动梁龙门式机床横梁导轨加工工艺
2019-01-10沈阳机床股份有限公司辽宁110142齐延男
■沈阳机床股份有限公司 (辽宁 110142) 齐延男 王 欣
大型动梁龙门移动式机床主要用于大型复杂零件加工,由于其加工范围广、加工能力强,成为近年来主要的机床产品而被市场认可。

图1 动梁龙门机床整体结构1.床身 2.立柱及滑座 3.横梁 4.滑枕、滑板及铣头
动梁龙门机床整体结构如图1所示。因大型动梁龙门移动式机床的特殊结构特点,其横梁零件受自重及Z轴工作部件重力影响,会产生零件变形,造成机床Y轴精度超差。这一问题成为制约大型动梁龙门移动式机床发展的关键因素,因此解决横梁零件变形问题成为机床制造技术的一项关键内容。
本文对沈阳机床股份有限公司研发生产的ASCAMILL-G系列大型动梁龙门机床的横梁零件变形值进行静态分析,并对横梁零件的精加工过程进行介绍。
1.横梁静态分析
ASCAMILL-G系列大型动梁龙门机床的横梁长约14 000mm、宽约1 000mm、高约2 000mm,总质量37t。零件材料为球墨铸铁QT400-15。经分析,横梁受力主要为横梁自身的重力和Z轴部件因重力而施加在横梁上的力。其中横梁自身的重力约为Fg=-3.7×105N,Z轴部件施加在横梁面的重力Fz=-2.0×105N。而影响到机床Y轴精度的位置只是横梁零件的导轨位置,因此将上述力在导轨位置进行简化转换,如图2所示。
根据牛顿第三定律,对图2中各力进行分析计算。
F1和F4的合力表示横梁上导轨面的受力情况;F2和F5的合力表示横梁下导轨平面的受力情况;F3和F6的合力表示横梁下导轨立面的受力情况。
图3所示为横梁导轨有限元逐点分析图。按照计算的受力情况,通过软件分析得到3条导轨的变形曲线如图4所示。
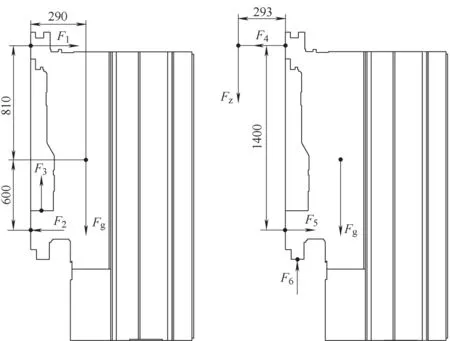
