异形螺旋线电解加工关键技术研究
2019-01-17范植坚
唐 霖 ,冯 鑫 ,任 磊 ,范植坚
(1.西安工业大学机电工程学院,陕西 西安 710021;2.西安工业大学陕西省特种加工重点实验室,陕西 西安 710021)
随着科学技术的发展,大长径比的异形深螺旋线类零件的材料硬度逐渐增大,螺旋线越来越复杂,传统的机械拉削加工存在效率低、成本高、质量差等缺点,无法满足实际生产需求。电解加工具有一次成形、效率高、质量好、阴极无损耗、零件无残余应力等优点,在武器装备、航空航天、石油钻采等领域应用越来越广泛[1]。
俄罗斯采用电解加工技术实现了中小口径的等齐膛线加工;美国采用片状阴极电解加工出口径为7.62、20 mm的枪管膛线,加工速度为5 mm/min,但内表面有波纹[2-4]。中小口径等齐膛线在我国兵器工业中也已成功应用,并成为定型工艺。针对传统电解加工混合膛线易出现短路、阳线“塌壁”及无法实现不同缠角槽型一致性等问题,唐霖、范植坚等[5-11]突破了阴极设计、阴极运动轨迹精确控制、工艺参数优化等关键技术,实现了中小口径身管混合膛线的难加工问题。针对石油钻采领域的大长径比全金属螺杆钻具和螺杆泵定子螺旋线成形难的问题,国外学者提出了电解加工方法[12-13]。张永俊等[14]进行了大导程滚珠螺母滚道电解加工机床关键技术研究。张占伟等[15]开展了大口径深螺旋槽电解加工工艺试验研究。Mahdavinejad等[16-17]进行了小口径枪管膛线的电解加工阴极设计和抛光工艺研究。
