飞轮壳加工时快速切换夹具的模块化设计
2019-01-10新兴重工湖北三六一一机械有限公司襄阳441002刘映泉
■新兴重工湖北三六一一机械有限公司 (襄阳 441002) 刘映泉 宋 霞 殷 杰
1.飞轮壳类零件的结构特点和主要技术要求
图1是两种飞轮壳的三维实体模型图,飞轮壳是发动机的一个关键部件,通过齿轮室面一侧与发动机相联接,通过盆口一侧与变速器联接,这样就实现发动机与变速器的有效联接,通过它的变化,同样的发动机可以搭载于不同的汽车,飞轮壳形体复杂,具有多孔系,薄壁,形似盆状,铸件加工主要包括与齿轮室配合平面及其孔系、盆口及盆口一侧孔系、盆状结构周边平面及其孔系。由于工件个体尺寸偏大,未注壁厚6mm,工件的刚性差,加工时易变形,属难加工零件,因此飞轮壳加工具有严格的精度要求。如:主要安装孔(止口、销轴孔)尺寸公差等级一般为IT8~IT9,表面粗糙度值Ra=1.6μm,相对位置公差等级IT7~IT8,主要装配面(发动机安装面、变速器安装面)平面度公差为0.1mm,表面粗糙度值Ra=3.2μm,主要安装孔与装配面垂直度<0.1mm,其中作为安装基准的销轴孔对装配面的垂直度仅有0.02mm。
2.飞轮壳生产的制造过程
飞轮壳选用的材料主要有QT450-10、ZL111-F、HT250或者RUT380等,对于黑色金属,我公司选用的是QT450-10,有色金属则是ZL111-F,每种飞轮壳选用什么材质,主要取决于客户的要求。我公司球铁飞轮壳,金属型铸造,铸造后进行人工时效处理(升温570℃~590℃,保温4h,以30℃/h降至250℃出炉空冷)、抛丸及表面涂装处理,进入机械加工程序(见附表)。
由于飞轮壳的品种多,除少数几个产品的批量较大外,大部分规格的产品都属小批量生产,连续生产两天就得换型,要及时消化客户的订单,减少产品转换带来的损失,合理设计夹具,确保夹具的通用性是必须的,或者尽可能缩短夹具切换所需时间。
附表所表达的是一条飞轮壳生产线的工艺流程,从OP24工序开始,飞轮壳的机加工进入精加工阶段,不同规格的产品在该工序开始出现夹具切换问题,相对OP24以后工序,OP24工序作业时工装切换相对简单,所以下面仅介绍OP25~OP28工序不同规格、型号产品加工时快速切换的夹具结构及使用。
在OP25~OP28工序,机加工使用的精基准是OP24工序完成加工的B面(与齿轮室结合面)及两销轴孔。
3.飞轮壳加工时快速切换夹具的结构及使用
在对所有在产铁质飞轮壳的销轴孔与曲轴孔的关系汇总分析后,发现共有3组数据:第1组,销轴孔到曲轴孔的X方向的坐标距离分别为“125mm”、“131mm”,到曲轴孔的Y向坐标距离均为“18mm”;第2组,销轴孔到曲轴孔的X方向的坐标距离均为“134mm”,到曲轴孔的Y向坐标距离均为“10mm”;第3组,销轴孔到曲轴孔(或盆口)的X方向的坐标距离分别为“221.49mm”,到曲轴孔的Y向坐标距离均为“55.88mm”。
