氢气保护超宽幅钼板加热炉的设计和应用
2019-01-07梁香宁
梁香宁
(西安博莱炉业科技股份有限公司,陕西 西安 710021)
0 引 言
目前,在钨、钼及其合金的加工行业中,主要厂家采用氢气保护电阻加热炉和感应加热炉来进行加热。氢气作为钨钼加热炉中的重要介质,对提高产品质量、降低生产成本有重要影响。钨钼行业多采用氢气保护加热炉进行加热处理,过去常规感应炉和电阻炉,只限于一些板幅较小的板材加热,远远满足不了目前超宽幅(1 m)以上板材的加热需要。我公司根据使用单位的工艺要求,研制了钼板加热电阻炉,已投入使用多台设备,取得了较好的使用效果,获得用户的认可。目前国内最大的钼板加热电阻炉由我公司设计制造,并投入使用。
1 氢气在对钨、钼加热炉使用中的影响
1.1 对产品质量的影响
常温下钼在空气中是稳定的,当温度达到400 ℃时开始发生轻微的氧化,当达到600 ℃后则会发生剧烈的氧化反应而生成三氧化钼。常温下,钨在空气中稳定,但在400~500 ℃开始出现明显氧化,形成蓝黑色的致密的三氧化钨[1]。因此在钨钼加热过程中,为了防止钨钼制品在加热过程中出现氧化,需要将加热产品用氢气作为保护气体与空气完全隔绝,避免影响产品的质量。实践证明,高温下氢气的量越足,处理产品的品质越高。
1.2 对炉膛内热场的影响
钨、钼板材加热电阻炉多采用钼或钨丝作为加热元件,利用加热元件对原材料进行辐射加热。在各种气体中,氢气具有较高的热导率(见表1)[2],因此在电阻炉中通入氢气,利用氢气的流动将加热元件的热量进行了传输,增加了对流传热的作用,在加热炉使用过程中通过对氢气流量和压力及气流通道的控制,极大地提高了炉膛内温度的均匀性。根据我公司近年来为多家钨、钼厂家提供的电阻炉使用情况来看,电阻炉炉膛均温区的温度偏差均控制在±10 ℃。

表1 标准气压、0℃时各种气体的相对热导率 W/m. K
1.3 对生产成本的影响
对于钨、钼加热设备,在生产过程中必须采用保护气氛进行加热处理,有些厂家在实际生产过程中采用充氮气或氩气进行保护。从原料成本上来说,氩气的成本较高,使用氩气作为保护气氛最终会造成生产成本的增加。另外,充氮气或氩气,当炉门打开进出料时,炉口处不能做到完全密封,炉膛内加热元件会出现氧化,减低其使用寿命,从而增加了生产成本。有些厂家采用氮气和氩气进行保护,炉内加热元件频繁损坏(见图1)。

图1 加热元件损坏
2 钼板加热电阻炉的设计和应用
2.1 炉 壳
炉壳采用焊接式钢结构框架,保证焊接的密封性。由于氢气密度小于空气,炉壳进气口设置在上部,排气口设置在下部,在排气口处有长明火咀,工作时将排出的废气点燃,确保设备和工作环境安全。炉口处有水冷套,炉门采用新型结构[2],保证了炉口的气密性。同时,出于安全考虑,在炉顶部设有防爆装置。
2.2 炉 衬
炉衬采用砖砌炉衬和耐火纤维炉衬组合形式,砖砌炉衬由耐火层和隔热层组成,根据不同的使用温度选用刚玉、莫来石、氧化铝砖等,炉底灰缝不大于2 mm。由于耐火纤维制品的热导率低、密度小,比热容与普通耐火砖接近,因此与砖砌炉衬相比,其散热损失和蓄热损失大大减小,因此炉体侧墙和炉顶可采用耐火纤维炉衬[4]。
2.3 加热元件
加热元件是电阻炉的核心,关系到炉子的工作性能和使用寿命。由于钼在还原气氛中,抗腐蚀性极好,耐高温,电阻率较小,电阻温度系数高,因此在高温氢气炉中选择钼作为加热元件非常合适。表2列出了钼在不同温度时的电阻率。

