一种简易单向加载的C6136车床静刚度测量方法
2019-01-02周益军史永康王延延曹爱能
周益军,史永康,王延延,曹爱能
(扬州市职业大学机械工程学院,江苏 扬州 225009)
机床静刚度是衡量机床性能的重要指标之一。机床由许多零部件组成,它们的变形会引起刀具与工件间的相对位移。研究静刚度特征及其变化规律对于提高机床整体性能具有重要的意义。近年来已经有学者对机床静刚度的测量方法进行了相关研究,如陕西科技大学的郑其明等[1]用计算机对机床静刚度实验数据进行了处理;重庆大学的张良等[2]采用最小二乘法标定力传感器,用标定后的力传感器和应变仪对机床主轴进行静刚度测量,得到精度较高的静刚度值。也有部分学者采用弧形三向加载刚度仪和螺旋增力机构测量机床的静刚度[3-5],但由于仪器复杂, 都存在难操作、仪器昂贵等问题。如何确保机床静刚度满足使用要求,一直是机床设计领域的热门课题[6-10]。本文以C6136机床为研究对象,针对以往测量方法的不足, 提出了一种简易单向加载的机床静刚度测量方法,其目的是研究如何简单快速地获得机床的静刚度数值。
1 测量方法与测量装置
1.1 测量方法
实验采用静载法测量机床静刚度,其测量方法是: 在机床静止状态下, 模拟车削时切削力对由车床主轴-工件-刀具-尾座所组成的车削加工系统的作用, 利用模拟刀杆对工件施加静载荷, 迫使车床各部件发生变形;运用相关仪器测量出各部件在不同的载荷下, 工艺系统各部分在敏感方向(水平方向)产生的变形量(位移)的大小,然后根据作用力和变形量的关系进行数据处理和分析,计算出机床工艺系统的综合静刚度。
