工程勘察用非均质热压金刚石钻头试验研究
2019-01-18叶宏煜谭松成潘家栋杨凯华
叶宏煜, 谭松成, 谢 涛, 潘家栋, 杨凯华,
(1.武汉万邦激光金刚石工具有限公司,湖北 武汉 430056; 2.中国地质大学〈武汉〉工程学院,湖北 武汉 430074)
0 引言
工程勘察钻机具有加压能力小和扭矩不大的特点,且钻遇的地层包括不同程度的风化岩层和不同类型的完整基岩,因此工勘钻头在提高钻进效果、对地层的适应性和岩心采取率等方面与地质勘探钻头存在差异[1-3]。
钻进效果好主要指钻进时效高和钻头的使用寿命长。近年来,该衡量标准已由钻头使用寿命长逐渐转化为钻头钻进时效高为主了,特别是对于某些难钻地层,更是要求钻头以钻进效率为主[4-5]。同时,不管研制何种性能的钻头,都应该提前深入了解或测试所钻地层的物理力学性质,并准确掌握钻进工艺参数与技术条件,才能设计出合理可行的钻头用于生产实践。
工程勘察会涉及多种不同地层,要求工勘用金刚石钻头对地层的适应能力好[6-7]。目前,电镀孕镶金刚石钻头因钻进时效和使用寿命较高而受到工勘行业的欢迎,其原因在于电镀金刚石钻头的胎体中含有微型针孔,且镀层中存在不同程度的节瘤发育,检测硬度与耐磨性时离散性较大。这样的胎体性能条件既可以对金刚石有良好的包镶,又能让金刚石有好的出刃效果。但同时,电镀方法因可能存在一定程度的环境污染,因而为热压金刚石钻头在工勘行业的推广应用提供了新的契机。为提高钻头使用寿命并同时保证机械钻速,热压孕镶金刚石钻头的胎体性能不能一味追求硬度高、耐磨性强和致密程度好,必须同时考虑金刚石的出刃效果,从而提高钻头对不同地层的适应性。
不论地质勘探还是工程勘察,岩心采取率都是极为重要的指标。岩心采取率除了与地层条件有直接而重要的关系外,与钻头和钻具结构,以及钻进工艺技术同样有密不可分的关系。钻头和钻具结构合理,配合先进的钻进工艺技术,促使钻具运转平稳,卡心牢固,岩心采取率才能得以提高。
1 钻头设计
1.1 钻头结构设计
工程勘察通常涉及土层,强、弱风化岩层和完整基岩等几种类型的地层。在生产实践当中除了土层钻进可能会采用硬质合金钻头或PDC钻头外,一般在施工现场不希望中途换钻头,因而要求一种结构与性能的金刚石钻头能够适应整个钻孔中地层变化的需要。基于此设计了两种结构的孕镶金刚石钻头(如图1所示)。

图1 钻头齿结构示意
图1所示两种钻头结构的特点之一是每个扇形工作齿均由S1和S2两部分组成,且S1与S2的比值在1/3~2/3左右。其中,S1部分是扇形钻齿的主切削刃部分,硬度与耐磨性较高,并采用高品级、高浓度的金刚石参数,是破碎岩石的主体;S2部分起着支撑S1的作用,同时起着辅助破碎岩石的作用,硬度与耐磨性较低,采用较低品级与较低浓度的金刚石参数。图1中所示的两种钻头结构各有其优势,可依据地层、钻具和钻探技术工况设计、选择和使用。
由于S1和S2部分所存在的性能差异,钻进中可以起到类似复合片破碎岩石的效果,从而提高钻进效率。图1(a)中的结构对提高钻进效率有利,但对使用寿命会有影响,多用于不同程度的风化岩层和第四系地层的钻进,同时该结构可以用于“打滑”岩层中钻进;同时,可以通过调节α的大小,适当调节钻头的性能。图1(b)中的结构具有较好的广谱性能,对地层的适应性更高,能同时兼顾钻进时效与钻头使用寿命。
