湿法脱硫吸收塔除雾器堵塞分析及预防
2019-01-15顾凌云
朱 浩,叶 罗,周 德,顾凌云
(国电泰州发电有限公司,江苏 泰州 225300)
0 引言
迄今为止,国内外开发了数百种烟气脱硫(FGD)技术,其中石灰石-石膏湿法烟气脱硫最为成熟、可靠且应用广泛,占世界投入运行的FGD系统的85%左右[1],具有脱硫效率高、投资成本低、运行可靠性高等特点,适合中大型锅炉的烟气脱硫。
某火电厂二期3号1000MW机组烟气脱硫工程采用石灰石-石膏湿式单塔双循环烟气脱硫工艺,一炉一塔系统配置,脱硫系统不设烟气旁路,无增压风机及GGH系统,吸收塔为逆流喷淋塔形式,顶部安装2级屋脊式除雾器,每级除雾器有上下两层冲洗水。脱硫吸收塔为圆柱体钢制结构,内表面采用衬胶防腐。
1 除雾器工作原理
除雾器布置于吸收塔顶部,烟气进入吸收塔与浆液循环泵喷淋层雾化浆液逆流交换反应后,湿烟气携带浆液液滴以一定的速度流经除雾器,液滴由于撞击作用、惯性作用和转向离心力的作用在除雾器叶片上被捕集下来,雾滴汇集形成水流,因重力的作用下落至吸收塔浆液池内,实现了气液分离,使得流经除雾器的烟气达到除雾要求后排出,以保证下游设备的安全运行。影响除雾效率的因素主要包括:烟气流速、通过除雾器断面气流分布的均匀性、叶片结构、叶片之间的距离及除雾器布置形式等。由于被捕获的液滴中含有以硫酸盐为主的固体物质,所以除雾器叶片存在结垢的风险。
屋脊式除雾器由两层人字形除雾器组成。第一层除雾器为粗除雾,第二级除雾器为精除雾。在两级除雾器上、下部布置共4层冲洗水管,冲洗水从喷嘴喷洒到除雾器元件上,除去除雾器表面的固体颗粒,除雾器冲洗采用自动间隔冲洗方式。
2 除雾器堵塞现象及危害
3号机组烟气脱硫工程自投产以来,吸收塔系统总体运行良好,脱硫效率始终能保持在99%以上。某日运行中发现除雾器比同等负荷下差压偏高,通过比较FGD入口、出口压力以及引风机出口压力等参数综合判断除雾器差压偏高,初步判断除雾器可能发生堵塞。为防止除雾器差压的进一步上升,首先采取了调整除雾器冲洗周期、降低吸收塔和AFT塔浆液pH值、置换部分浆液等措施,但除雾器差压控制无明显效果,除雾器差压仍呈上升趋势(如图1所示)。
3号机组引风机设计全压为8.0kPa,随着除雾器差压上升,引风机运行全压逐渐逼近上限,过高的全压运行可能导致风机叶片受损以及失速发生,因此不得不降低机组负荷以保证引风机全压不超过限值;同时由于吸收塔阻力上升,引风机出口压力也逐渐上升,在此期间发生了引风机膨胀节撕裂的现象。
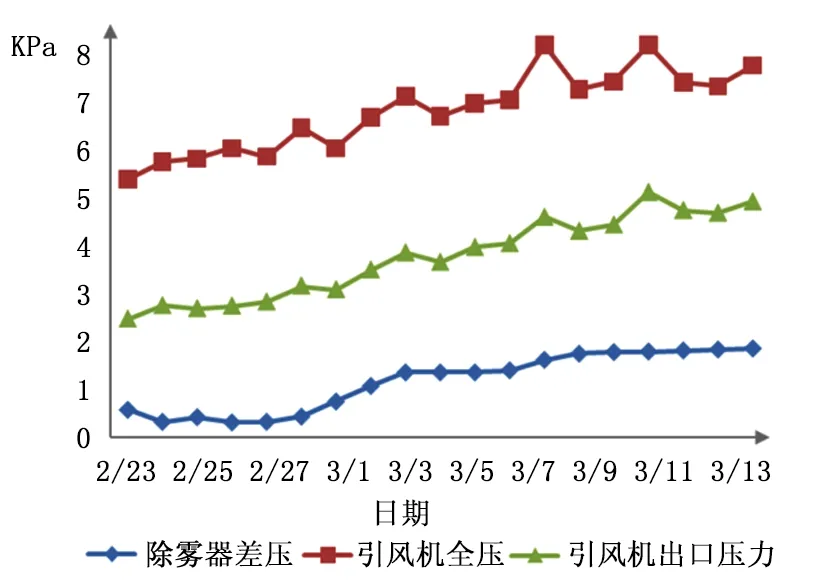
图1 同等负荷下各参数变化趋势
鉴于除雾器过高差压可能对风烟系统设备造成损伤以及可能发生除雾器坍塌的风险,该厂利用机组调停机会及时对除雾器进行了检查和处理,经检查发现除雾器叶片之间存在大面积结垢,已造成除雾器局部堵塞。
3 除雾器堵塞原因分析
通过对除雾器垢样进行化验分析,垢中CaCO3含量为14.1%,CaSO3·1/2H2O为1.5%,CaSO4·2H2O(石膏)含量为35.3%,Cl-含量为0.2%,通过与发生堵塞前的工艺参数进行比较,对除雾器结垢堵塞的原因进行了分析。