机床的静刚度与床头、尾座、刀架之间的刚度关系可以用下式表示:
(1)
式中:K,k头,k尾,k刀,k工件分别为机床的总刚度、头架的刚度、尾座的刚度、刀具的刚度和工件的刚度。
1.2 测量装置
本文介绍的是笔者等设计的一种单向加载的C6136车床静刚度测量装置。该装置由体重计和铝板等部件组成,如图1(a)所示。与芯棒接触部分为V型块,结构简单紧凑,加载的过程平滑、稳定,能有效保护车床本身以及测量装置。芯棒采用两头顶或一端固定的装夹加载方式,如图1(b)所示。转动小刀架的进给手柄,使小刀架顶向工件,小刀架就会使加载装置的V型块压向工件(用莫氏芯棒代替)。每次加载的力的大小可以在加载装置上读出。工件在力的作用下产生的位移大小在百分表中显示。采用这种装置不但操作方法简单,测量结果准确,而且能够有效解决传统刚度测量检定方法的复杂、繁琐及成本较高的问题。图中的圆圈代表百分表,圆圈中的箭头是百分表测量的位置,向上的箭头处为V型块的支撑位置。
2 实验数据与数据处理
2.1 使用莫氏5号芯棒进行实验
第一组实验采用静载法测量机床刚度,工件为莫氏5号芯棒(1号芯棒),直径为60mm。芯棒插在C6136主轴莫氏锥孔中,移开固定芯棒的尾架,此时芯棒为悬臂梁。其伸出长度为2 600mm,压力加载位置距主轴前端2 600 mm 处,如图2(a)所示,得到的实验数据见表1。对数据进行处理后,得到1号芯棒尾端的压力-位移静刚度曲线如图2(b)所示。