根据上述3组数据特点,设计了用于飞轮壳加工时快速切换的夹具,夹具结构如图2所示。

飞轮壳机加工工艺流程表
夹具的本体是底板,夹具上其他零、部件都直接或间接安装在底板上,底板上设计有多组过钉孔(带沉孔)及一个中心孔,用来与机床工作台进行定位、联接。
定位销座是用来确定飞轮壳在底板上的具体位置的,它通过衬套、销及内六角圆柱头螺钉与底板进行联接,结构如图3所示,定位销座上面装配有3组衬套(每组两枚衬套),衬套穿过定位销座,其下端伸入底板内,夹具作业时,只有1组衬套内装定位销(1个圆柱定位销,1个菱形定位销)。
底板上设有多组压紧机构,压紧机构包括压紧于飞轮壳盆底上表面的内六角圆柱头螺钉6(装入压紧及松开压紧均使用气动扳手)、压紧支撑块(中间有过钉孔,通过螺钉4与底板联接)及法兰螺套(通过螺钉3与底板联接),压紧支撑块安装于底板上面,用于支撑工件,法兰螺套安装于底板下面,主要作用是间接完成压紧螺钉与底板之间的联接,作业时,压紧螺栓穿过工件(飞轮壳盆底过钉孔)、压紧支撑块,之后,螺钉下端经法兰螺套螺纹联接于底板,完成对工件的压紧,整体结构如图4所示。
定位销(包括圆柱定位销和菱形定位销)的结构如图5所示,它保留了普通圆柱定位销、菱形定位销的结构,同时,它在对工件工艺孔定位的一端增加了1个螺纹孔,用于定位销与拔销器之间的联接。当一种规格飞轮壳生产任务在加工结束后,需要更换另一种规格、型号飞轮壳生产作业时,可能涉及调整定位销(定位销与衬套配合一端尺寸一致,但与飞轮壳配合尺寸有两种规格,其公称尺寸分别为12mm、12.7mm)及其位置,调整时只需将拔销器前端螺纹旋入定位销上部中心螺孔内,下压拔销器压杆,即可将定位销轻松地从衬套内拔出,拔销器及定位销的联接如图6所示。
压紧支撑块用于支撑飞轮壳,该位置也是作业时飞轮壳的压紧点,其轴心有1个过钉孔,用于压紧螺钉的穿过;基面保护块直径与压紧支撑块相同,高度比压紧支撑块要低,但与定位销座高度一致,其主要作用是保护作业过程中底板上各个定位支撑点不受损。
夹具在立式车床中使用时,使用底板的中心孔定位;在立式加工中心中使用时,夹具会沿图2中的虚线进行设计、裁切,并将它作为找正夹具的基准之一;在卧式加工中心上使用时,底板中心孔及虚线裁切面均是夹具找正的基准。
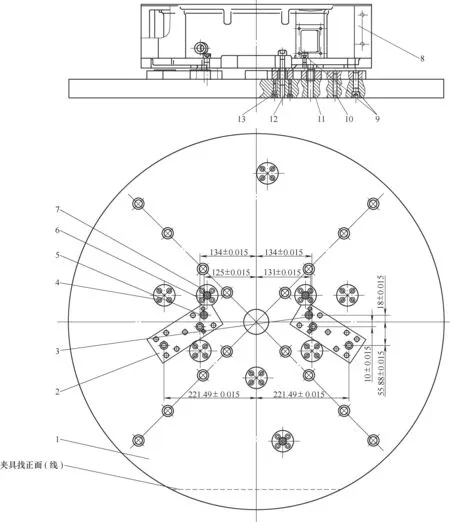
图2 飞轮壳加工时快速切换的夹具1.底板 2.定位销座 3.圆柱定位销 4.基面保护块 5.菱形定位销 6.压紧支撑块7、9、13.内六角圆柱头螺钉 8.工件 10.销 11.衬套 12.法兰螺套
