全自动钢印打印机设计
2019-01-08顾晟吉
顾晟吉
(南京机电职业技术学院,江苏 南京 211135)
0 引言
证件加盖钢印现仍然是人工操作来完成,耗时长,质量不稳定。如果证件数量很多,操作人员的工作强度大,难免会产生印迹部位受力不均匀,字迹不清晰。目前市场上的全自动钢印机虽解决了自动加盖钢印,但仍需人工把证书放在相应位置,并未真正解决人工操作难题,无法大幅度提高工作效率。现设计一种全自动钢印打印机,通过气动抓手抓取证书、自动打印,完成后自动取出证书,对提高工作效率具有实际的意义。
1 结构与工作原理
1.1 结构设计
首先确定全自动钢印打印所需运动方式,即证件必须正确堆放在固定区域,由抓手抓住证件,而后将证件准确送到钢印机打印位置,完成后打印后退回原位,抓手将证件通过另一方向移动将证件移至证件摆放区,松开抓手,抓手原位返回继续抓住第2个证件,重复上述动作,最终
完成证件打印。从所需动作分析,完成一个证件的打印共需2个水平运动、2个垂直方向运动以及抓纸及松纸动作。水平方向的纵向、横向运动分别由2个气缸控制,抓手的上下移动要求定位准确,采用伺服电机通过丝杆驱动实现垂直方向的进给运动[1]。所有驱动系统的各种动作完成后,均由传感器发出信号来连接相互位置关系。
1.2 工作原理