图2 1号芯棒尾端加载压力实验
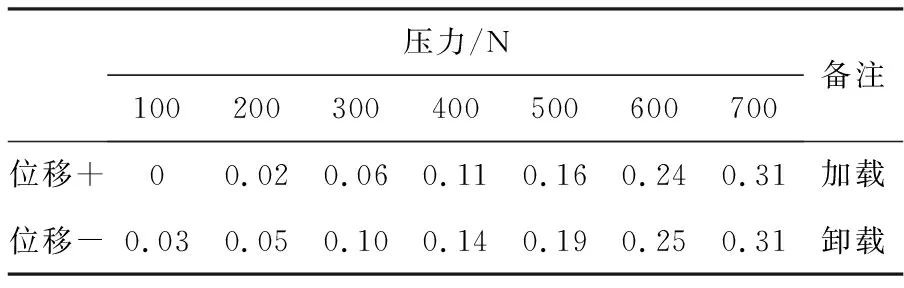
表1 1号芯棒(尾端加载压力)尾端位移mm
当压力加载位置在距主轴前端1 300 mm处 时,加载方案如图3(a)所示,得到的实验数据见表2。对数据进行处理后,得到1号芯棒中心位置的压力-位移静刚度曲线如图3(b)所示。
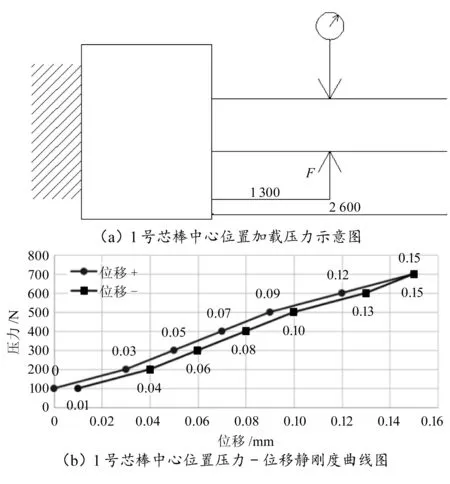
图3 1号芯棒中心位置加载压力实验

表2 1号芯棒(中心加载压力)中心位置位移mm
2.2 使用自制芯棒进行实验
第二组实验采用双死顶尖固定法测量机床刚度,着重测量机床主轴前顶尖、刀架及尾架后顶尖受力后的位移,以便计算各部件刚度及机床刚度。实验使用自制芯棒(2号芯棒),总长为5 000mm、直径为40mm,芯棒两头有中心孔,两端均用死顶尖固定。
压力加载位置为距前顶尖2 500mm处,加载方案如图4(a)所示,得到的实验数据见表3。对数据进行处理后,得到2号芯棒中心压力-位移静刚度曲线如图4(b)所示。
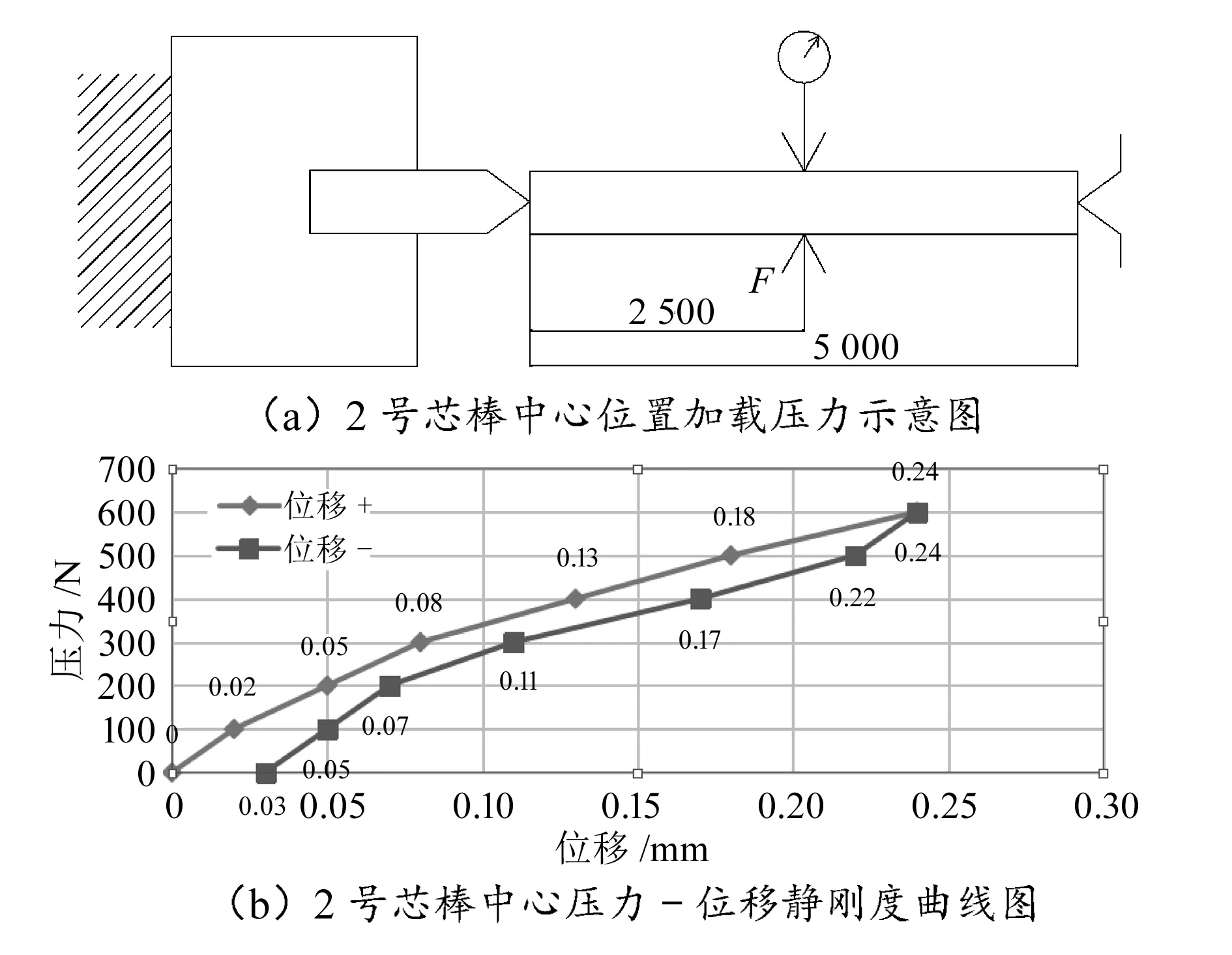
图4 2号芯棒中心位置加载压力实验
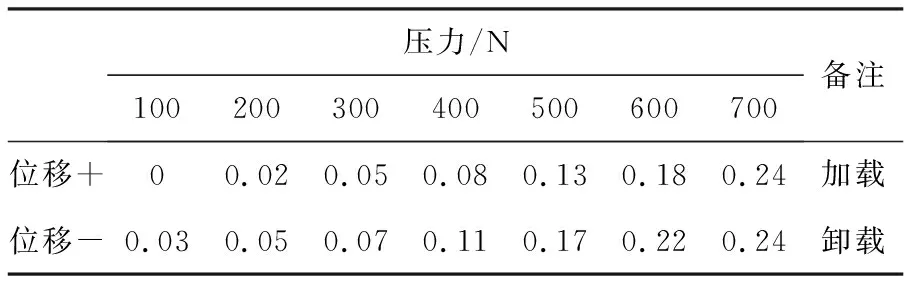
