一种汽轮发电机励磁机离心式风扇焊接工艺研究
2018-12-29雷居春
雷居春
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
汽轮发电机在运行过程中,发电机转速为3 000 r/min,风扇叶片与风扇大小环之间承受复杂的交变应力动载荷[1],因此对风扇强度要求较高。美国西屋、日本三菱等国际大公司的无刷励磁机离心式风扇均采用焊接方式[2]。我公司设计的70 MW汽轮发电机励磁机风扇也为焊接结构,其焊接空间狭小,风叶较薄,焊接容易产生变形,加之母材为80 kg级高强钢B780CF,焊后退火会大大降低材料的冲击韧性等性能,因此选用合适的焊接方法、材料及工艺显得尤为重要。
1 风扇结构简介
该型号励磁机风扇由1个风扇大环、1个风扇小环和20个风叶三部分组成。风叶按照一定角度均匀装配在大环与小环之间,通过焊接的方式进行连接,其中风扇外圆直径776 mm,高100 mm,风扇大、小环之间均匀分布着20个风扇叶。风扇叶之间最窄间距为65 mm,最大间距为120 mm,风扇叶高度为50 mm,焊缝最长为100 mm,产品结构见图1。
2 焊接方法的选择
在狭小空间进行高质量的焊接接头施焊是一件非常困难的事。针对该风扇结构特点,在充分考虑母材焊接性与空间可达性后,我们选择比较灵活的手工电弧焊进行焊接。

图1 产品结构图
3 材料的选用
3.1 母材
我公司设计的70 MW汽轮发电机励磁机风扇大环、小环和风叶均采用宝钢生产的80 kg级钢板B780CF,钢板的化学成分和力学性能见表1和表2。
3.2 焊接材料
3.2.1 评定试验焊条的选择
根据B780CF钢的特性,选择了2种不同厂家的进口焊条进行焊接试验,焊接材料的化学成分典型值见表3,力学性能典型值见表4。
3.2.2 焊接工艺评定试验
根据图纸要求,焊后需用热处理的方式消除残余应力,所以制定带有焊后热处理工艺的焊接工艺评定试验。按照ASME BPVC IX—2013焊接及钎接工艺评定标准要求,结合以前抗裂试验、热处理试验结果,对40 mm厚B780CF钢进行手工电弧焊(SMAW)工艺评定试验,试验结果见表5、表6。

表1 B780CF钢材化学成分(wt%)

表2 B780CF钢材力学性能

表3 焊接材料的化学成分典型值(wt%)

表4 焊接材料的力学性能标称值

表5 B780CF焊接工艺评定拉伸及弯曲试验结果

表6 B780CF焊接工艺评定低温冲击试验结果
3.3 焊条牌号的确定
按照ASME BPVC IX—2013进行焊接工艺评定试验,焊条TPhoenix 11018焊接接头力学性能完全满足母材要求,此牌号的焊条可用于该励磁机风扇的手工电弧焊焊接。
4 风扇主要装焊过程
4.1 风扇装配
(1) 将风扇大环水平放置于平台上并超平,安装风叶侧向上。
(2) 在风扇大环上按照图纸要求均匀划出每个叶片的位置线(图2所示),叶片采用两点定位法进行定位,按照划好的位置线将20个叶片装配到风扇大环上,并点焊固定,每个叶片与风扇大环点焊四点(叶片两侧各两点)。
(3) 叶片固定后将风扇小环装配至20个叶片上,调整好径向和水平尺寸后进行点焊固定,点焊方式同上,装配好的风扇见图3。

图2 风扇大环超平、划线

图3 装配后的风扇
4.2 风扇焊接
4.2.1 焊前准备
焊前清理焊缝及其周边30 mm以内母材表面油污等杂质,然后用火焰加热的方式对风扇进行预热,预热温度为80 ℃,达到预热温度后方可进行焊接。
4.2.2 焊接工艺过程
将装配好的风扇放置到平台上,采用圆周对称的方式进行焊接,即将20个风叶分为4组,先任意挑选一组进行焊接风叶与风扇大环、小环正反面共4条焊缝,每条焊缝先焊接一层(打底焊),尽量采用小电流施焊以减小热输入,防止变形,焊接参数见表7,风叶焊接示意图见图4,打底焊后的风扇见图5。

