基于红外无损检测的激光熔覆零件表面质量评价方法*
2019-01-03孙文磊王恪典
郭 峰,孙文磊,王恪典
(新疆大学 机械工程学院,乌鲁木齐 830047)
0 引言
激光熔覆再制造技术是将废旧机械零部件用激光熔覆技术进行修复或强化,增加零部件的服役年限。但激光熔覆后材料的熔覆质量需要保障,要避免出现裂纹、气孔等的缺陷出现,而无损检测是最为理想和有效的检测手段。
无损检测大致经历了无损探伤(NDI)、无损检测(NDT)、无损评价(NDE)几个发展阶段[1],美国在无损检测的基础理论研究、高新设备的研发以及无损检测标准等诸多方面都保持世界领先地位。我国的无损检测在基础理论研究和仪器设备开发方面,与世界先进国家之间还有一定的差距,特别是红外、声发射等高新技术方面。
20世纪90年代,国际上积极开展红外热波无损检测技术的研究,它的特定优势使其在无损检测领域得到了快速发展。美国的红外无损检测研究一直处于世界前列,成果被多家公司和政府所采用,并形成了行业标准。此外,许多国家都在致力于该项技术的研究,并广泛应用于复合材料构件内部缺陷的检测。我国对红外无损检测的研究起步较晚,特别是主动式红外无损检测技术,是近十几年才发展起来。我国高校对红外无损检测的理论、方法和缺陷定性定量研究等方面取得了一些成果,并逐渐将其应用于工程领域[1]。
本文将采用红外无损检测来检测某激光熔覆材料,通过实验来进行缺陷的定性、定量的分析方法研究。检测结果表明红外无损检测技术能够有效地检测激光熔覆后材料的常见缺陷和损伤,这比传统的检测方式更灵敏、准确和高效。
1 红外无损检测原理
1.1 红外无损检测的物理基础
红外热波成像检测技术是建立在电磁辐射和热传导理论基础上的一门无损探伤技术。由热辐射普朗克定律导出斯蒂芬-波尔兹曼定律,即:
W=εσT4
(1)
式中,W——物体的辐射强度,ε——灰体的发射系数,σ——史蒂芬-玻尔兹曼常数,T——物体的绝对温度。
因此,物体具有不同的温度和发射系数,热像仪接收来自物体的辐射,便可测定物体表面的温度场分布。而热传导理论最根本的任务就是确定物体内的温度分布。把热流与温度联系起来的是傅里叶定律,即:
q(r,t)=-k▽T(r,t)
(2)
式中,q——单位面积上在温度降低方向上单位时间的热流量,k——材料导热系数,T——温度分布,▽T——温度梯度。
它揭示了热流量与温度梯度之间的关系。通常用热传导微分方程来描述温度场时空域的内在联系:
(3)
式中,α——热扩散系数,c——材料比热容,qv——热源项,ρ——材料密度[2-3]。
1.2 红外无损检测的理论基础
红外无损检测是利用变化性热激励,使试件处于非热平衡状态,当一个物体有温度的变化时,热量就会流动,在流动的过程中遇到缺陷就会以表面温场变化的差异形式表现出来,用红外热热像仪记录下物体的温度变化情况,并对热图的结果进行处理和分析,从而对物体缺陷进行定性、定量的分析。
根据检测时是否需要对被检件施加热(冷)激励,而将其分为主动式和被动式两大类。被动式检测利用被检件自身的辐射能而不需要对其施加激励,多用于运行中的电力设备(高压电缆),石化设备(反应釜、蒸馏塔)的在役检测。主动式检测需在检测时对被检件施加外部热(冷)激励,使其表面温度场发生变化,通过连续获取来自被捡件的红外热图像,来对其中的缺陷进行判断。无损检测研究一般采用主动式检测。常见热激励有:聚光灯、脉冲闪光灯、红外灯、激光器、超声波、电磁感应、水浴、电流、烤箱、机械振动、离子喷注、直接火焰、热空气喷注、太阳光等等。图1为红外无损检测原理图。本文采用热空气喷注这种简单实用的方式进行热激励[2-5]。

图1 红外无损检测原理图
2 红外无损检测的模型和实验
2.1 实验仪器
(1)实验使用的红外热像仪为美国FLIR红外热像仪Therma Vision A40M。它探测到的温度变化小到0.08℃,测温范围为:-40℃~+500℃,生成的红外热序图分辨率达到320×240像素,是一款完美的适用于机械监测的红外热像仪[6-7]。红外热像仪如图2所示。

