双色扁长塑件在注塑过程的变形控制
2019-01-10杨雪黄瑶周甫芝刘安林
杨雪 黄瑶 周甫芝 刘安林
(1.江苏大学材料科学与工程学院,江苏 镇江,212013;2.江苏立德精密模具有限公司,江苏 镇江,212132)
多色注射成型是将不同材质或不同颜色的塑料注射在一起,使之成为一个产品。双色模具成型不仅有精度较高、质量稳定、结构强度好的优点,而且由于不同色无缝连接,给人以良好的外观视觉感受[1-2]。但是双色塑件成型条件复杂,注塑后产生的变形较难控制,生产工艺参数的制定一直以来都是个难题[3]。
下面以汽车高位制动灯双色灯罩为对象进行研究。一方面是选出配合良好的双色注塑材料;另一方面是使用中心复合实验设计(CCD)模型得出使产品质量最佳的注塑参数组合,并对比模型预测值与模拟试验值,确定模型的准确性。
1 方法与步骤
1.1 注塑材料的选择
汽车高位制动灯灯罩是红、黑两色组合的双色塑件,如图1所示,红色片为灯罩,其表面质量要求很高,指定材料用聚甲基丙烯酸甲酯(PMMA),黑色片为灯罩底部装饰框,起结构加强与装配作用。考虑到模具结构的合理性,第一次注射红色片,第二次注射黑色片。由于高分子材料的结合性对于两色结合至关重要,可选择PMMA,丙烯腈-丁二烯-苯乙烯共聚物(ABS),聚碳酸酯(PC)/ABS这3种与PMMA结合性较好的材料作为第二色材料。
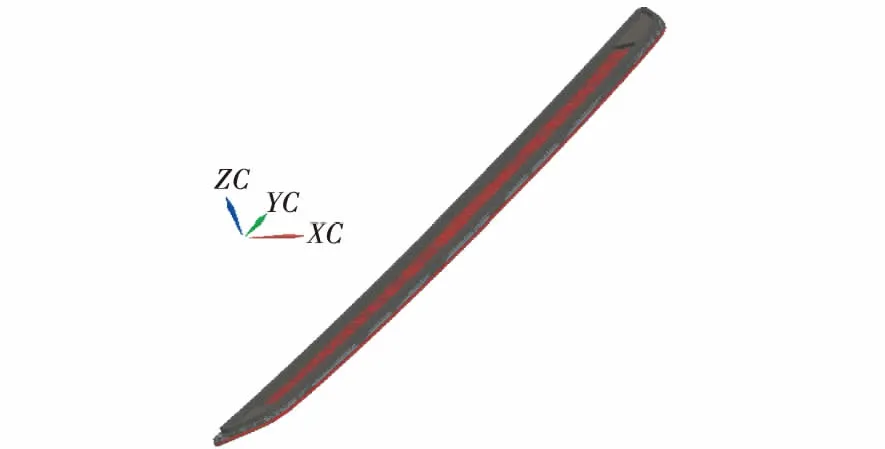
图1 汽车高位制动灯灯罩
1.2 注塑模拟
