纸尿裤芯体包覆纸的工艺优化
2019-01-17王慧霞河南银鸽实业投资股份有限公司
王慧霞 河南银鸽实业投资股份有限公司
纸尿裤是由多种材料层合在一起的、具有液体吸收功能的一次性卫生用品。主要由面层、导流扩散层、吸收芯层和防漏底层(背层)4 个部分组成(见图1)。
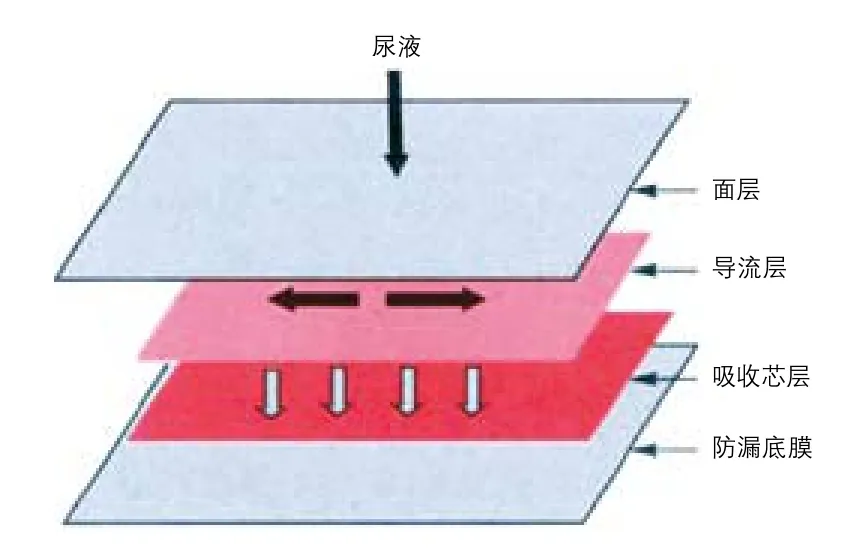
图1 纸尿裤结构
面层要求柔软和具有良好的液体渗透性能,即能够迅速吸收尿液并使尿液渗透下去,保持皮肤干爽;吸收芯层可以快速吸收并储存大量液体;导流层介于面层和吸收芯层之间,用于疏导和临时储存面层集中的液体,提高吸收芯层的使用效率;背层用于防止尿液的渗出,起到隔离的作用。
作为纸尿裤的核心部分,吸收芯层由芯体和包覆材料组成。芯体多为绒毛浆和高吸收性树脂(SAP)的混合物,其中SAP比绒毛浆具有更高的吸液能力,但颗粒状的SAP 在芯体中易滑移。为了增加吸收芯层的结构强度,防止芯体中的SAP颗粒进入导流层和渗透表层,一般要对芯体进行包覆。目前芯体的包覆材料一般为湿强纸(即卫生用品用吸水衬纸)和非织造布。两种包覆材料都有各自的特点和优势。
卫生用品用吸水衬纸用于纸尿裤生产时存在纸质脆、易撕裂的现象,为提高和优化吸水衬纸的性能,我公司通过提高针叶浆配比、优化磨浆工艺和抄纸工艺等措施,不仅提高了吸水衬纸的干、湿强度,同时也改善了纸张的柔软性,可满足纸尿裤的生产及使用要求。
1 产品质量标准
根据纸尿裤的性能指标和客户要求,结合生产实际,公司制定了纸尿裤芯体包覆用纸的企业标准Q/LYSZ 004-2015(编者注:卫生用品用吸水衬纸有轻工行业标准:QB/T 4508-2013),其主要技术指标如表1所示。

表1 纸尿裤芯体包覆用纸主要技术指标
2 原辅材料要求
(1)浆料:100% 原生木浆;(2)湿强剂:聚酰胺聚胺表氯醇树脂(固含量12.5%±0.5%,使用时按1:3 比例稀释);(3)喷涂助剂:粘缸剂-920H,剥离剂-56,改良剂-115C(上海德润宝特种润滑剂有限公司);(4)一水柠檬酸:食品级。