图2 红外热像仪及测量现场
(2)热激励为热空气喷注,选择某牌热风机(功率为1200W)在单侧45°处进行热激励。实验模型如图3所示。

图3 实验模型
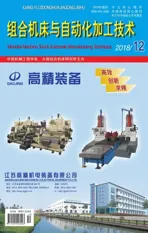
(3)试件为长13.5cm、宽6cm、厚6mm的钢板,材质为Q304,在其一侧进行激光熔覆,熔覆的材料为铁基粉末,面积为(13.5×3)cm2,熔覆厚度平均为1.5mm。在激光熔覆后试件出现了两处比较大的缺陷,试件模型和缺陷位置如图4所示。
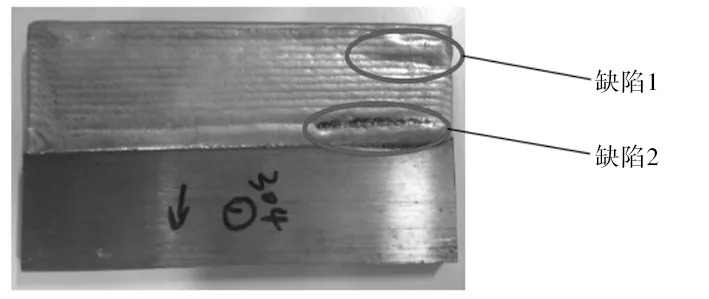
图4 试件模型和缺陷位置
2.2 实验过程
(1)准备实验仪器(试件、红外热像仪、热风机、计算机、支撑台等),并将热像仪和计算机连接好,打开Thermcam软件。
(2)选择合适的镜头,用电烙铁测试镜头焦距,当距离镜头1.7m的时候,计算机上呈现出清晰的电烙铁红外图像。
(3)将试件放置在支撑台上,距离红外热像仪镜头1.7m处,将热风机置于图3所示位置,计算机上开始录制视频,同时打开热风机。
(4)当红外热像仪记录试件温度变化360s后,停止热风机的工作,然后在空气中静置30s后(减少外界因素对实验结果的影响),再次录制试件温度变化的红外热像视频,540s后停止视频的录制。
(5)保存录制的两个视频,便于以后在FLIR Research IR软件中进行分析。
3 熔覆表面质量定性评价
3.1 材料表面温度分析
选取在空气中开始冷却的红外热序图,通过观察可以看出,在试件上有几处出现明显的温度波动。在激光熔覆区域取5个均匀分布的点(其中点4和点5为缺陷1和缺陷2的位置),点的分布如图5所示,应用ThermaCAM Researcher Professional软件得出各点的温度值如表1所示。由表1可以得出点3处的温度值最低,而缺陷1和缺陷2处的温度值相对较高,可见缺陷会影响材料的热物理性质,最终会在物体表面形成相应的“热区”和“冷区”。

图5 5点分布位置图

表1 5点的温度值
在试件上取3个点(点1和点2为缺陷1和缺陷2的位置,点3为熔覆质量好的位置),点的分布如图6所示,停止热激励在空气中静置30s后在空气中冷却540s,应用ThermaCAM Researcher Professional软件记录这3个点在冷却过程的温度变化情况,并绘制图7。由图7可知,点1和点2处的降温速率明显高于点3处,可见缺陷的存在影响了该处温度变化的效率,故会在物体表面出现波动较大的温度值,因此利用红外无损检测可以直观检测出试件是否存缺陷和缺陷的位置。

图6 3点分布位置图
图7 3点冷却过程的温度变化图
3.2 材料平整度分析
在试件上取三条横线,线的分布如图8a所示,将停止热激励在空气中静置30s后的红外热图导入ThermaCAM Researcher Professional软件,记录这三条线上的每个点从左到右的温度值,并绘制如图8b所示。由于线3位于基材处,没有进行激光熔覆工艺,故其在图8b中温度分布基本平稳。A处出现波动是由于在基材上用黑笔做过标记,致使该处温度值较高),线1和线2位于进行激光熔覆工艺后的两个位置,由图8b可以看出,在线1和线2处温度波动较大,可以得出激光熔覆的材料横向分布不均匀,熔覆的平面度很差。
在试件上取两条竖线,线的分布如图8c所示,将停止热激励在空气中静置30s后的红外热图导入ThermaCAM Researcher Professional软件,记录这两条线上的每个点从上到下的温度值,并绘制如图8d所示。由图8d可以看出,线1和线2在虚线位置之前温度波动较大,而在虚线之后温度图线基本重合,虚线位置就是熔覆层和基材之间的分界线。由此可以得出激光熔覆的材料纵向分布也不均匀。
导致上述两种结果可能原因有:①激光熔覆过程中送粉速率不均匀;②激光熔覆过程中激光扫描速率不均匀;③激光熔覆过程中载气流量不均匀等。

(a)三横线分布图

(b)三横线冷却过程的温度变化图

(c)两竖线分布图

(d)两竖线冷却过程的温度变化图图8 平整度分析图
4 激光熔覆表面质量定量评价
4.1 RGB图像转化及其剪切
通常,图像类型的转化是图像处理的基础。在Matlab中将RGB图像转化为灰度图像,需要利用函数rgb2gray( )。运行程序后,显示结果如图9a所示。
在图像处理过程中,有时我们只对图像的部分区域感兴趣,这时就需要对图像进行剪切。在Matlab中利用函数imcrop( ),通过指令或鼠标操作实现图像的剪切。运行程序后,显示结果如图9b所示。