通过UG软件建立汽车高位制动灯灯罩的3D数据模型,长为530.0 mm,宽为26.0 mm,壁厚为2.2 mm。将两色部件分别导入Autodesk Moldflow进行网格划分,此时选择网格类型为“3D”才能支持软件中重叠注塑的翘曲分析。将两个部件导入一个模拟文件中,选择注塑类型为热塑性塑料重叠注塑,定义注塑次序,选择浇口位置。最后选择“填充+保压+重叠注塑充填+重叠注塑保压”即可开始运行分析。
1.3 中心复合实验设计
使用Design Expert软件进行6因素5水平的CCD。主要参数变量有模具温度(A),第一色熔体温度(B),第二色熔体温度(C),保压时间(D),保压压力(E),注射时间(F)。试验过程中,第二色相对复杂的结构引起各个部位不均匀的收缩是产品整体翘曲变形的关键原因,因此将灯罩的总翘曲值与第二色的体积收缩率作为响应值。
在初步试验的基础上选择因子水平,中心复合设计的各个试验变量及水平如表1所示。试验总共用120组模拟数据,以汽车高位制动灯灯罩的总翘曲值和第二色的体积收缩率为目标对所列出的6个注塑参数进行优化,使用非线性二阶回归模型来描述6个因素之间的相互作用。考虑到所有的线性交互作用,二阶响应模型可以由式(1)进行描述。
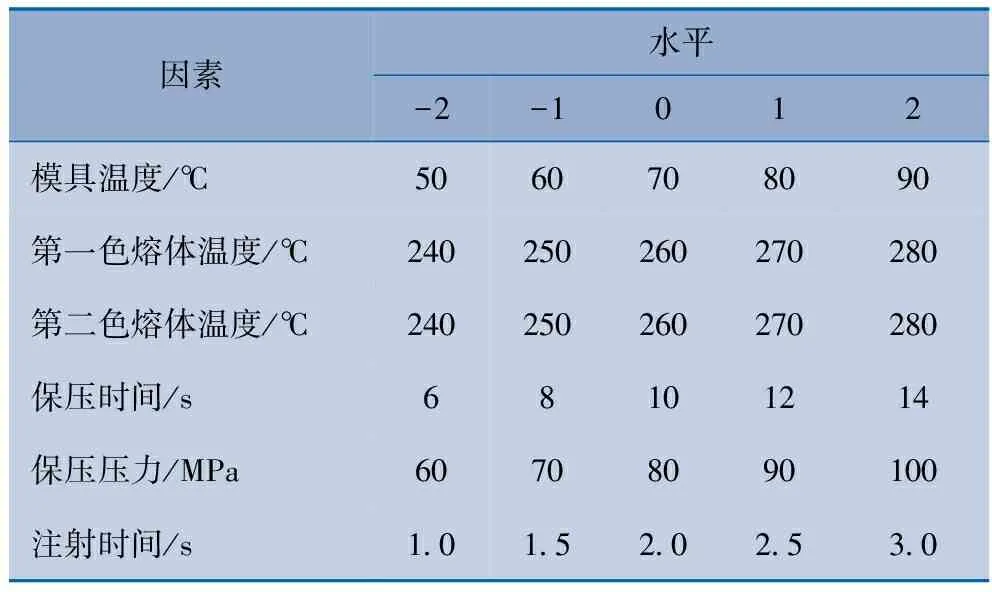
表1 因素水平

(1)
其中,Y是预测的响应值,xi和xj是变量,β0是偏移项,βi是线性偏移系数,βii是二阶系数,βij是线性交互效应系数,ε是误差项。
分析结果见表2。
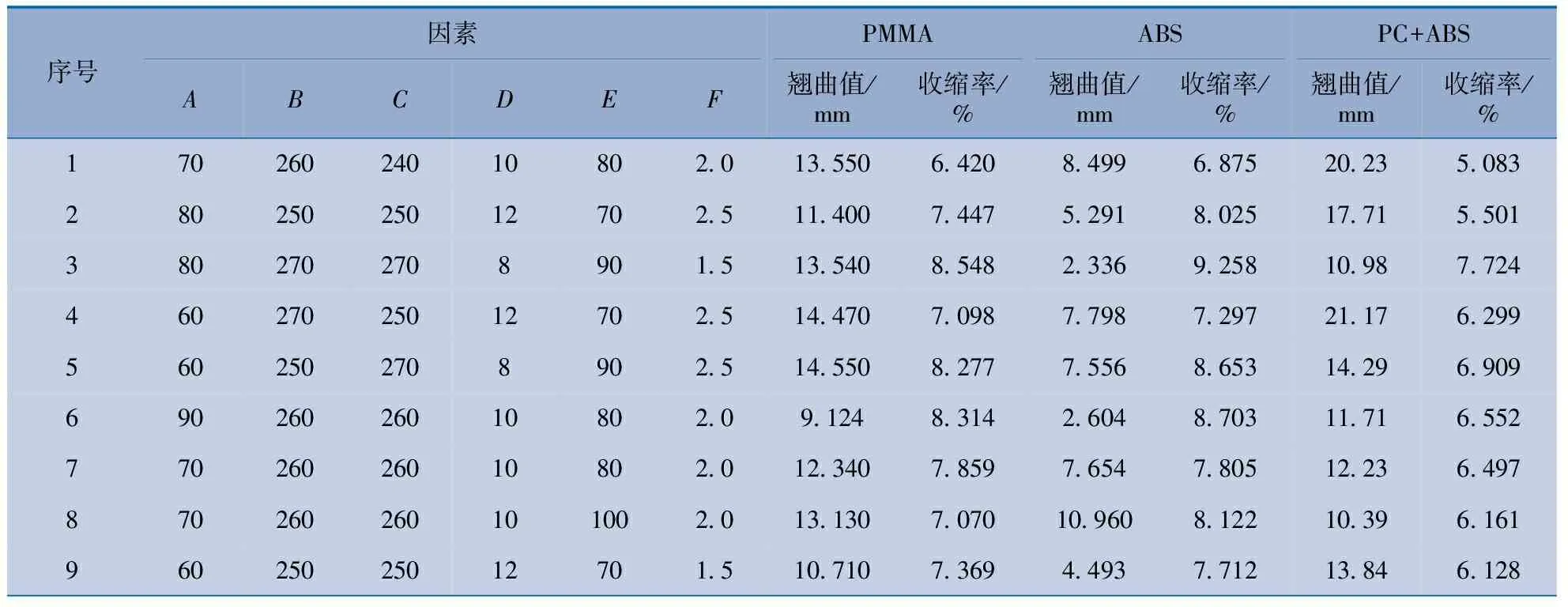
表2 中心复合设计试验表及试验结果
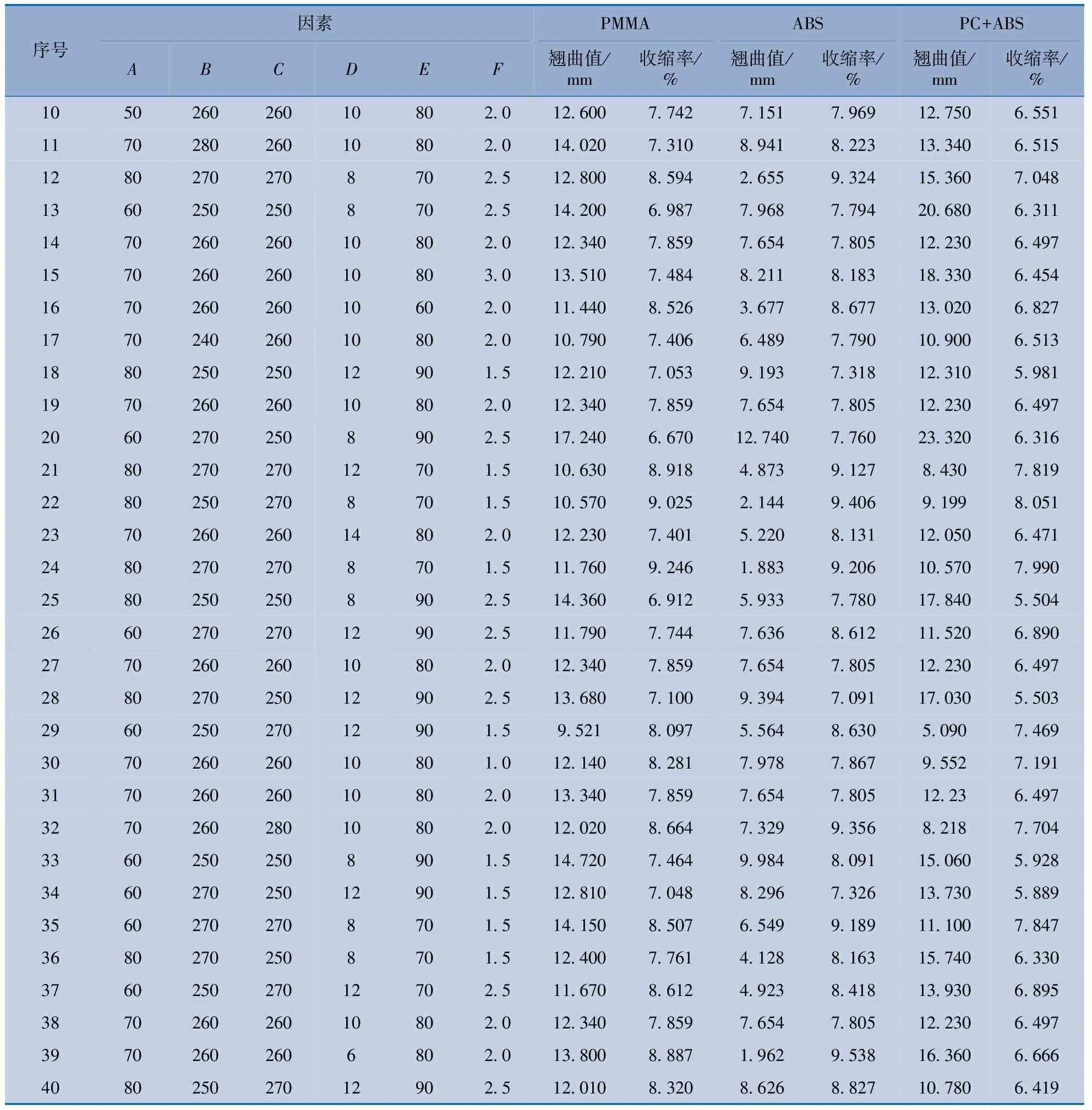
续表
2 模拟结果分析