全自动钢印打印机的结构如图1和图2所示,首先伺服电机13通过件2上的两根直线导轨作垂直方向移动,移动到位后由抓手组件15取放印件。抓手组件由直空发生器7及气动吸盘8组成,纵向移动由推拉气缸3实现。当抓手装置将证件移至钢印机指定位置时,钢印机接收传感器信号后实施加盖钢印动作。动作到位后传感器信号发出停止动作并返回原位置,此刻推拉油缸3返回动作到位信号发生后气缸1作水平方向的横向移动,将证件移动摆放区16位置,此刻直空发生器7及与之连接的气动吸盘8动作松开证件,伺服电机13通过滚珠丝杆副垂直方向移动到指定位置后气缸1到达原位,至此一个循环动作完成,重复进行下一轮操作,完成下一个证件的盖印。

图1 全自动钢印打印机结构1
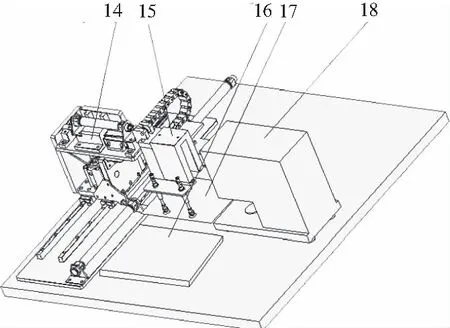
图2 全自动钢印打印机结构2
2 控制系统的整体结构与原理
系统采用西门子S7-200PLC作为全自动钢印打印机的控制系统。利用主程序来分解系统的各个主要动作,有利于程序结构的搭建与编写[2]。
为保证系统每次能够正常启动不报错,在每次开机启动的时候需要先对系统进行清零复位[3]。整个PLC程序分成上电初始化、上下料机构位置确立、自动上料、自动盖章、自动下料、输出线圈控制、调用报警ALM控制7个部分。 控制系统主程序如图3。
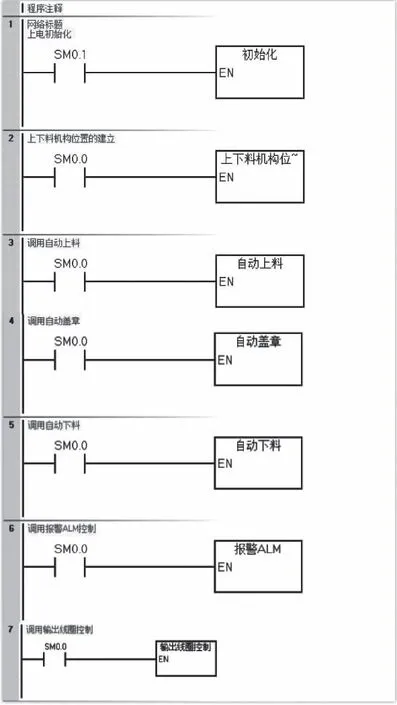
图3 主程序
子程序上电初始化把程序全部复位,其作用在于使系统做好工作准备,降低程序死循环的可能性,增加系统可靠性[4-5]。