3 生产工艺
3.1 浆料配比的确定
采用100%原生木浆。通过实验室小试,确定合适的浆料配比,使其达到纸尿裤芯体包覆用纸的强度要求,同时兼顾纸张的柔韧性。结果如表2所示。

表2 浆料配比对成纸干强度的影响
从表2看出,提高针叶浆比例可以有效地提高成纸的干强度,针叶浆占比≥70%时,成纸干强度增长较快,当针叶浆为75%时,干拉力可达到拟定的技术指标。因此,较为合适的针叶浆比例为75%。
3.2 打浆工艺的改进
因阔叶浆不做打浆处理,因此,本试验只重点研究针叶浆的打浆工艺。
我公司以前磨浆不添加任何助剂,现采用新技术,在长纤疏解时加入生物酶,对纤维进行预处理,使纤维结构变得疏松,加速水分子进入纤维内部,促使纤维快速润胀,降低了磨浆能耗[1];同时可水解纤维表面的胶体物质,提高浆料的滤水性,改善纤维的结合强度和成纸质量,使纸机运行更加平稳[1]。
3.3 打浆指标的确定
固定针叶浆75%的比例不变,其打浆指标对成纸强度的影响如表3所示。
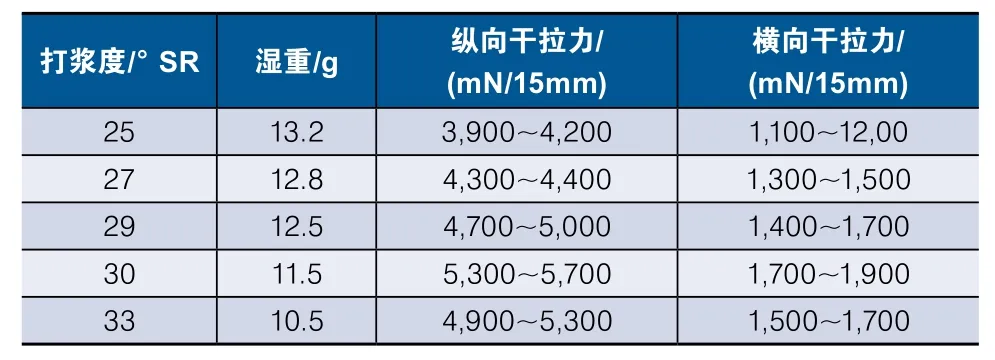
表3 打浆指标对成纸干强度的影响
结果表明:在针叶浆比例和其他抄造条件不变的情况下,针叶浆打浆度为30°SR,湿重在11.5g时,成纸纵横向拉力指标最高,接近标准要求,故针叶浆打浆度和湿重分别控制在30°SR、11.5g比较适宜。
3.4 湿强剂添加位置及其用量的确定
3.4.1 添加位置
多年的实践经验表明,湿强剂经过适当的稀释,与浆料混合越均匀,其使用效果越好。据此,尝试将湿强剂加入点由之前的高位箱改为冲浆泵进口处。试验发现,湿强剂吨纸用量降低了3~4kg,但湿拉力却增加200~300mN/15mm。
3.4.2 湿强剂用量
固定针叶浆配比和其他抄造条件不变,测试湿强剂用量对成纸湿强度的影响,结果如表4所示。

表4 湿强剂用量对成纸湿强度的影响
结果表明:湿拉力随湿强剂用量的增加而相应提高。当湿强剂用量为21kg/t纸时,湿拉力指标达到拟定标准要求。
3.5 喷涂助剂用量对成纸干强度的影响