基于表2所得注塑模拟试验结果,在Design Expert软件使用方差分析对数据进行统计分析。通过统计分析,方程显著性检验显示为显著,说明拟合的方程显著性较好。将P(失效率)值大于0.05的非显著性因素排除,得到响应面模型的方程式(2)~(7)。
W1=12.22-0.83A+0.83B-0.68C-1.03D+0.65E+
X0.69F+0.67AD+0.52AE-0.48A2+0.40D2
(2)
S1=7.84+0.17A+0.78C+0.17D-0.31E-0.20F
(3)
W2=7.54-1.40A-1.01C+0.60D+1.63E+2.14AD-1.01A2-1.54D2
(4)
S2=7.85+0.20A+0.83C-0.36D-0.19E+0.19AF+0.17A2+0.37D2+0.19E2
(5)
W3=12.05-0.54A+0.90B-3.78C-1.52D-0.70E+0.59AC-
0.69AF-0.59BD-0.79DE+1.00C2+0.99D2+0.88F2
(6)
S3=6.48-0.076A+0.82C-0.100D-0.17E-0.30F+
0.092AC-0.24AF+0.10BF-0.28CF+0.15F2
(7)
其中,A,B,C,D,E,F分别对应模具温度,第一色熔体温度,第二色熔体温度,保压时间,保压压力,注射时间。W1与S1,W2与S2,W3与S3分别表示第二色分别为PMMA,ABS,PC+ABS塑件总翘曲值和第二色体积收缩率的响应面预测值。
使用Design Expert软件中的优化模块进行参数优化,将优化结果的期望值作为目标(即预测值)。在最佳参数条件下采用Moldflow软件进行注塑模拟。每种材料在最佳参数条件下产品总翘曲值和第二色体积收缩率的预测值和模拟试验值如表3所示。