为提高钻头钻进的稳定性,从而提高岩心采取率和延长钻头使用寿命,该钻头结构所采用的内外保径规格较高,且采用粗粒人造单晶和热稳定性聚晶体联合保径。保径规必须延伸至工作层全高度(如图2所示)。
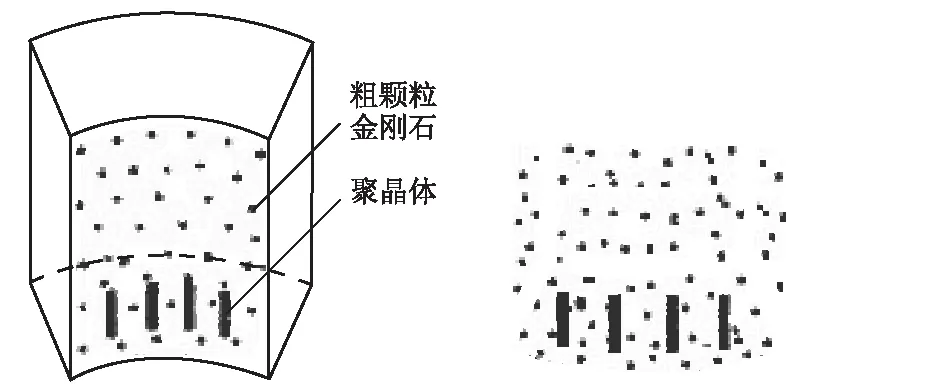
图2 钻头保径规结构示意
钻头水口可以用于调节钻头底唇面积大小和钻进性能,改善钻头对地层的适应性和钻进效果,一般设计为5~8 mm宽。加宽的水口有利于调节钻头对地层的适应性,有利于钻头底部冲洗液的循环,有效冷却钻头和及时排除岩粉,并提高机械钻速和减少钻头磨损。
1.2 钻头性能设计
钻头的性能主要指胎体的硬度、耐磨性、抗弯强度、抗冲击韧性、抗冲蚀性与胎体热性能等,其中尤以胎体硬度与耐磨性最直观、最重要,同时也最实用[8-10]。钻头的硬度与耐磨性不是一个概念,但两者有相通之处。耐磨性主要涉及钻头自锐性能和金刚石出刃效果,因此直接影响钻头的钻进时效和使用寿命[11]。在热压工艺参数优化的条件下,钻头的性能主要由胎体材料成分及其含量比所确定。
目前,孕镶金刚石钻头的胎体材料已经逐步转向采用预合金粉为主的材料体系,通常由3~6种预合金粉组成,比采用单质金属粉时的金属粉末种类明显减少,但其组元成分却更多[12-13]。因此,采用预合金粉材料体系烧结获得的胎体其合金化程度更高,胎体成分分布均匀,性能稳定,对金刚石包镶效果好,钻头的性能良好。同时,预合金粉的粒度多为325目(部分甚至达到500目或更细),而普通单质金属粉的粒度为200目,因此烧结温度较低,保温时间可以缩短,压力也可以适当下降,有利于降低能源消耗。本研究采用了FJT和FAM型预合金粉,分别由湖南省冶金材料研究院有限公司和湖南富栊新材料有限公司研制生产。
1.3 热压工艺参数设计
热压工艺参数包括烧结温度、压力、升温速度、保温时间、出炉温度及冷却降温环境等。分析热压参数的作用可知,温度是实现胎体合金化的基本条件,设定的温度可以使得胎体中的部分金属成分处于液相或熔融塑变状态,而另外一些硬质金属成分则一直保持固相,例如WC或YG8和Fe-Ni-Co等预合金粉。烧结温度确定的基本依据是胎体材料中是否有高熔点金属以及高熔点金属的含量比例的大小。高熔点金属(例如WC或YG8)含量高时,烧结温度必然较高,而Cu-Sn等粘结合金材料含量高时,则设定的烧结温度较低。同时,工程勘察用的金刚石钻头,采用预合金粉材料体系和非均质结构,必须同时兼顾S1与S2两部分的不同性能。S1部分的硬度设计为HRC28~32,S2部分的硬度设计为HRC20~22,烧结温度设定为950~965 ℃。
烧结过程中的压力,有助于胎体合金化和综合机械性能提高,因此将影响烧结温度的确定。压力越大,对胎体合金化影响越大,但压力增加到22 MPa后,对硬度与耐磨性等性能的影响就不太明显了。因此,烧结压力一般控制在15~22 MPa。当然,对于粘结金属含量很低的预合金粉胎体,基本属于固相烧结范畴,这时的压力应该提高到22~25 MPa,或者更高一些。
采用热压烧结法制造孕镶金刚石钻头时,多采用中频电炉升温烧结,通过热传导的方法将热从模壁外传至钻头胎体内部,导致模具内外存在温度差。这种温度差都在100 ℃以上,有时甚至可高达200 ℃。因此,必须设定保温时间,以消除模具内外的温度差。保温时间依据钻头规格、胎体材料、模壁厚度和升温方式(或升温速度)等有所不同,一般在4~6 min。