图2 横梁导轨受力
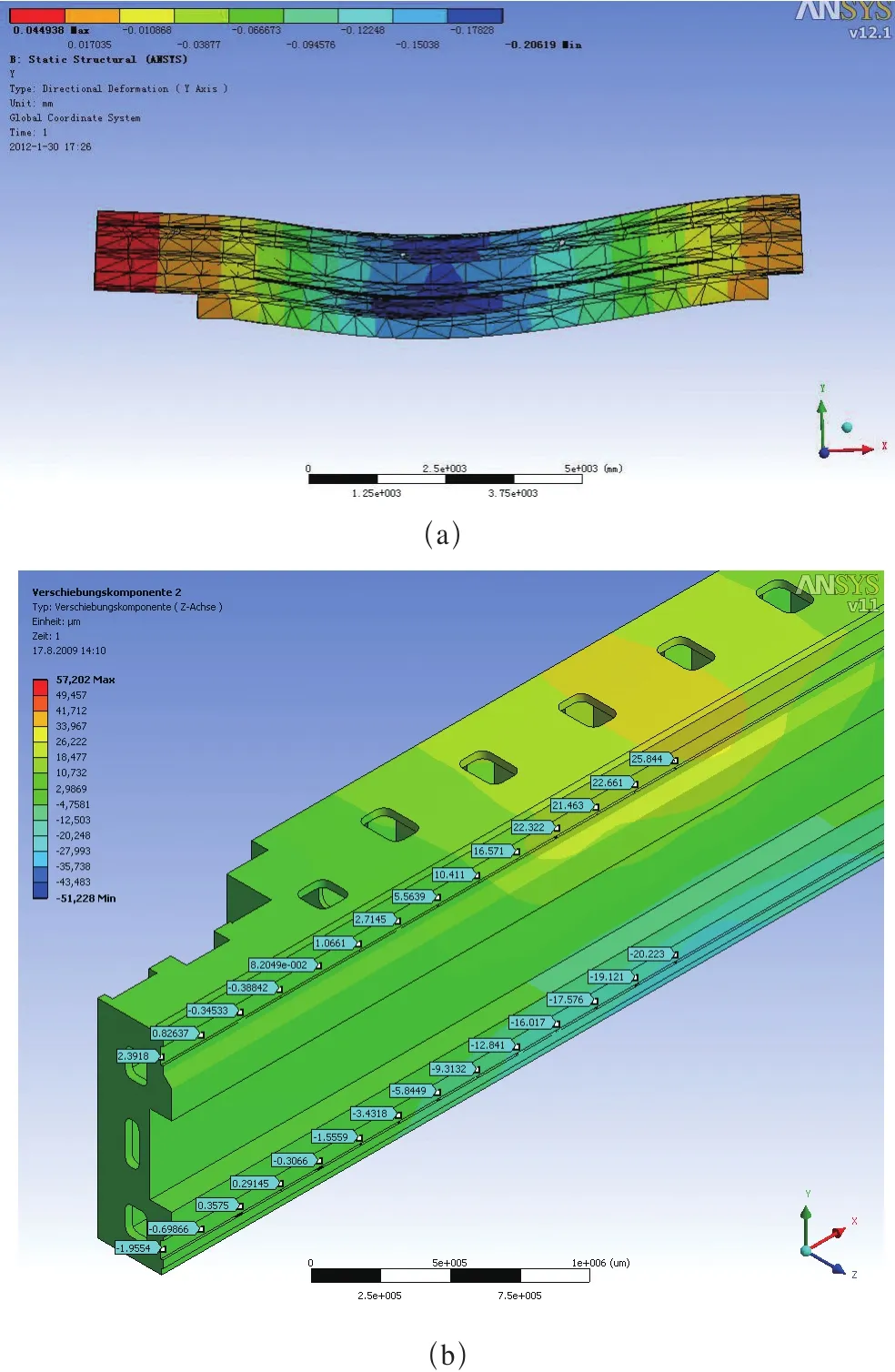
图3 横梁导轨有限元逐点分析
2.横梁导轨的加工
(1)校验横梁导轨有限元分析结果。校验方法:将半精铣加工完成的横梁零件,按横梁装配状态自由放置24h(见图5)后,用电子水平仪检测横梁上导轨平面、下导轨平面及下导轨立面三处横梁导轨的直线度。比较实际检测的直线度与计算机分析结果中横梁自重对横梁导轨面产生的变形量,如果两条变形曲线的误差值满足设计要求,即证明计算机分析的横梁导轨变形曲线是符合实际情况的,可以作为加工参考曲线。
(2)检测加工设备精度。在精加工横梁导轨之前还需要对加工设备各轴定位精度进行检测,并将检测结果与计算机分析的横梁导轨变形曲线值进行拟合,该拟合曲线将作为最终的横梁导轨加工参考曲线。
(3)横梁导轨精加工装夹。精加工过程中,零件装夹要求必须与计算机分析时零件的约束状态一致。因此横梁零件装夹仅以压板面支撑4点,横梁中部不允许有支撑点,横梁两端悬伸处导轨下面仅允许有辅助支撑(见图6)。
(4)横梁导轨精加工及检验。横梁导轨均采用面铣刀加工,加工参数为S=120r/min,F=600mm/min。
加工后检验,保证加工导轨面直线度与参考曲线值误差≤0.06mm。横梁导轨检验曲线如图7所示。如果检验结果不合格,则将检验结果与加工程序的差值比较,重新修复加工程序再加工,直至达到要求为止。

图4 导轨变形量分析结果

图5 横梁按装配状态自由放置

图6 横梁加工装夹状态

图7 横梁导轨检验曲线
3.结语
目前该大型横梁零件分析方法和加工工艺已应用于实际生产过程中。使用该方法加工横梁的机床Y轴精度和稳定性都优于同类型其他产品。下一步我们会将此加工技术推广到所有龙门机床的横梁加工中,进一步提高龙门加工中心机床的产品质量。