在烘缸表面喷涂助剂(主要有粘缸剂、剥离剂及改良剂),可以调节纸页与烘缸之间的粘结及剥离平衡,改善起皱效果,改善纸页在烘缸上干燥时纤维之间的结合方式,利于抄造。喷涂助剂用量对成纸干强度的影响如表5所示。
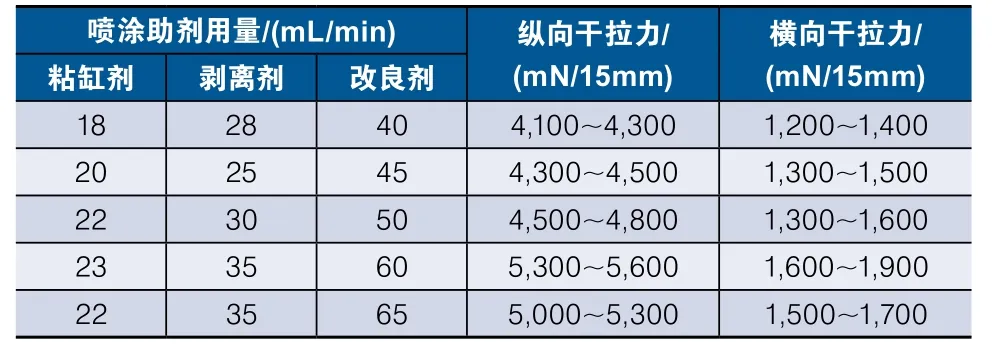
表5 喷涂助剂用量对成纸干强度的影响
结果表明:当粘缸剂、剥离剂、改良剂用量分别为23mL/min、35mL/min、60mL/min时成纸指标最好,达到拟定的物理性能指标。
图4是我公司喷涂助剂的添加装置。每种助剂在混合稀释前经加药泵抽送并通过计量管,这样可以较为准确地调节各个助剂的用量,对于生产控制十分方便。
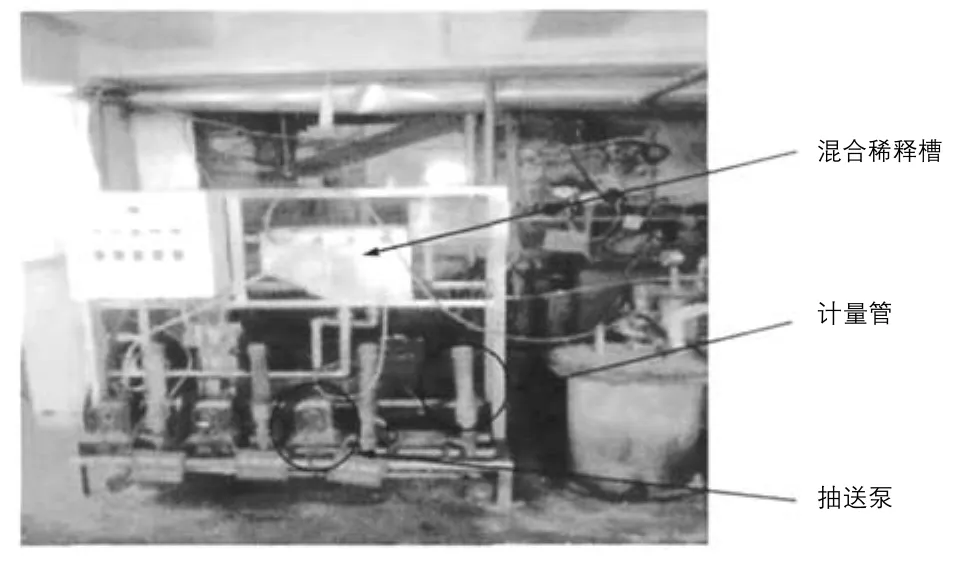
图2 喷涂助剂添加装置
3.6 工艺控制参数
根据上述测试结果,结合生产实际,最终工艺控制参数确定为:
(1)浆料配比:针叶浆(75±2)%、阔叶浆(25±2)%。
(2)打浆指标:针叶浆打浆度29~30°SR ;湿重11~11.5g。
(3)辅料用量:湿强剂21kg/t纸(在线添加),打浆酶50mL/t纸,pH=6~8(柠檬酸用量根据pH 值调整确定),粘缸剂23mL/min,剥离剂35mL/min,改良剂60mL/min。
(4)纸机参数:卷取车速580~600m/min,烘缸车速750~760m/min,风机转速730~770m/min,托辊压力:0.35~0.45MPa,热风温度:150℃~170℃。
4 工艺流程

图3 纸尿裤芯体包覆用湿强纸生产工艺流程
5 结语
通过反复试验,我公司成功开发出了满足拟定物理指标的湿强纸,成功解决了纸质脆、易撕裂等问题,可满足纸尿裤生产厂家的使用。由于与非织造布相比,湿强纸更具成本优势,所以可降低纸尿裤企业的生产成本,市场前景广阔。
但该纸与非织造布的柔韧性相比还存在一定的差距。此外,有部分纸尿裤生产商提出将该湿强纸定量由18g/m2降到15g/m2的要求等等。
对于湿强纸企业来说,满足客户多样化的需求,不断提升产品性能和品质是努力的方向。