大长径比的异形螺旋深管加工需要大功率、高电压、大电流的大型数控卧式电解加工机床和电解液在线恒温控制系统,目前国际上尚无此类型的商业化机床供使用,需进行大型卧式数控电解加工设备系统的研发。为实现大深径比的异形螺旋线高效高精度电解加工,本文重点开展复合电解液配方试验、复杂阴极结构设计、阴极齿优化仿真及大型数控卧式电解加工机床开发及工艺参数优化等关键技术研究,最终加工出典型的异形深螺旋样件。
1 复合电解液配方试验
随着异形深螺旋线类零件新材料的涌现,不同的材料需要采用不同的电解液,其成分与浓度合适与否直接关系到电解加工效率的高低,甚至会决定电解加工过程能否正常进行。本文以30CrNi2MoV特种钢材料为例,该材料成分见表1。采用正交与灰关联理论相结合的方法进行电解液成分研究,以电解加工效率、加工工件的表面粗糙度和侧面间隙为目标,进行电压和进给速度对材料去除率、表面粗糙度、侧面间隙的影响研究,寻求高效高质量的电解液成分。
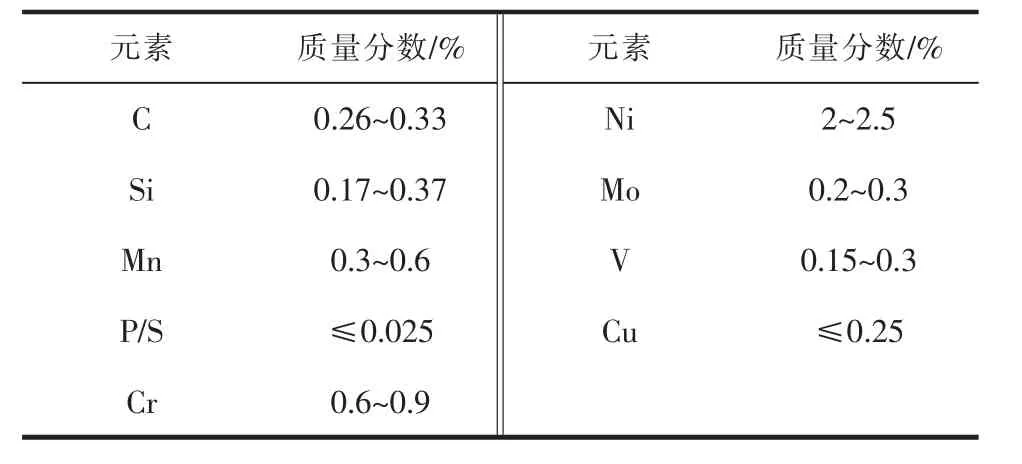
表1 30CrNi2MoV材料的成分
通过设计L9(34)正交预试验,初步确定电解液配方。从加工质量和加工精度的角度考虑,分别采用 NaCl、NaNO3、NaClO3及 其 复 合 电 解 液 加 工30CrNi2MoV材料,加工参数见表2。试验重复三次,结果取平均值,试验数据见表3。
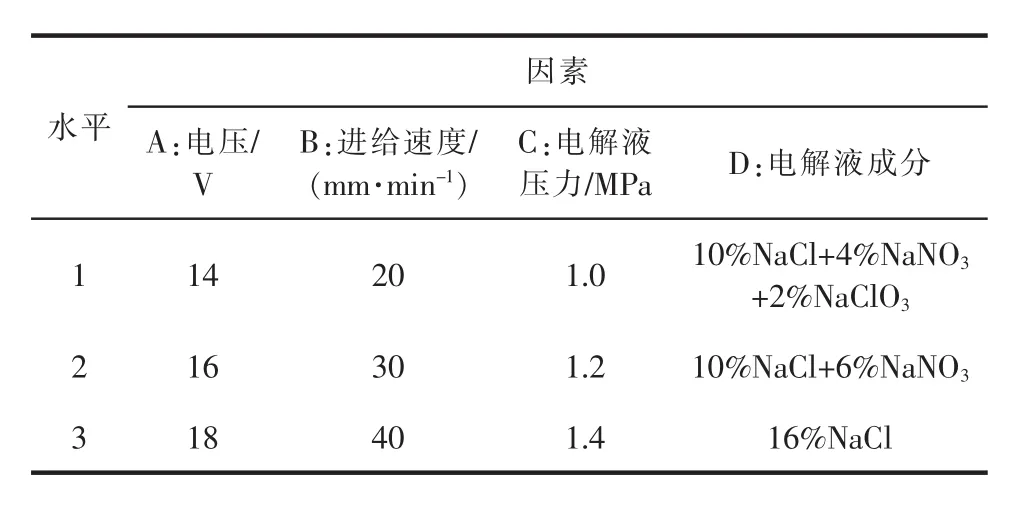
表2 电解液配方正交试验因素水平表
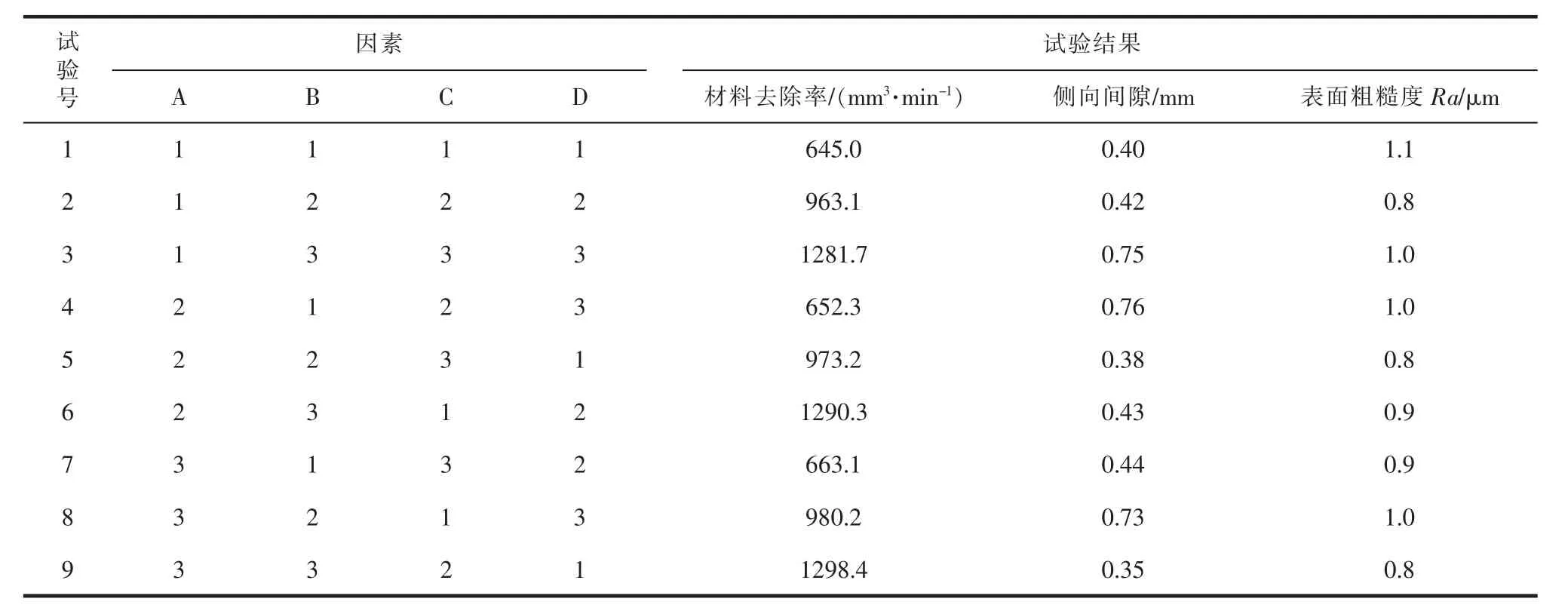
表3 L9(34)正交试验设计及结果