3.1 低硫工况增加CaCO3结晶风险
单塔双循环技术实际上是相当于烟气过了两级浆液循环,两级循环分别设有独立的循环浆池和喷淋层,烟气中的SO2和SO3与石灰石浆液逆流反应生成亚硫酸钙和硫酸钙。烟气首先经过一级循环,循环浆液pH 控制在4.6~5.0,其主要功能是保证优异的亚硫酸钙氧化效果和充足的石膏结晶时间;经过一级循环的烟气直接进入二级循环,二级循环浆液中过量的CaCO3多达20%以上,此级循环主要实现脱硫洗涤过程,由于不用考虑氧化结晶问题,可维持较高的pH值(约5.8~6.4)。
在吸收塔浆池中,亚硫酸钙被氧化成硫酸钙,结晶硫酸钙形成石膏(CaSO4·2H2O),吸收塔中的主要化学反应有中和反应和氧化反应两种。
中和反应:
2CaCO3+H2O+2SO2=2CaSO3·1/2H2O+2CO2
氧化反应:
2CaSO3·1/2H2O+O2+3H2O=2CaSO4·2H2O
3号机组脱硫AFT塔pH值设计要求为5.6~6.2,在机组调试期间,入炉煤硫分1.3%~1.5%,为了保证脱硫效率,AFT塔pH实际控制值为6.1。从2018年1月开始,3号机组入炉煤硫分在0.5%左右,较机组调试期间入炉煤硫份降幅较大,而AFT塔pH值仍维持在6.1左右,导致AFT浆液中过量的碳酸钙得不到迅速反应,长期在高pH值、低硫份的工况下运行,增加了AFT浆池浆液发生碳酸钙结晶的风险,碳酸钙结晶发展到一定程度,与烟气携带的浆液粘连,同时在烟气携带下进入除雾器并导致其堵塞[2-4]。
3.2 除雾器冲洗间隔设定不合理
为了防止除雾器堵塞,除雾器采用定期冲洗,冲洗间隔时间按吸收塔液位来进行调整[2],其控制策略是当吸收塔浆液液位小于设定液位,且AFT塔液位小于23.2m时,除雾器每级冲洗功能组正常运行,依次开冲洗电动门(每个冲洗门依次开冲洗60s);当吸收塔浆液液位大于设定液位,且AFT塔液位大于23.2m时,触发“除雾器冲洗屏蔽”信号。
实际运行结果表明,当冲洗间隔大于2h,对于除雾器浆液的粘连和结晶去除效果将明显减弱,当遇到工况恶化时,将无法起到冲洗作用。
3.3 氯离子含量超标
吸收塔浆液中含有过高的氯离子将对整个脱硫系统产生影响,一方面会导致相对过饱和的石膏增加,石膏晶体析出速度加快,导致沉积以及结垢的问题发生;另一方面会使浆液中氯化钙浓度增大,甚至会产生氯化钙析出物,其产物会影响到氧气与浆液的充分混合。
分析除雾器堵塞前后吸收塔、AFT塔浆液钙离子、氯离子含量,发现氯离子富集情况严重,除雾器堵塞后吸收塔浆液氯离子浓度为24122mg/L,而运行要求吸收塔浆液氯离子浓度维持在8000mg/L左右,造成氯离子富集主要有以下两个原因:
(1)冬季来煤氯含量偏高。由于该厂部分燃煤来自北方,北方煤在转运清卸过程中要使用防冻剂,而常见的防冻剂主要成分为氯化钙和氯化钠[5]。
(2)废水排放能力较小。该厂二期废水系统与出石膏系统关联,在非出石膏时段,无法出废水。在低硫工况下,由于浆液循环泵运行台数少,浆液密度上升缓慢,出石膏时间短,废水出力更加不足,脱硫废水排放量在2.9t/h左右,低于脱硫废水设计排放量6.5t/h的要求。
