三角区中汇聚角的大小,锭速越高,则汇聚点越靠下,则汇聚角越小,成纱性能越好,而若汇聚点偏小则易造成汇聚角过小导致纱线性能的恶化[10]。由以上数据可知,JWF1551数码纺纱机在纺制段彩纱过程中,存在最优纺纱锭速为8 000 r/min,此时纱线的条干均匀度值和断裂强度不匀率最小,断裂强度分布较均匀。

表4 不同环锭转速下纱线的性能Tab.4 Yarn performance of different spindle speed
4 结束语
本文基于JWF1551三通道数码纺纱平台,从粗纱变换机制、牵伸比在线调控机制、成纱混纺比随机调控机制3个方面构建了三通道纺制段彩纱的理论体系,并运用Photoshop软件基于三粗纱可在线调控混纺比以达到纱线颜色的实时控制的理论基础上,在CMYK颜色模式下按一定的颜色梯度配比规律模拟了混色矩阵图,从而为段彩纱分段色彩的选择提供色彩参考。
在此基础上,为提高等线密度段彩纱的成纱性能,选择成纱混纺比、分段长度、捻系数,锭速4个因素进行单因素实验,当混纺比较大时,牵伸区中牵伸倍数较大的粗纱会由于后区握持力不足而使得纤维回缩导致牵伸不良影响纱线的条干,而这种条干不匀会随着分段时间的变长而增大,而捻系数、锭速的变化会影响汇聚三角区的形态和汇聚点的位置,从而对纱线的性能造成影响,实验结果表明通过改变这4个因素的参数值都可得到段彩纱条干及断裂强度值相对较优的工艺,为今后纱线的实际生产提供实验理论参考,达到优化纱线性能的目的。
FZXB