2 钻头研制与现场试验
2.1 钻头研制
钻头拟在福建南安某工勘场地使用,地层情况从上至下为:(1)第四系粘土覆盖层,夹带少量碎石与卵石,层厚2~10 m;(2)风化岩层,厚度约5~8 m,其中强风化层3~5 m,中风化层2~3 m;(3)完整基岩(花岗岩),在花岗岩基岩中钻进1~2 m即可完钻。因此,该施工场地的工勘钻孔深度一般在12~20 m。
依据前述钻头设计思路和施工地层情况,设计了如图1所示的2种类型共4个Ø76 mm的工勘用热压金刚石钻头(实物如图3所示),并进行了工勘钻进试验。具体钻头结构、胎体材料、金刚石参数和热压工艺参数如下。

图3 工勘用钻头实物
(1)工作层结构:图1a型钻头S1与S2的比值为1∶1.5,水口宽10 mm;图1b型钻头S1与S2的比值1∶1,水口宽6 mm。
(2)胎体材料:S1部分工作层的胎体材料配方为FAM-103(40%)、FJT-A2(25%)、FJT-07(17%)和WC(18%);S2部分工作层的胎体材料配方为FAM-103(37%)、FJT-B5(35%)、FJT-06(20%)和WC(8%)。
(3)金刚石参数:S1部分工作层的金刚石体积浓度为95%,粒度为35/40目(70%)、50/60目(30%),品级为SMD40;S2部分工作层的金刚石体积浓度为75%,粒度为40/45目(75%)、50/60目(25%),品级为SMD30。
(4)热压工艺参数:烧结温度960 ℃,压力24 MPa,保温时间5 min,出炉温度780 ℃,出炉后缓冷至室温。
2.2 钻头试验与分析
试验用工勘钻机为GY-200型,其钻进第四系地层、风化岩层和花岗岩基岩的转速和钻压分别为205 r/min+3.5 kN,388 r/min+4.5 kN和475 r/min+6.5 kN。试验结果表明,钻进第四系地层时,钻头的平均时效为5.90 m,未出现糊钻现象;钻进风化岩层(含花岗岩基岩)的平均时效为2.68 m;钻头的平均寿命达48.70 m,其中ZK-7孔取出的岩(土)心样如图4所示。
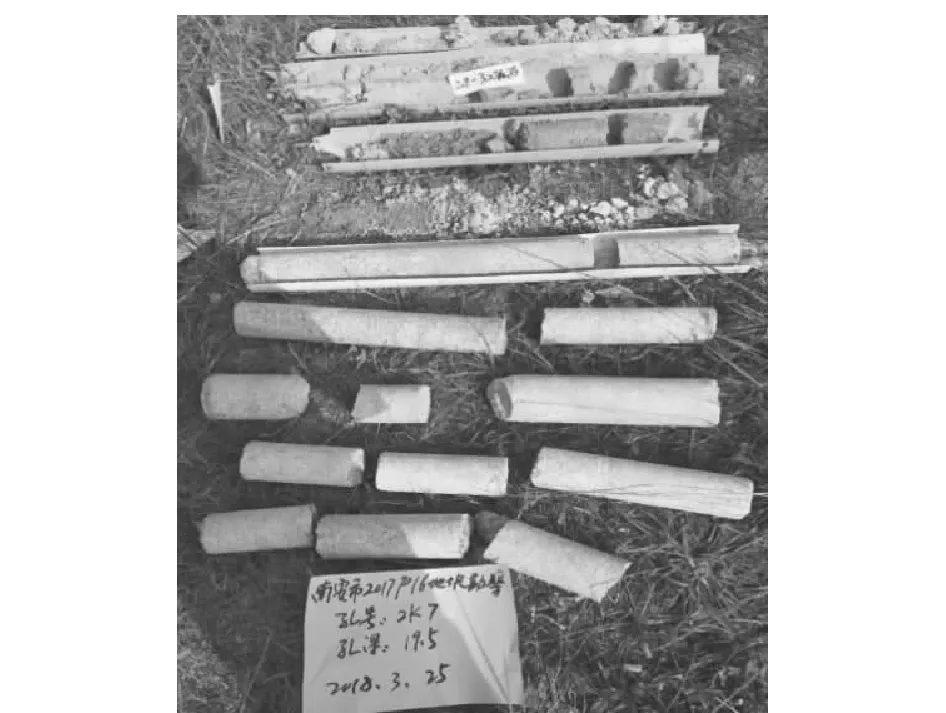
图4 ZK-7孔取出的岩(土)心样
试验结果表明,钻头的钻进时效与寿命基本达到了设计要求,但仍然有提高的空间。(1)图1a型钻头的水口宽度可减小为8 mm,从而提高钻头的耐磨性,并避免宽水口中塞卡小砾石,影响钻进效果;(2)S1部分的胎体硬度可以适当提高,以提高钻头的耐磨性;(3)钻头的热压烧结工艺参数可进一步优化,从而完善预合金粉末体系的金刚石钻头固相烧结新理念。
3 结论
(1)工勘用孕镶金刚石钻头需要面对多种不同性能的地层,要求钻头对地层的适应性好,并具备较高的耐磨性和较好的金刚石出刃效果。
(2)所设计的2种工勘钻头结构合理、新颖,各具特色,均可用于工程勘察钻进中。2种类型钻头均体现出了复合片钻头的钻进特点和金刚石破碎岩石的特征,能够得到基本肯定。
(3)除钻头结构外,钻头的胎体性能同样重要。本次试验采用预合金粉胎体材料,以铁、镍金属为主,并配合碳化钨材料,且粘结金属为较低含量的铁-铜合金粉。
(4)非均质热压钻头与电镀金刚石钻头对比,时效提高了约21%,使用寿命相当,但钻头质量仍然有改进与提高的空间,有待下一步完善。