3.4 浆液密度高
吸收塔浆液密度高将容易导致石膏过饱和而析出,在吸收塔内发生沉积的概率也大大增加。若此时系统维持在高pH 值氛围,会导致浆液中 CaCO3浓度偏高,由于石灰石溶液粘性特点,且除雾器是一个“干湿”分界点,从而易造成除雾器结垢堵塞。
3号吸收塔和AFT塔浆液密度计、pH计还存在测量不准的问题,在线测量数据偏差较大,虽然对浆液密度和pH均采取定时人工取样测量,但效率较低且不能起到实时监视作用。
4 预防措施
上述分析表明,除雾器堵塞是多重因素影响的结果。为了使除雾器安全高效运行,运行人员不仅要做好日常监视,更要做好以下几点控制:
(1)严格遵守脱硫启停操作,如脱硫装置启动时,浆液循环泵至少保证1台投入运行,否则禁止将热烟气引入到吸收塔中。
(2)做好除雾器差压监视,并根据差压情况调整冲洗周期。在机组启动前,实际检查除雾器冲洗效果,以确保能覆盖整个除雾器并达到冲洗压力;同时,应加强冲洗门的维护保养,完善防护措施,并对除雾器冲洗时的压力、流量进行控制,保证冲洗流量在60~90t/h,冲洗压力大于0.15MPa,控制工艺水母管压力大于0.7MPa运行。
(3)维持适当的运行pH值。根据入炉煤硫份重新调整脱硫浆液参数,当入炉煤硫份低时,吸收塔、AFT塔浆液pH值应在控制在设计规范下限;反之,则按设计规范上限控制。确保净烟气SO2达标排放,当浆液pH值达上限时仍然无法控制净烟气SO2排放浓度时,应及时启动备用浆液循环泵运行,严禁采用提高石灰石供浆量、长期维持高pH值而不启动浆液循环泵的运行方式来提高脱硫效率。
(4)针对密度计、pH计不准的现状,应尽快对吸收塔浆液密度计和pH计实施技术改造,采用有代表性的测点或增设部分测点,以保证能及时、准确掌握脱硫系统的运行状况。
(5)通过技改提高排废水能力。针对在非出石膏时段无法排废水的现象,在石膏旋流器底流增加管路至石膏溢流浆液箱并增加切换阀,同时加强废水排放系统缺陷的处理,在系统满足6.5t/h排放量的基础上实现24h连续运行。
(6)控制吸收塔、AFT塔液位不超限。在冬季尤其低负荷时期,由于吸收塔入口烟气温度低,烟气蒸发携带能力减弱,将给吸收塔、AFT塔水平衡控制带来难度。因此在日常做好液位监视的基础上,一方面应控制湿除、地坑冲洗水等排入量并调整保持废水连续排放;另一方面应关注内部浆液起泡情况,及时添加消泡剂进行处理。若采取措施调整无效,液位仍高应及时倒浆。
(7)加强化验跟踪并关注浆液氯离子的变化情况,及时进行运行调整。针对冬季来煤含氯超标的问题,可采用南方和北方港口入炉煤掺配的方式来控制入炉煤的氯离子。
5 结语
湿法脱硫吸收塔除雾器堵塞问题不仅影响到脱硫系统的正常稳定运行,严重时会使机组带负荷能力受限,甚至危及设备的安全。由于除雾器的运行特点,在发生堵塞后难有在线处理办法,故在除雾器堵塞处理上相对于“通”,更重要的是“防”。因此在生产运行中只有严格地执行措施要求,不断总结运行调整经验,才能确保安全运行,真正形成环保与经济的双收良好局面。