液压式枝丫材打捆机的设计与试验
2019-01-04王执煜齐永峰杨树平刘铁男
王执煜,齐永峰,杨树平,刘铁男
(黑龙江省森林工程与环境研究所、黑龙江省森林生态与林业生态工程重点实验室,黑龙江 哈尔滨 150080)
枝丫材、藤条灌木等是林业生物质资源的重要组成部分,是重要的可再生资源,其可利用潜力巨大,开发利用前景十分广阔[1-2]。枝丫材等森林剩余物的再利用对实现我国森林可持续发展、改善森林生态环境、促进林业生物质能源建设具有重要意义,但由于枝丫材堆积密度小、运输储存占用空间大、运输成本高、林农劳动强度大等问题,使作业成果经济效益差、竞争力不强,制约了其规模发展。国外在枝丫材打捆工艺及设备方面的研究从20世纪70年代就已开展,并有成型设备应用,如美国约翰.迪尔公司研发的1490D型全自动液压式枝丫打捆机[3]等。国内也有科研院所、生产企业等研究在集材拖拉等设备上安装绳索式、液压爪式等枝丫材打捆设备,但由于技术落后、作业效率低、成本高等问题没能在生产中得到应用。
为解决这一瓶颈问题,本研究借鉴国内外先进技术[4-5],结合我国林业生产作业条件及现有机械设备使用状况,研究开发了一种新型液压式枝丫材打捆机。
1 整机结构、工作原理及作业流程
新型液压式枝丫材打捆机结构见图1。

1.牵引钩;2.小型发电机;3.打带机;4.控制箱;5.拖车;6.机架;7.导轨;8.进给油缸;9.上料斗;10.移动横梁;11.二次压缩料仓;12.二次压缩油缸;13.截锯;14.下料托板;15.电控阀体;16.一次压缩油缸;17.摆压棍;18.摆压马达;19.一次压缩料仓;20.锯截进给电机;21.直齿条图1 枝丫材打捆机结构
1.1 整机结构
该液压式枝丫材打捆机为牵引式结构,主要由拖车、机架、摆压辊、一次压缩油缸、一次压缩料仓、二次压缩油缸、二次压缩料仓、导轨、进给油缸、截锯、上下料托板、发电机、电控箱、液压系统等组成。牵引主机为轮式或履带式拖拉机并要有满足一定参数要求的液压动力输出,有山地越障、爬坡等能力。打捆机液压系统动力由牵引主机液压系统提供,液压动作控制由PLC程控执行,发电机为打带机、锯截电机及清洁保护装置等提供电力。
1.2 工作原理及作业流程
上料口处由人工或机械添加枝丫材,在摆动辊及一次料仓完成一次压缩;在上下进料辊作用下将枝丫材推挤到二次压缩料仓,当二次料仓满载后,在压缩油缸作用力下,压缩爪闭合完成二次压缩;在推进油缸作用力下,将枝丫捆推进到打带口处由自动打带机完成打带,二次压缩料仓张开返回初始位置状态,完成一次压缩循环作业;当压缩后的枝丫捆达到定长度值时,启动锯截按扭,油锯由怠速加速至工作转速,并在电动机驱动下横截枝丫捆材,完成锯截程序。
枝丫材打捆机作业流程见图2。