表3 2号芯棒(中心加载压力)中心位置位移mm
当压力加载位置在前顶尖处芯棒头端时,加载方案如图5(a)所示,得到的实验数据见表4。对数据进行处理后,得到2号芯棒头端压力-位移静刚度曲线如图5(b)所示。
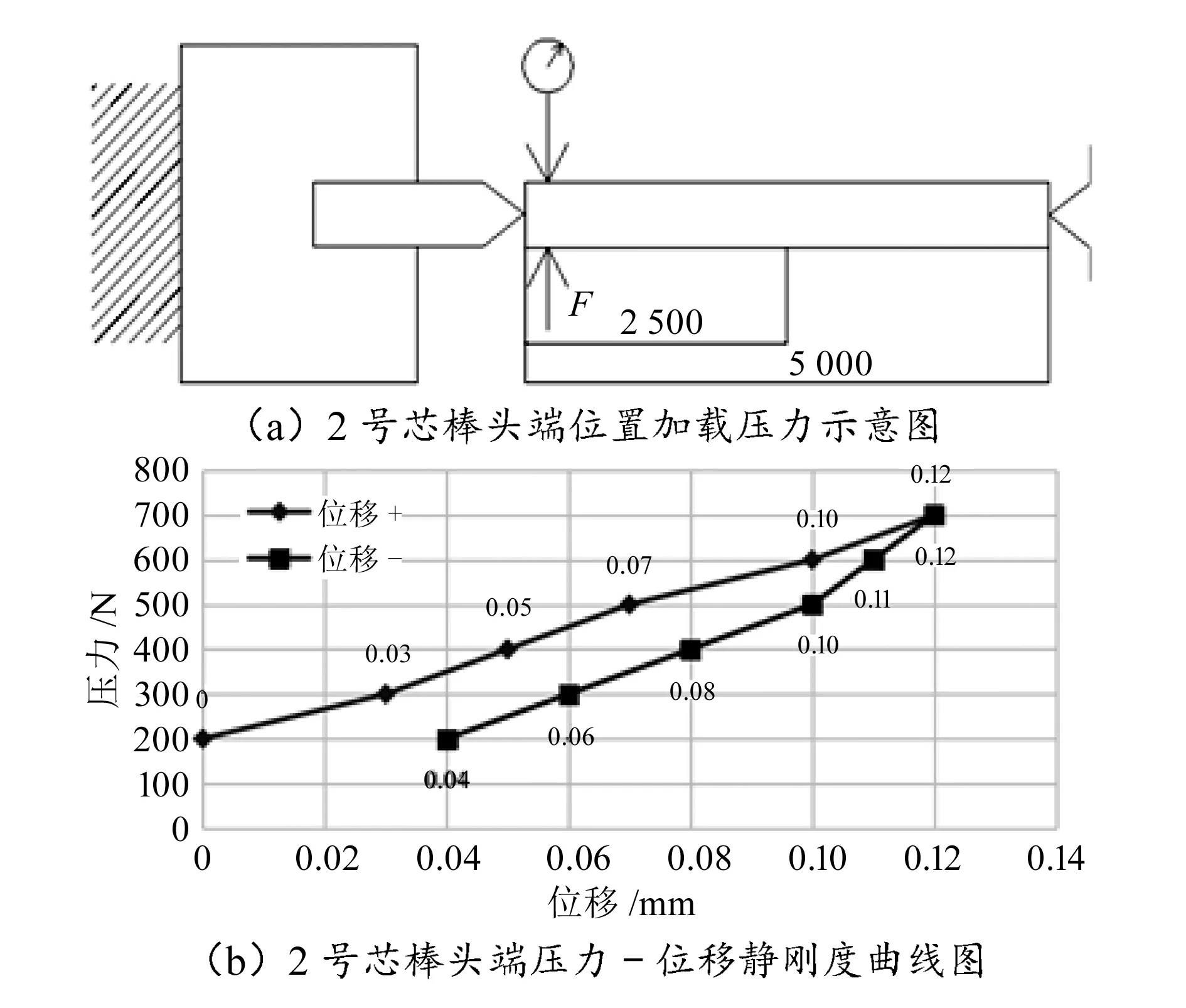
图5 2号芯棒头端位置加载压力实验
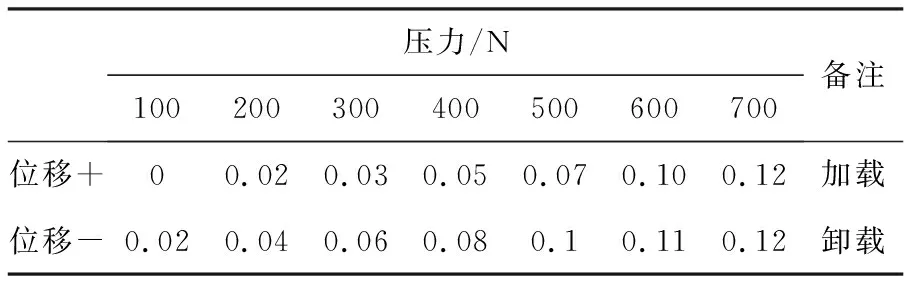
表4 2号芯棒(头端加载压力)头端位置位移mm
当压力加载位置在尾端顶尖处芯棒尾端时,加载方案如图6(a)所示,得到的实验数据见表5。对数据进行处理后,得到2号芯棒尾端压力-位移静刚度曲线如图6(b)所示。
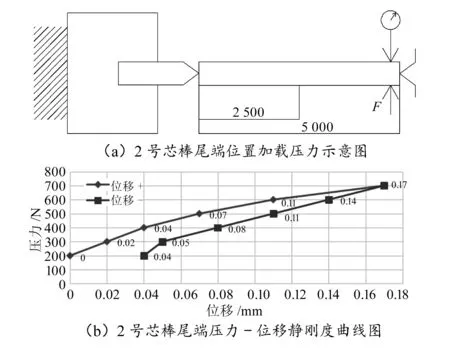
图6 2号芯棒尾端位置加载压力实验
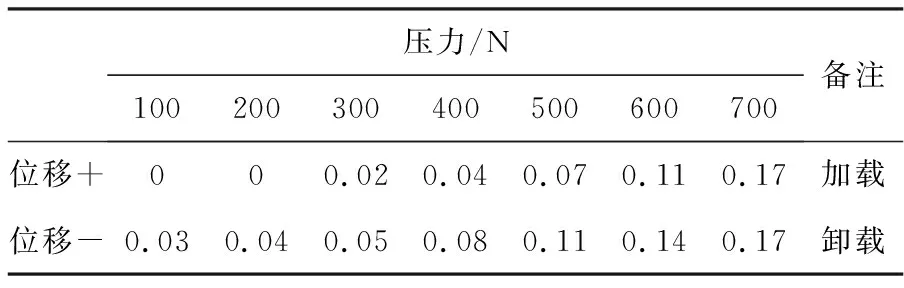
表5 2号芯棒(尾端加载压力)尾端位移mm
3 实验数据分析
以上两组实验的压力加载都是水平单向静加载,两组实验的不同之处在于第一组为悬臂梁,第二组为两端固定的简支梁。虽然支撑方法不同,但是数据分析结果均符合材料力学的相关理论:悬臂梁受力时,尾端位移最大;简支梁受力时,中间位移最大。通过分析可以发现:
1)1号芯棒为悬臂梁,压力加载位置距离固定支撑端越远,测量出的系统变形量越大,系统的刚度越差。符合悬臂梁典型的静刚度特性。