(a)灰度图 (b)剪切图图9 图像的转化与剪切
4.2 图像的增强
图像增强的主要目的是改善图像的视觉效果,使图像更加清晰,便于对图像做进一步的处理。传统的图像增强技术对基于空间域的处理居多,因为空域处理方法比较简单和容易理解。在空间域的图像增强技术主要有灰度变换方法和直方图方法等[8]。本文利用灰度变化增强来实现图像的增强。
在进行灰度变化前,先在Matlab中通过函数imhist( )获取灰度图像的直方图。如图10所示。

图10 灰度图像的直方图
由于该灰度图像的灰度值主要集中在100~255之间,将小于100的灰度值赋值为0,大于255的灰度值赋值为255。设位于100~255之间的灰度值为x,0~255之间的灰度值为y,则x和y满足如下公式:
(4)
利用Matlab编写程序,将100~255的灰度值调整为0~255,程序运行后,输出结果如图11所示。

图11 图像增强后的图像
4.3 图像的去噪滤波
由于一些噪声的干扰,采集的图像会出现模糊和失真,需要沿着图像退化的逆过程来恢复图像的本来面目,这就是图像的去噪滤波。
常见的噪声有椒盐噪声、高斯噪声等。其中高斯噪声是自然界中最常见的噪声,它是一种由于电路和温度的干扰带来的噪声。它的概率密度函数为:
(5)
式中,随机变量z表示灰度值,μ为该噪声的期望,σ为噪声的标准差[8-9]。
自适应滤波复原是空域内滤波常用的方法。本文将采用Matlab对图像添加高斯噪声,然后用函数wiener2( )对图像进行自适应滤波。程序运行后,输出结果如图12所示。

图12 去噪滤波后的图像
4.4 图像的阈值分割
根据一定的准则将一副图像分割,分割后的每个区域都具有相同的性质且相邻区域的性质明显不同,如灰度值,这就是图像分割。阈值分割技术是最经典和流行的图像分割方法之一,其关键在于寻找适当的灰度阈值。Otsu算法是以最小二乘法推导的最佳阈值进行分割图像,也称为最大类间方差法,是统计意义上的最佳分割[8]。
图像IM×N的的灰度值设为f(x,y),灰度级为L,灰度级i的像素个数为fi,第i级灰度出现的概率为p(i)。将图像中的像素按灰度级用阈值t划分为背景C0和目标C1两类。则背景C0部分出现的概率为:
(6)
目标C1部分出现的概率为:
(7)
背景C0部分的灰度值为:
(8)
目标C1部分的平均灰度值为:
(9)
图像的总平均灰度值为:

(10)
图像中背景和目标的类间方差为:
(11)
最优阈值k值(在0~L-1之间),就是当δ2(k)最大时的那个k值[10-11]。
在Matlab中首先读入灰度图像,然后用函数graythresh()获取该图像的最优阈值,最后用函数im2bw()对图像进行分割。程序运行后,输出结果如图13所示。

图13 阈值分割后的图像
4.5 图像的边缘检测
边缘检测是利用图像特性发生改变时会有明显的边界,检测出该边界来实现的。常见的边缘检测方法有Prewitt算子、Canny算子等。
对于离散的图像,边缘检测就是用如下公式计算图像中每一个像素的Δf,再求绝对值就可以实现。对于复杂的图像,需要采用复杂的3×3的Prewitt算子[12]。
Δf=(f(x,y)-f(x-1,y),f(x,y)-f(x,y-1))
(12)
利用函数edge( )在Matlab中实现边缘检测。在程序中,首先读入灰度图像,然后采用Prewitt算子进行边缘检测,采用函数自动计算阈值。方向参数为both,即采用水平方向和垂直方向。运行程序后,输出结果如图14所示。

图14 边缘检测结果
4.6 图像的区域特征描述
本文将利用白色区域(熔覆质量不合格)占总熔覆面积的百分比来定量评估其熔覆的质量。在Matlab中先将激光熔覆区域提取出来,然后转化为二值图,利用函数sum()计算像素为1(白色)的个数,再利用ratio函数计算白色区域占总面积的百分比。运行程序后,输出结果为:0.41814,即有41.814%的面积为熔覆失败的区域。通过实际测量与计算得出熔覆失败的面积占总熔覆面积的45%,两者基本吻合。
5 结论
由上述分析可知,通过红外无损检测可以定性定量的得出激光熔覆后试件的表面质量,并得出以下结论:①通过热像仪观察温度升高和下降的速率可以直观分析在试件存在缺陷的位置和形式;②通过横向和纵向温度变化趋势得出熔覆后试件表面平整度情况,并指出熔覆工艺中的缺陷原因;③通过对试件某一时刻的热序图进行图像处理,可得出熔覆质量不合格的区域占总熔覆面积的百分比,从而定量评价熔覆质量。