采用灰关联理论分析法将试验结果进行量纲统一化处理,获得电解加工参数与优化目标之间的关系[9-10]。研究发现,最佳的灰关联度等级为试验9,优化参数组合为A3B3C2D1,即在电压为18 V、进给速度为40 mm/min、电解液压力为1.2 MPa的条件下,采用质量分数10%NaCl+4%NaNO3+2%Na-ClO3复合电解液可获得最佳的加工效果。
2 阴极设计及阴极齿优化仿真
为实现大长径比深螺旋线的高效电解加工,合理的阴极结构设计和阴极齿优化至关重要。阴极整体结构设计不仅要满足零件内孔与阴极的同轴度要求,还要实现导电、绝缘、密封及流场均匀等要求。通过采用O形密封圈实现电解液的密封,阴极体由黄铜材料加工而成,并用有机玻璃作为绝缘涂层,配合使用五轴联动数控加工中心实现阴极齿的高精度加工,用电火花高速小孔机加工出液孔,电解加工阴极整体结构见图1。

图1 阴极体整体结构图
由于螺旋线槽较深,三面进给阴极齿设计不合理,导致加工出的螺旋槽尺寸无法满足设计要求,且易发生短路,传统的阴极设计方法是反复试验、不断修正齿形直至满足要求。为减少阴极设计成本与设计周期,本文采用电解加工的电场分布理论,进行阴极工作齿内收角优化。根据零件的螺旋线设计尺寸与形状,采用COMSOL软件建立0°~8°的内收角工作齿几何模型,并进行阴极齿网格划分。深孔螺旋槽和阴极工作齿的截面轮廓见图2,其中,φ为工作齿内收角;θ为工件侧壁斜角;R为底面圆角;L为螺旋槽宽度。
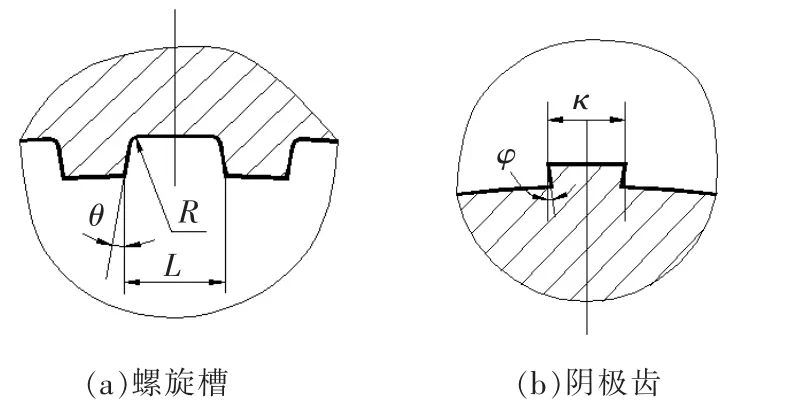
图2 螺旋槽和阴极齿示意图
在电化学加工过程中,电解液中的正离子流向阴极工具,而负离子移动到阳极工件。假设电解质具有各向同性特征,电位分布符合拉普拉斯方程:
由于阴极和阳极电位分布在表面上,工具阴极和阳极材料都是金属导体,故阳极和阴极表面可看作等电位表面,定义阳极电势φa为U、阴极电势φc为0。当电解加工达到平衡,根据欧姆定律和法拉第定律,可建立阳极表面变化率的方程:

式中:θ为阳极表面切向与阴极进给方向的角;η为电流效率。
由于NaCl电解质水溶液的电流效率是一个常数,因此,式(2)可简化为:

阴极齿的电场仿真结果见图3。可看出,当内收角为0°时,电场线相对集中在螺旋槽顶部,壁面倾斜角度与凹槽底部的圆角较大,无法满足设计要求。当内收角为8°时,侧壁的电场线更均匀,解决了螺旋顶部电流密度过大的问题。

图3 阴极齿电场仿真结果
3 工艺实验验证
3.1 大型卧式数控电解加工机床研制
针对大口径、深长螺旋孔的加工,目前国际上尚无成熟的大型卧式数控电解加工机床装备。为加工出合格的样件,研制了大口径的深螺旋线电解加工系统,主要包括:机床、电源、控制系统、电解液循环系统、恒温控制系统及电解液过滤系统等。其中,机床床身长达24 m,直流电源电压为0~24 V,电流达15000 A,电解液压力为2.5 MPa,同时,导电轴具有导电、旋转、密封、不漏液等特性,电源具有快速短路保护功能,长时间加工时电解液系统可实现在线净化和恒温控制,控制精度达±1℃。自主研发的大型卧式数控电解加工机床见图4。

图4 自主研制的大型卧式数控电解加工系统及装备
3.2 电解加工工艺实验
在自主研制的卧式数控电解加工机床上,用复合电解液(10%NaCl+4%NaNO3+2%NaClO3)在表 4所示的参数条件下进行正交试验研究,试验设计过程见表5。
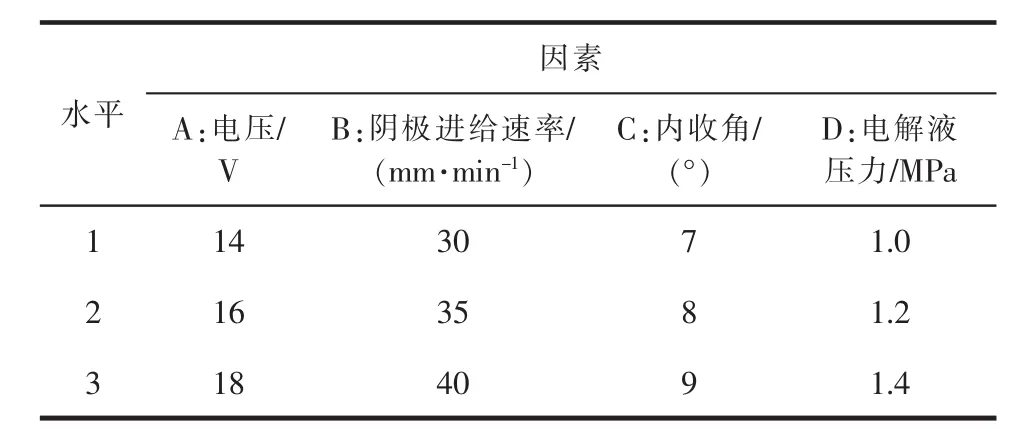