表2 钼在不同温度下的电阻率
加热元件通常为钼带或钼丝,钼带虽然使用寿命长,可靠性高,但制造成本高。综合考虑,钼板加热电阻炉采用钼丝作为加热元件[5]。
3 其他附属设备
3.1 炉口火封装置
传统的钨、钼加热炉只是在炉内通有保护氢气,在炉外没有保护,因此在高温材料从炉内取出时,因为炉膛内压力的降低,造成炉外空气进入炉内,增加的火封装置能够在炉口形成火帘,阻止空气进入炉内,保持炉内气氛稳定,同时避免爆炸。
火封装置设置在炉口进出料的位置,在炉口进出料位置通入氢气形成一道屏障将炉外与炉内隔开,保持炉内有足够的氢气进行保护,使原料在炉口不会瞬间氧化,提高产品成品率,保证了产品质量。
火封装置供气系统见图2,首先打开氮气管路阀门,对管道进行吹扫,20 s后火帘管氢气管路阀门打开,火帘管道的氢气被长明火引燃,调节至使喷出的火焰高度能封住炉口为限。
火帘管的结构形式有钻孔喷口式、开槽喷口式、竖管喷口式和套筒喷口式等,喷口直径一般取φ2~3 mm,喷口间距5~12 mm,火帘管有效长度与被封孔洞宽度一直。火帘管流通截面应为喷口总截面的2~3倍,一般采用DN40~DN65的低压流体输送钢管。具体见图3。

图2 火封装置供气系统图
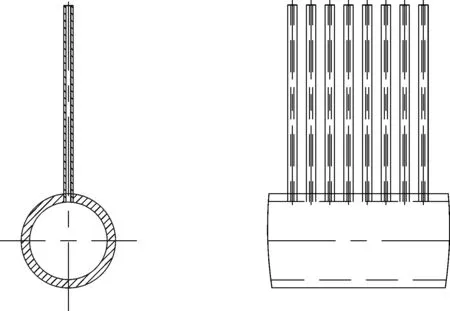
图3 火帘管结构示意图
3.2 防爆装置
防爆装置的作用是,当可燃气体意外爆炸(急剧燃烧)时使膨胀气体能迅速排出,避免发生事故。对于氢气保护电阻炉,必须设置防爆装置。防爆口的面积按照经验公式和计算:
A=0.025V
式中:A—防爆口面积(m2)
V—可燃气体的容积( m3)
3.3 排 气
为了调节炉内压力使之维持一定值,钼板加热电阻炉通常要求炉膛压力保持在101 kPa左右。排气装置通常有水封排气和阀门排气,阀门排气简单,但容易吸入空气,安全性差,因此在实际使用中常采用用水封排气,如图4所示。
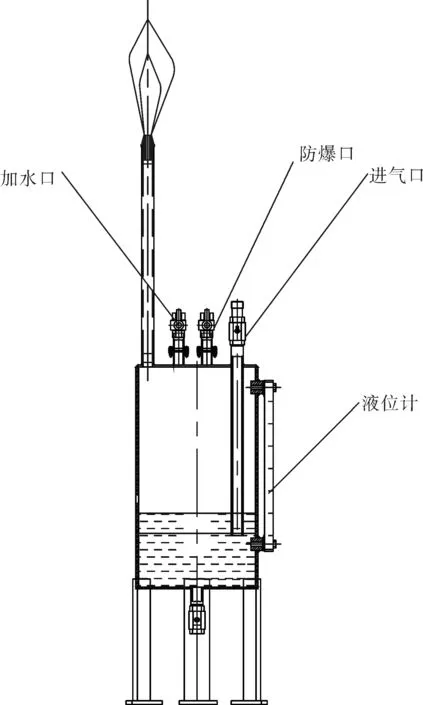
图4 水封结构图
3.4 加热电阻炉充气
在加热炉内通氢气保护之前,首先要充入氮气(20 kPa)进行炉腔内空气的置换,通过合理调节氮气流量的大小,向炉腔内充氮气进行置换,时间根据炉膛的尺寸和氮气流量以及压力的大小具体确定。氮气置换结束后,充入氢气(20 kPa)置换炉腔中的氮气,结束后要在炉底的取样口和水封排气口出分别取样做鸣爆实验,实验合格后方可进行水封排气点火。
4 钼板加热电阻炉在使用中注意的问题
(1)在加热升温过程中,要严格控制升温速度,由于加热丝为钼丝,钼的温度系数大,如果升温速度太快,容易导致局部过热,降低加热丝使用寿命,增加故障率和维修率,提高了生产成本。
(2)电阻炉加热过程中,首次打开炉口炉门之前应确保炉口长明火完全点燃,否则不能进行开关炉门操作。
(3)必须保证水封排气内水面的高度。水位过高,炉内压力增加,水封有可能不能顺利排气。水位过低,水封密封效果降低,一旦无水,后果非常严重。
5 结 论
氢气作为保护气氛在钨、钼加热炉中使用,从生产成本,产品质量各方面都有重要的影响。我公司开发的钼板加热电阻炉,结合近年来多台设备的实际生产使用情况,相比传统的生产线上的加热炉,生产效率高,电能消耗低,炉体密封性好,加热元件使用寿命延长,设备运行安全可靠,维护成本显著降低,取得了良好的成效。