图2 打捆机作业流程图
2 主要参数的设计
2.1 枝丫捆尺寸
由样机结构设计条件确定的枝丫捆尺寸参数为:枝丫捆直径460 mm,枝丫捆长度1800、2400、3000 mm。
2.2 压缩率
物料的可压缩性是指物料在外界压力的作用下被压实后体积减小或密度增大的性能或能力,一般用物料体积减小的百分率(即压缩率)[6]。压缩率:C=ΔV/V×100%,式中:C为物料的压缩率(%);V为物料的体积(mm3);ΔV为体积变化量(mm3)。
本样机中枝丫材的压缩为连续进料压缩,其物料体积的变化仅在横截面积上的变化,长度方向没有变化,故压缩率可写为:C=ΔS/S×100%,式中:ΔS为枝丫材压缩前截面积(mm2);ΔS为枝丫材压缩后截面积减少量(mm2)。样机枝丫材压缩前后截面积计算见图3。S=kS1+S2,式中:S1为压缩过程中有压缩变化的区域;S2为压缩过程中没有压缩变化的区域;k为枝丫材装载系数,与载量及压缩能力相关,一般k=3~5,取k值为4计算。S=4×380×282+237870=666510 mm2,S3=166100 mm2(压缩后按料仓几何尺寸计算给出,图3)。所以,ΔS=S-S3=666510-166100=500410 mm2。故枝丫材压缩率:C=ΔS/S×100%=500410/666510×100%=75%。
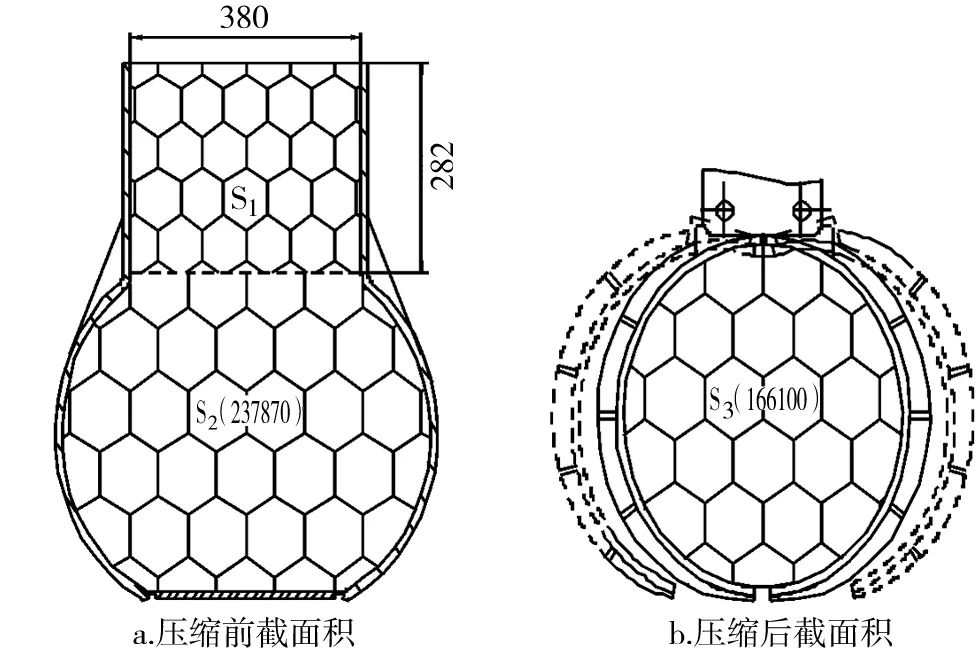
图3 压缩前后截面积计算
2.3 最大压缩力确定
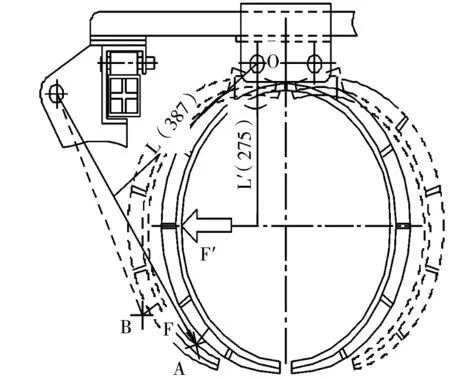
A为闭合时压缩力的作用点;B为启始时压缩力的作用点;F为压缩力(kg);F′为物料集合抗压作用力(kg);L为压缩力作用力臂(mm);L′为物料集合抗压缩作用力臂(mm);O为压缩板转动点 图4 压缩力分析计算
压缩力是枝丫材打捆机重要参数之一,其数值大小对枝捆的压缩率、系统设计、动力匹配等有直接影响。国内已有相关学者开展了枝丫材压缩特性试验与分析研究[6-7],建立了枝丫材在被压缩过程中所受的压强与压缩位移、压强与压缩密度及压缩密度与体积模量关系的数学模型。虽然本样机与上述试验中的初始条件和压缩方式有所不同,但研究结论对本样机压缩力的确定有重要的参考价值。
在作业程序中,对枝丫材的二次压缩是本样机的主要压缩过程,并有最大压缩力发生,应以此计算最大压缩力(图4)。
从图4可知,A点是压缩力最大发生点,借鉴相关研究结论及相关设计参数[8-9],当枝丫材压缩率达40%~60%,枝丫材最大径级不大于60 mm,含水率不大于31%时,枝丫材的集合抗压作用力(F′)取值为5500 kg,列力矩平衡方程求出最大压力:F×L=F′×L′,F=F′×L′/L=5500×275/387=3908(kg)。
根据整体设计要求,当选取压缩缸直径63 mm时,则主压力油缸压力P:P=F/S,式中:S为压缩油缸面积(cm2)。P=3908/[(6.3/2)2×3.14]=125(kg·cm-2)=12.5 MPa。考虑系统液压管路、联合阀体、控管阀等压力损耗及其它液压设备的使用,选则系统总压力参数16 MPa为计算依据。
3 主要结构设计
3.1 压缩系统
枝丫材打捆机压缩系统由一次压缩、二次压缩2次完成。
3.1.1 一次压缩结构 枝丫材置入料仓后,由滚动及摆动压料辊进行间歇式压缩,实现对枝丫材的调顺、初压实目的。该系统主要由一次压缩料仓、驱动辊、摆压辊、马达、传动链条、机架等部件组成。系统结构见图5。