表3 最优参数条件下翘曲值和收缩率相应值的预测及模拟结果
结果表明,Moldflow模拟值与预测值非常吻合,翘曲值的预测值与模拟值之间误差小于3.0%,第二色体积收缩率预测值与模拟值之间误差小于2.5%(PMMA,ABS,PC+ABS翘曲预测值与实际值误差分别为2.8%,2.2%,2.9%,;第二色收缩率预测值与实际值误差为1.4%,2.0%,1.4%),第二色为ABS时,使用优化后参数组合进行模拟的总翘曲值和第二色收缩率分别如图2所示。
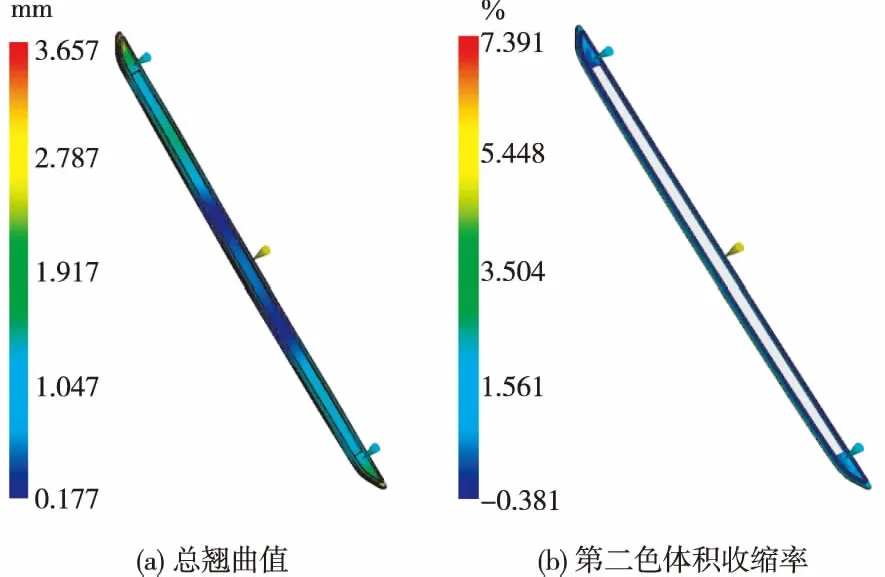
图2 优化后Moldflow模拟值
通过以上一系列的试验设计分析,最终确定汽车高位制动灯双色灯罩的注塑参数为:模具温度57.49 ℃、第一色熔体温度247.22 ℃,第二色熔体温度247.24 ℃,保压时间12.50 s,保压压力70.06 MPa,注射时间2.61 s。使用该参数组合,最终得到了变形小、高质量的双色灯罩。
3 结论
1) 通过中心复合设计(CCD)设计试验,进行了汽车高位制动灯双色灯罩的工艺优化,得出当第二色为ABS时,产品的变形最小,最可能得到质量合格的产品。
2) 第二色为ABS 时翘曲变形的响应面预测值和Moldflow模拟值的误差为2.2%,第二色体积收缩率的响应面预测值与Moldflow模拟值的误差为2.0%,可见响应面的预测有较高的精度。最终得到最优的工艺参数组合为模具温度57.49 ℃、第一色熔体温度247.22 ℃,第二色熔体温度247.24 ℃,保压时间12.50 s,保压压力70.06 MPa,注射时间2.61 s。
3) 通过建立响应面分析了各个注塑参数变量的响应关系和显著性,大大地降低了注塑费用与设计成本。