2)2号芯棒中心处的刚度明显比头部和尾部的刚度差。符合简支梁的静刚度特性。
3)对于简支梁,相同的力作用在头端和尾端,头端的变形比尾端变形小。实验数据说明,主轴的刚度比尾座的刚度稍高,可能是由于主轴的直径比尾座套筒的直径要大。
4)尽管1号芯棒(直径为60mm)较粗,但在作为悬臂梁的情况下其刚度要比作为两端支撑的简支梁2号芯棒(直径为40mm)的刚度还要小。
5)载荷相同时,加载压力后的位移点和压力卸载后的位移点不重合,存在着回程误差,由此说明系统可能存在间隙或塑形变形等。
6)两组实验数据均说明本文的研究对象C6136机床的刚度较差,已不能满足精加工的要求,符合该机床目前的实际情况,毕竟其已使用了25年且即将报废。
4 结论
本文以C6136机床为研究对象,采用单向加载的机床静刚度测量方法进行实验,根据实验数据结合材料力学理论进行分析,得到如下的结论:
1)根据实验数据获得的曲线图,可以看出压力与位移呈现近似正比的线性关系;加载和卸载时的位移点不重合,存在位移误差,其主要原因是系统各组成部分之间存在着间隙或塑性变形。
2)在两条芯棒不同处施加相同的力其变形的程度不一样,通过分析发现,悬臂梁的尾端及简支梁中心部位的刚度较差,但在相同的条件下,简支梁的刚度要明显高于悬臂梁的刚度。
3)C6136普通机床的静刚度要比想象中的低得多。该验证性实验对大学生理解机床的静刚度概念有一定帮助。