1.一次压缩料仓;2.驱动辊马达;3.固定驱动辊;4.摆压辊;5.机架;6.压缩油缸;7.传动链条;8.摆压马达;9.摆臂;10.定转辊图5 一次压缩机构
3.1.2 二次压缩结构 在完成一次压缩后,枝丫材捆被间歇式带入二次压缩料仓中,再由二次压缩机构对枝丫材进行二次压缩,完成枝丫材的整体压缩成型程序,并为下步的打捆程序做好准备。该系统主要由半圆型压板、二次压缩油缸、机架、移动横梁、转轴等部分组成。系统结构见图6。
3.2 液压控制系统
液压控制系统主要完成滚动进料、一次压缩、二次压缩、枝丫捆间歇进给等程序动作。系统主要由液压站(牵引机液压系统)、组合电磁多路阀体、液压控制原件、液压执行原件等组成。本机液压控制系统原理见图7。

1.半圆压缩板;2.二次压缩油缸;3.机架;4.移动横梁;5.转轴;6.导轨图6 二次压缩机构1.牵引机液压系统;2.手动换向阀;3.快速联接阀;4.压力阀;5.电磁溢流阀;6.电磁换向阀;7.叠加式单向节流阀;8.分流阀;9.压料辊转动马达;10.进料定辊转动马达;11.一次压缩油缸;12.二次压缩油缸;13.进料往返油缸图7 液压控制系统原理
3.3 自动打带机