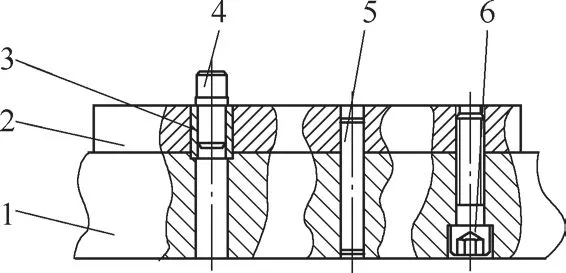
图3 定位销座、底板联接1.底板 2.定位销座 3.衬套 4.定位销5.销 6.内六角圆柱头螺钉
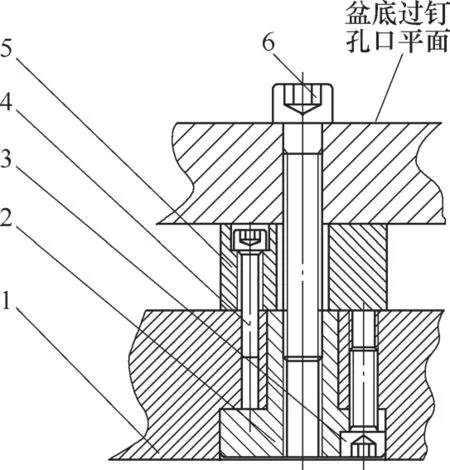
图4 压紧系统结构1.底板 2.法兰螺套3、4、6.内六角圆柱头螺钉5.压紧支撑块
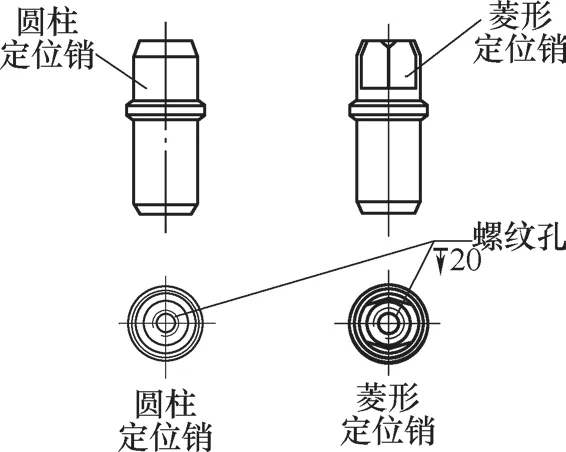
图5 定位销结构
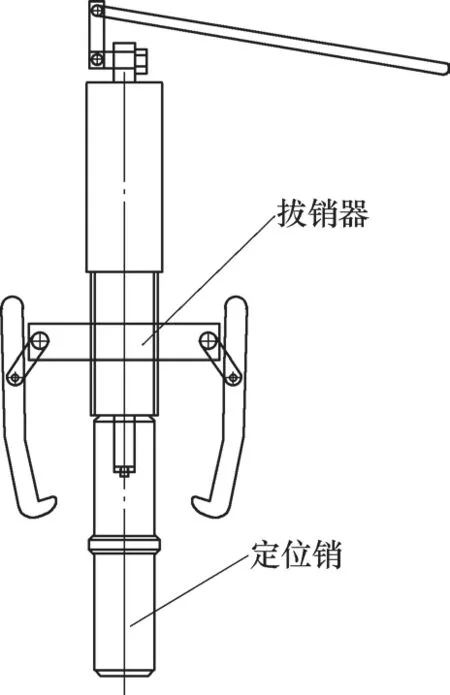
图6 拔销器、定位销工作原理
使用时,先检查要作业的飞轮壳的型号、销轴孔相对位置尺寸属于3组尺寸中的哪一组(如是X轴方向“125mm”、“131mm”,Y轴方向“18mm”尺寸组,或者是X轴方向“134mm”,Y轴方向“10mm”尺寸组,或者是另一组),如果飞轮壳的销轴孔(亦即工艺孔)相对位置与工装此时的定位销的位置相符,作业人员可以启动加工程序,直接使用工装即可;如果不相符,作业人员可借助拔销器,先将这组定位销从衬套内取出并放入专用的匣子里保存,然后再从匣子里取出符合要求的另一组定位销装入对应的一组衬套里,之后使用内六角扳手卸下原有的3个压紧支撑块及3个基面保护块(即将启用的3处压紧支撑点),把他们的位置互换,并用内六角圆柱头螺钉将其固定在底板上即可。
在加工完某系列飞轮壳,需要更换另一系列飞轮壳进行加工时,可将拔销器旋入本工装的定位销的上端中心螺孔内,逐一卸掉不需要(以及可能与飞轮壳位置干涉)的定位销,并将其安装在待加工的飞轮壳的定位销衬套内,即可完成飞轮壳的加工定位点的切换。然后,将不需用的压紧支撑块卸掉,更换至待加工的飞轮壳的支撑位置,便可完成飞轮壳的支撑压紧点的切换,从而完成不同系列飞轮壳的装夹、定位位置及部件的切换,从而满足不同系列飞轮壳的加工需求。
4.结语
该模块化设计通过可快速更换至不同位置的压紧支撑块、可快速更换至不同位置的定位销,实现了不同系列飞轮壳在加工时的定位点、支撑压紧点的快速换位,使得在不更换夹具主体部件的情况下,满足了不同系列飞轮壳的在加工中的快速切换需求。
在OP25~OP28工序中,不同规格、型号产品的快速切换都是按上述理念进行的夹具设计,夹具一经在设备工作台完成定位,基本就固定在这个位置,除非进行工装周检,相同定位销位置组(指定位销相对于曲轴孔坐标距离组)的产品的切换只更改支撑点位置,不同定位销位置组产品,除调整支撑点位置外,还需调整定位销及其位置,总体来说产品切换时间可以保持在30min以内。
该夹具设计已获实用新型专利授权,专利号:ZL2016 20076822.2(实用新型名称:《一种用于飞轮壳加工时快速切换的夹具》,结构如图2所示)。
