普通剪板机自动送料定位装置的构成及原理介绍
2019-01-10山东塔高矿业机械装备制造有限公司宁阳271411赵忠刚
■山东塔高矿业机械装备制造有限公司 (宁阳 271411) 赵忠刚 孙 宾
■山东能源重型装备制造集团新汶分公司 (271219) 赵政策
公司下料人员在应用普通剪板机的剪板过程中,一直采用人工送料、测量定位的方式,效率非常低,且有时会发生由于测量不准导致下料件尺寸错误的现象。笔者经过多年观察研究,发明了一种自动定位送料装置,解决了上述问题,降低了操作者的劳动强度,提高了剪切窄形板件的工作效率。
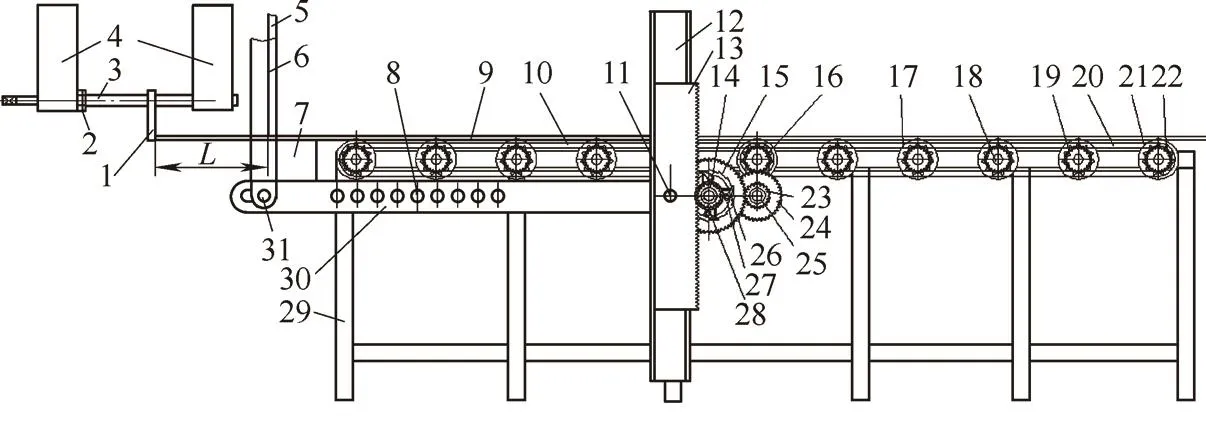
图1 剪板机自动进给装置1.定位板 2.锁紧螺母 3.丝杠 4.拉板 5.上刀架 6.拐臂 7.下刀架8、11、18、31.销轴 9.板材 10、20.链条 12.导轨 13.齿条14、15、16、19、23、24.齿轮 17、22.链轮 21.滚筒 25.轴承26.棘爪 27.弹簧 28.销 29.托架 30.摆臂
1.自动送料定位装置的构成及原理
装置如图1所示,应用过程:①旋转丝杠,调整好定位板至上刀架左面的锯料L,使其等于下料件的长度。②将板材安置到托架上的滚筒上,使其顶在定位板上。③开动剪板机,使上刀架下行开始剪板即可。
原理:当上刀架带动剪刀下行开始剪板时,紧固在上刀架上的拐臂也同步下行,并通过销轴31推动摆臂左端下摆,此时,摆臂右端会发生上摆运动,销轴11会拨动齿条沿导轨竖槽上行,与之啮合的齿轮14会发生顺时针转动,齿轮15与之配合的内腔为棘轮结构,此时齿轮14虽然转动,但齿轮15不转。当剪完板件上刀架带动剪刀上行时,摆臂左端也会同拐臂一起上行,此时,摆臂右端发生下摆运动,销轴11会拨动齿条沿导轨竖槽下行,与之啮合的齿轮14会发生逆时针转动,齿轮15会在齿轮14的棘爪的作用下发生同步的逆时针转动,并带动与其啮合的齿轮23发生顺时针转动,与之同轴的齿轮24也会顺时针转动,并拨动齿轮16逆时针转动,此时,同其一起安装在滚筒上的链轮会与之同步并带动滚筒作逆时针转动,其它滚筒在链条的带动下便发生逆时针转动,使安放在其上的板材向左送进,当板材左端顶在定位板时,板材会停止运行,而此时滚筒还会在上刀架的继续上行中做逆时针转动,并与板材之间发生滑动摩擦,直到上刀架上行停止才停止。当上刀架带动剪刀再次下行时,便开始重复上述动作。
重点介绍图2所示的摆臂,其两端必须为长槽孔,以使其在摆动过程中能够满足槽中销轴31和销轴11的自由上下运行;摆臂右端必须是其左端的整数倍,以扩大齿条的行程,增加齿轮14的转数,以增大板材的送进尺寸。托架和摆臂上有多组同轴孔,可以根据被剪切板件的尺寸大小调整其安装销轴8的位置。

图2 摆臂
拉板、丝杠都是两件,组焊在剪板机后部。定位板是1件,其孔同时安装在两丝杠上。定位板要具有一定的弹性,利于剪板过程中做好让位和复位。
2.应用注意事项
使用过程中须经常在运动部位注油;但不适合用于剪切大型板件的送料情况;为使板材在剪切前必须顶到定位板,调整销轴8时要考虑好,必须在板材顶到定位板时滚筒还会运转半圈以上;剪板过程中注意查看板材的状态,防止其因翘曲而使两侧摩擦力大小不同造成的板材送进量不一致,从而导致板材两侧不能全部顶在定位板上,引起剪件尺寸宽度倾斜。
3.结语
该剪板机的自动送料定位装置解决了普通剪板机人工送料和件件测量校正的问题,既提高工作效率,又保证剪板质量,非常值得推广。