表4 电解加工工艺正交试验因素水平表
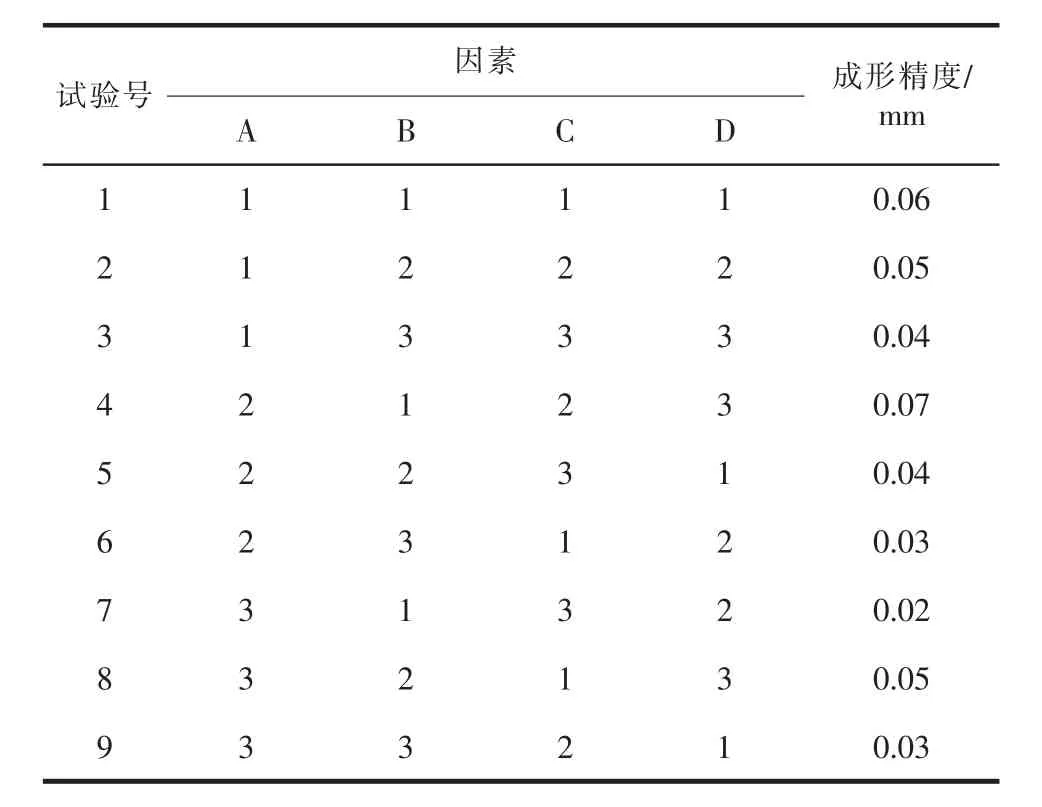
表5 样件切片成形精度正交试验设计
电解加工后,用电火花线切割将螺旋线工件切割成厚度为0.5 mm的薄片,并对切片成形精度进行测试。由表5可知,试验7加工出的工件尺寸精度最佳,为0.02 mm,对应的A3B1C3D2参数组合为最佳工艺参数组合,即加工电压为18 V,阴极进给速率为30 mm/min,阴极内收角为9°,电解液压力为1.2 MPa。
图5是利用自主研发的大型卧式电解加工机床加工出的典型异形深螺旋线样件,分别为石油钻采领域中的全金属螺杆钻具定子和典型螺旋线花键,进一步验证了卧式数控电解加工机床的可靠性与工艺稳定性。
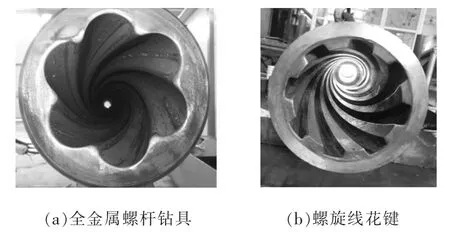
图5 典型的异形螺旋线加工样件
4 结论
本文开展了复合电解液配方试验、阴极结构设计和阴极齿模拟仿真、卧式数控电解加工系统开发等研究,成功实现了典型样件的稳定加工,得出以下结论:
(1)针对高硬度30CrNi2MoV特种钢的难加工问题,提出正交与灰关联分析理论相结合的方法,通过试验研究获得了一种高效高质量电解加工的复合电解液配方,其成分为10%NaCl+4%NaNO3+2%NaClO3。
(2)采用电场仿真方法优化阴极齿内收角,缩短了阴极齿设计周期,降低了试验成本,是一种可行的研究方法。
(3)自主研制的 24 m 长、15000 A、2.5 MPa 的大型卧式数控电解加工系统及装备,可实现大长径比的异形螺旋线零件的24 h稳定可靠加工,同时实现了电解液的在线净化和恒温控制。