在整个系统执行过程中,上下料机构位置的确定是每一个环节的节点,因此在程序中需要确定机构的几个位置,包括机构处于上料环节的位置(左侧上、下方位置)、盖章环节的位置(中间上方前、后侧)、放料环节的位置(右侧上、下方位置)。
在整个系统运行环节中,主要环节为自动上料与自动下料。
自动上料的运行轨迹为:在初始状态机构处于左侧上方位置,上电以后机构下行至左侧下方位置;开始吸纸,然后回到左侧上方,行至中间位置停下;机构开始前伸,上料完毕。
子程序自动上料如图4所示。

图4 自动上料
自动上料完成以后,进入自动盖章环节,机构完成前伸动作后触发盖章机动作执行盖章环节。自动盖章程序如图5。
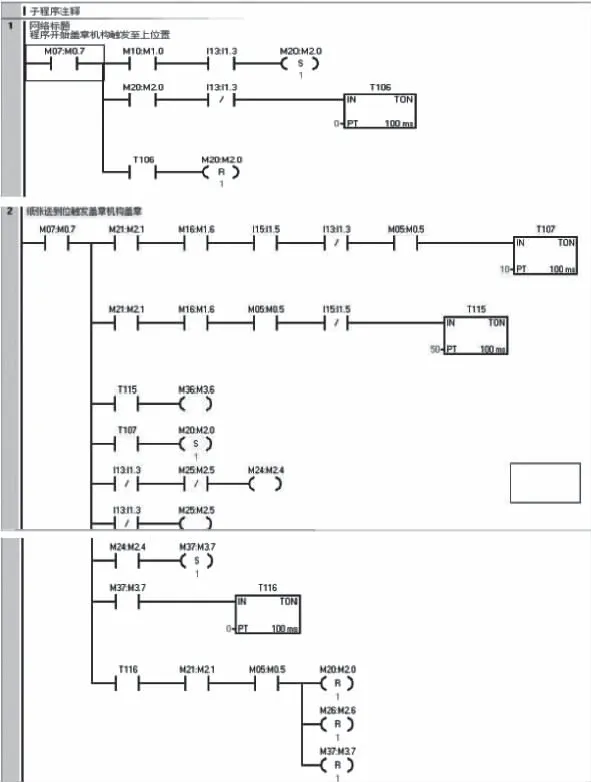
图5 自动盖章
自动盖章环节结束以后进入自动下料,机构上抬至中间上方位置,然后继续移动至右侧上方位置,机构下放放纸后回到上料初始位置。子程序如图6。
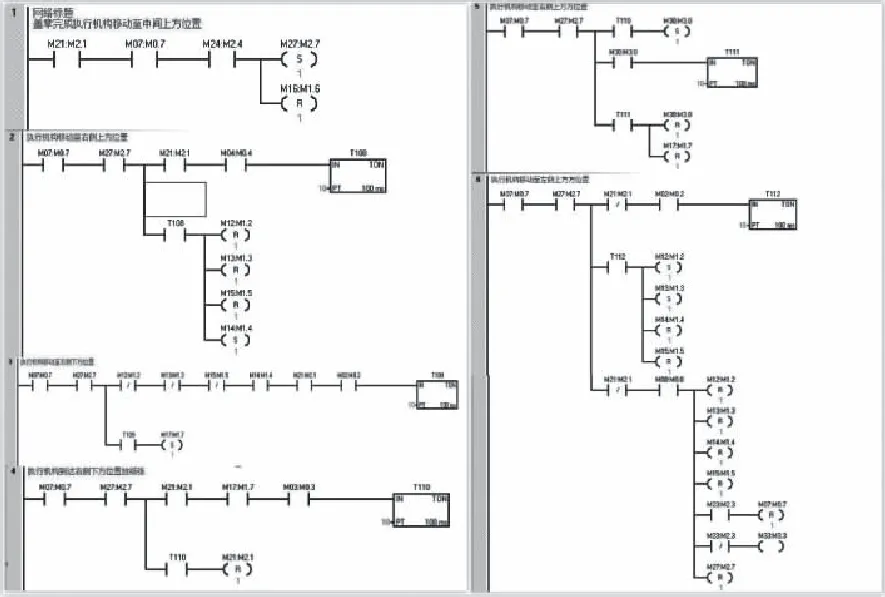
图6 自动下料
子程序输出线圈控制如图7。
3 结语
全自动钢印打印机的应用将解决大批量证件加盖印的劳动强度大、效率低、质量不稳定的几大难题,整个操作过程可实施无人化,工作效率大幅度提高,质量稳定。该装置结构简单,布局合理,装拆方便,制造成本低,运行过程平稳无冲击,证件定位摆放准确,有利于使用及推广,是一种适用于大批量证件加盖钢印的自动化设备。
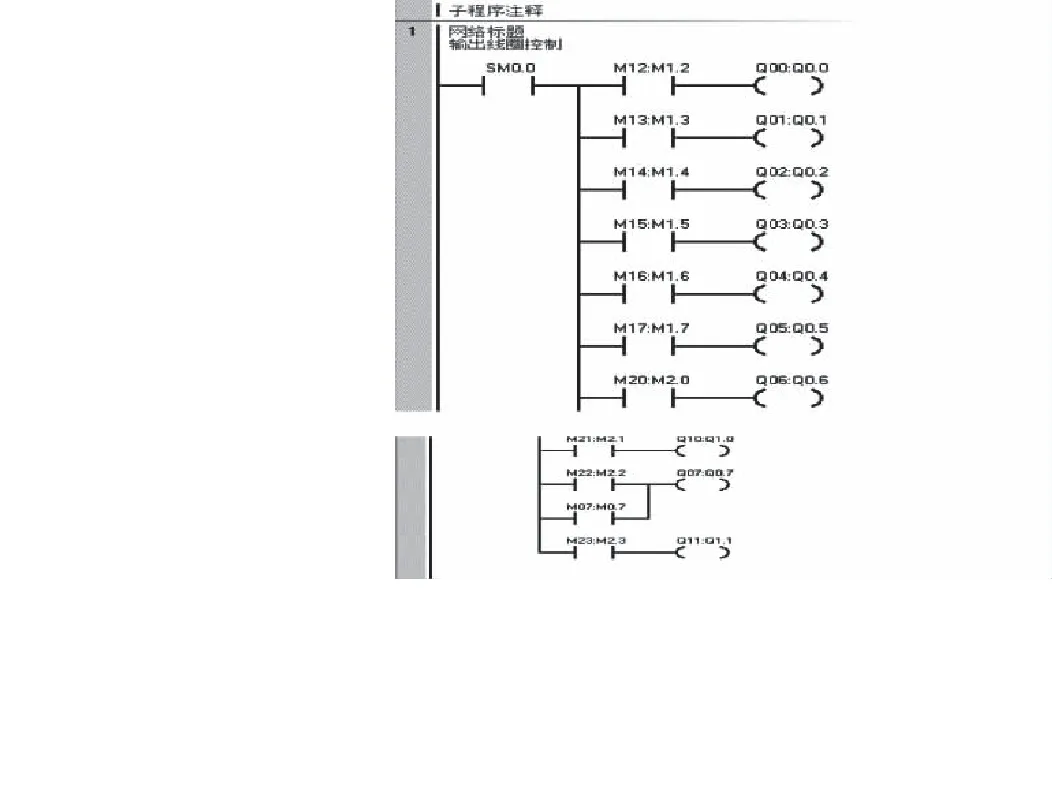
图7 输出线圈控制