表7 焊接参数
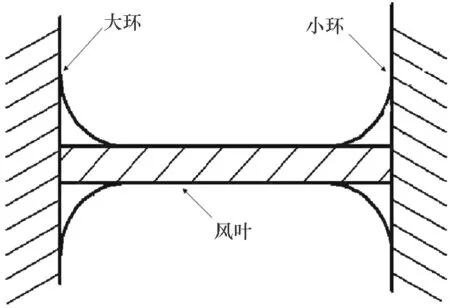
图4 风叶焊接示意图

图5 风扇打底焊
第一组5个风叶第一层焊道焊完后,开始焊接该组位置对称组焊缝,同样焊完第一层焊道后依次焊接剩余两组焊缝,直至完成所有焊缝的打底焊。打底焊结束后进行风扇尺寸复检,根据检查结果调整下一步的焊接顺序,原则上仍采用圆周对称焊接的方式将所有焊缝焊接至图纸要求焊角尺寸,最后再进行尺寸校检,保证后续有充足加工量后转下一道工序进行圆角打磨。
4.2.3 焊缝圆角打磨
风扇焊接完成后,需按图纸要求使用S40型风动砂轮机将所有焊缝磨圆角R8,并圆滑过渡。
4.3 风扇热处理
风扇焊后需热处理消除应力,因母材材料特殊性,焊接工艺评定制定了特殊的热处理工艺,将退火温度控制在550 ℃,避免热处理后降低材料的冲击韧性,具体的热处理参数见图6。
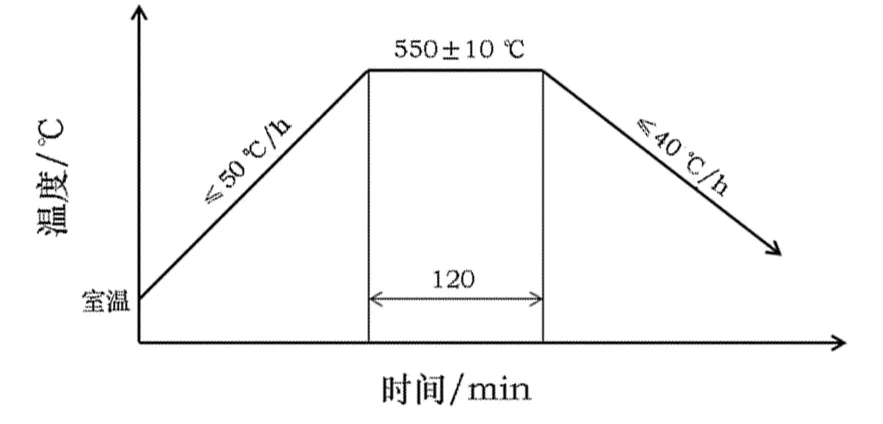
图6 热处理工艺曲线
4.4 探伤与缺陷修复
热处理后对所有焊缝做PT探伤,探伤标准按ASME锅炉及压力容器规范第VIII卷附录八执行,对局部缺陷按4.2.2进行焊接修复。
因母材厚度小于38 mm,根据ASME第VIII卷规定,局部修复后不需重新热处理,按要求打磨后探伤合格即可,同一焊缝补焊次数不宜超过两次。
5 结论
通过两种焊条的工艺评定对比试验,选择出符合图纸技术要求的焊接材料,并制定相应的焊接工艺;该励磁机风扇已在电厂平稳运行两年多,表明焊材的选择及焊接工艺的制定是正确的。
B780CF钢采用焊条焊接加焊后热处理工艺的成功应用,填补了我公司在该工艺方面的空白,为今后该类材料和产品的生产积累了宝贵的经验。