自动打带机功能是在DBA-150型全自动打包机基础上,通过减少平台结构尺寸、增加机芯防尘处理,新开调整孔、机架安装固定等措施改制而成。打带机使用220 V电源(随车小型发电机提供)作业。打捆带采用PP带(聚丙烯带)热熔接方式,捆扎力、热熔温度可根据作业条件调整,设备适应环境温度-20~40 ℃范围。DBA型全自动打包机见图8。
3.4 锯截系统
锯截装置主要由链锯、驱动电机、齿轮、齿条、机架、调速控制器、行程开关及其它电器控制部件等组成,结构见图9。作业时按锯截启动键,驱动电机转动,通过齿轮、齿条的传动,带动已锯切状态链锯横向进给,实现切割枝丫捆作业,当完成切割后,且行程挡块达接近开关(6#)后,电动机反向转动,链锯及机架等返回运动,达行程挡块达接近开关(7#)后停止运动,链锯改为怠速状态。
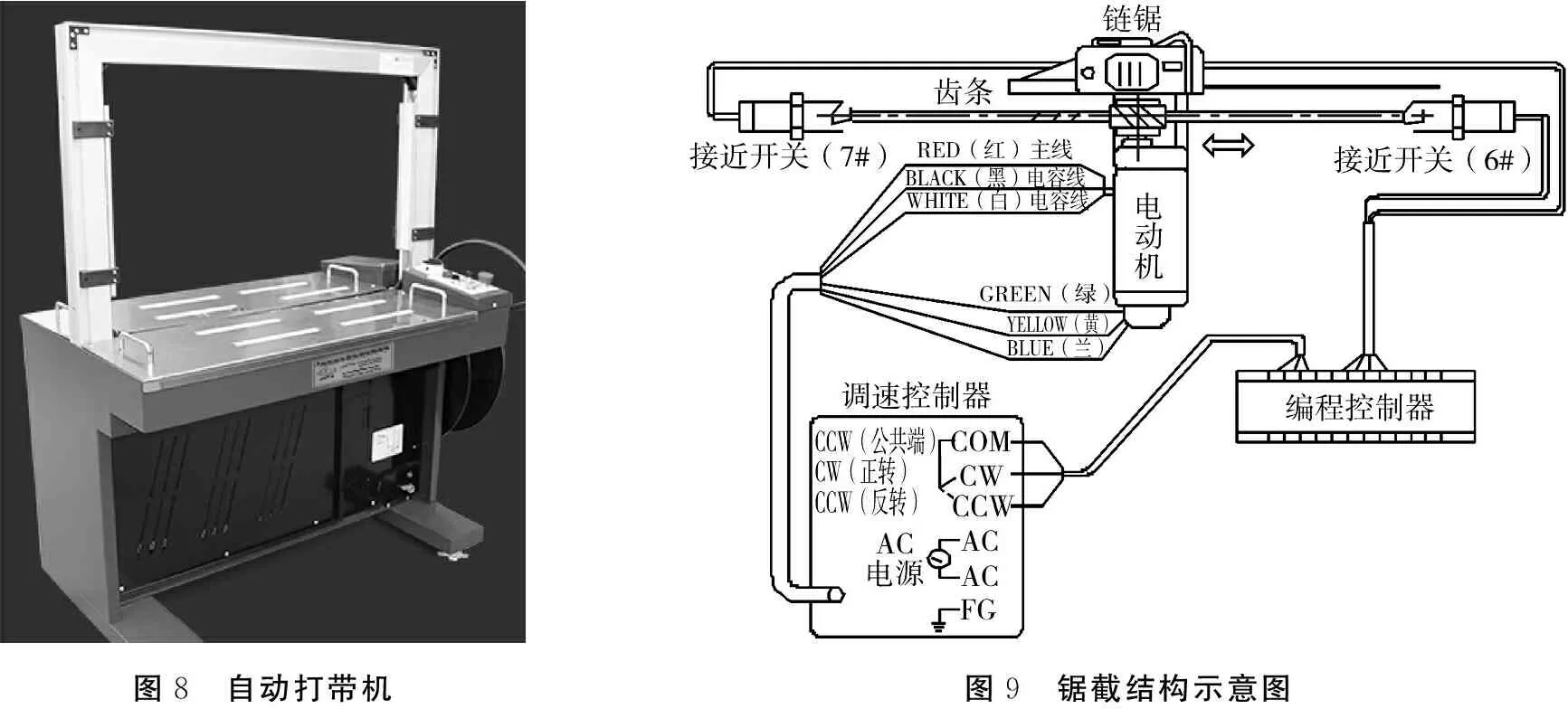
图8 自动打带机图9 锯截结构示意图
3.5 PLC控制
采用德国西门子PLC公司生产的S7200 CPU22X系列产品,其可靠性、扩展性、维护性等功能良好[10],实现了样机电磁阀的控制及各设备操作程序要求功能。系统由接近开关传感器、电磁阀、调压电源、电器控制柜等组成了硬件控制电路,软件设计包括输入/输出分配表、程序流程图的编写等,最后结合硬件进行调试。PLC程控电路见图10。

图10 PLC样机程控电路
3.6 牵引主机配置
依据对液压系统技术参数要求、山地作业环境及森林抚育剩余收集模式[11],并借鉴森林工程机械相关研究[12],选取山东莱工机械制造公司生产的ZL920型铰接轮式装载机为样机的牵引主机设备。该类型机在国内使用较为普及,在林业生产中已广泛采用,如原木装车、归楞、修路及其它辅助生产等。由于是铰接结构及大轮式胎,并具有爬坡、转弯灵活及越野性好特性,适合于山地条件作业。
4 整机主要技术参数
整机主要技术参数见表1。
5 试验目的与设计
5.1 试验目的
通过样机作业试验,对样机压缩、进料、打带、锯截等系统功能进行测试,检验各项功能与设计要求达标情况;检验液压控制系统及操控系统的响应性、稳定性、可靠性;对样机山地行驶性能进行测试;对枝丫材捆产品质量及性能参数进行测试分析;体验人工劳动强度,计算作业效率。

表1 整机主要技术参数

图11 试验场地
5.2 试验设计
样机试验地点在黑龙江省绥棱国有林场管理局阁山林场37、38林班(175县道路42 km附近)。试验场地是樟子松人工林小面积更新皆伐地(图11)。
堆积后测量枝丫材密度在90~120 kg·m-3,平均含水率31%左右,直径小于65 mm;试验地平均坡度5°。试验中采用2人负责上料(枝丫材已事先择选传堆),1人负责程序监控及操作。累计试验时间长达40 h,打捆数量100捆,样机牵引行驶了65 km。
6 试验结果与分析
6.1 行驶试验检测结果与分析
行驶速度:公路牵引最大行驶速度25 km·h-1,伐区道行驶速度3~5 km·h-1。爬坡越障能力:样机适合于坡度≤15°、较开阔的山地条件,垂直越障能力0.3 m,越沟能力1.2 m。行驶稳定性:样机在行驶中横向、纵向稳定性良好,操作控制响应正常,没有倾斜、失控等现象发生。转弯半径≤15 m。
6.2 性能试验结果与分析
准备作业:牵引钩解锁、车架支腿、液压联接、发电机启动正常,截链锯启动器位置偏高,启动困难。一次压缩系统:料仓、摆压辊、压缩油缸、转辊等功能正常,达到设计要求。对枝丫材直径≥8 cm及支叉较多或弯曲度较大时需进行先处理后上料。二次压缩系统:二次压缩的压力、压缩时间、机架结构等功能正常,达到设计要求;但有时在压缩过程中有漏料、卡料现象。进给系统:进给及返回动作迅速、响应快,机架、导轮、导轨正常,无阻停、卡住等问题,机架强度及稳定性可靠。打带机:性能齐全、操作简单,带的强度、捆扎速度及粘接力满足使用要求;对机芯及带道防尘、防护要求较高,环境温度使用范围-20~40 ℃。自动锯截:锯截速度、锯截力满足要求,进给、返回、调速实现自动控制;锯链外露防护应进一步加强。液压及控制系统:多路阀体、换向阀、溢流阀、液压缸、马达、液压管线等功能正常;系统应用PLC控制,具有自动化程度高、动作响应快、可靠性好、扩展性强、维护性好等特点,满足系统设计要求。控制面板功能:控制面板中各按钮及指示功能正常。
6.3 枝丫材捆主要技术参数
枝丫材捆主要技术参数见表2。单捆枝丫材及传堆枝丫材捆见图12、图13。

表2 枝丫材捆主要参数测量值

图12 单捆枝丫材

图13 传堆枝丫材捆
7 结论
液压式枝丫材打捆机的设计借鉴了国内外同类产品技术,并结合我国林业生产作业条件而研发的一款全新型的林机设备。它以拖车牵引作业方式实现一机多用,以液压、PLC自动控制及机电控制等技术实现枝丫材的上料、压缩、自动打捆、定长锯截等功能。整机运行稳定可靠,自动控制准确性高,环境适应性强,硬件选用性价比适宜,软件设计科学合理,在减少劳动力的同时也提高了产品的质量,提高作业效率。试验表明,对含水率31%的樟子松枝丫材,捆的压缩率75%,压缩密度311 kg·m-3,作业效率18~20捆·h-1(捆长1.8 m),捆的外形及捆带强度等均能满足运输、储运条件,样机各项技术指标达到了设计要求。样机的研发为我国营林机械设备的研究提供了一种新的借鉴,也为我国林业机械装备体系的发展提供了新产品。