蓝光扫描技术在冲压件质量提升中的应用
2018-12-28姜连财杨正新闫花敏
姜连财,杨正新,闫花敏
(一汽解放青岛汽车有限公司,山东 青岛 266000)
关键字:蓝光扫描;冲压件;质量
前言
随着汽车工业的发展,汽车车身整体尺寸的匹配质量要求越来越高,这就要求冲压件的尺寸精度越来越高,因此需要在冲压件的制造过程中进行高精度的检测。在有限的生产准备周期内,为了保证冲压件尺寸精度的提升,需要更快的测量速度,更高的测量精度。蓝光扫描技术可以快速准确的测得冲压件的完整数据,并进行数据的处理和评估。
1 蓝光扫描三维光学测量的原理
我公司使用的蓝光扫描仪扫描头由左右两个高分辨率的工业 CCD相机和光栅投影单元组成,采用结构光测量的方式,利用光栅投影单元将一组具有相位信息的光栅条纹投影到测量工件表面,左右两个高分辨率数码相机进行同步的测量,利用立体相机测量的原理,可以在极短的时间内获得物体表面高密度的三维数据。利用参考点拼接技术,将不同位置和角度的测量数据自动对齐,从而获得完整的扫描结果。
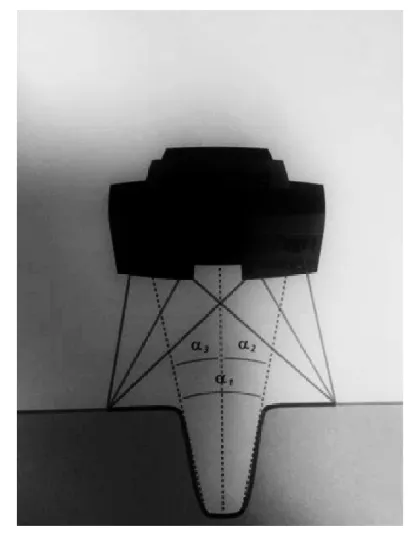
图1 蓝光扫描原理
2 蓝光扫描技术的特点
蓝光为单色光源,光源的波长为440-460nm(纳米),蓝光扫描技术采用细条蓝光,光源的波长更短,LED冷光源,光源能耗低,系统稳定性强,在图像采集过程中,可有效过滤周围环境光干扰。这种能量十足的光源,又有助于缩短测量时间。
3 蓝光扫描测量与传统测量方法的对比
蓝光扫描测量正在各个领域逐步取代传统的接触式测量系统,与传统的接触式测量方式相比,蓝光扫描测量以密集的点云形式记录下工件的整体表面,以便实施工件全面分析。传统的检具及三坐标测量设备一般仅针对一项参数检测,测量的范围较小,仅对局部的孔位、型面、修边特征进行检测,不能进行全尺寸检测,分析整体趋势。蓝光扫描测量与传统的检具检测相比,精度更高、测量速度更快。
4 蓝光扫描测量在冲压件质量提升中的应用
利用蓝光扫描仪对冲压件进行全形状和尺寸检测分析,以及完整的测量和检验报告,可以帮助提升冲压件的质量以及冲压工艺的优化。在模具的预验收阶段,对两个互相匹配的冲压件扫描数据使用电脑软件进行匹配,可以在实物匹配阶段之前,对冲压件的尺寸偏差对匹配的影响进行分析,提前对冲压件尺寸进行优化。
利用蓝光扫描仪对冲压件进行扫描,将扫描数据与三维数模进行对齐,三维数模未识别RPS点时可以采用预对齐的方式进行对齐,三维数模上已经识别RPS点的可以采用RPS对齐。
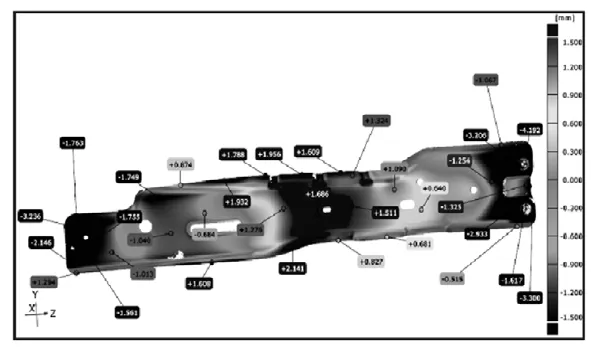
图2 蓝光扫描三维数据
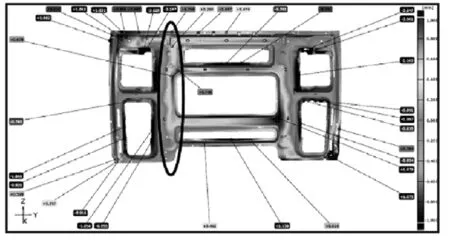
图3 蓝光扫描三维数据
完成对齐以后,利用专用软件计算出扫描数据点云中每个点与理论尺寸的偏差,由于蓝光扫描测量是以密集的点云形式记录下工件的整体表面,因此每个点的偏差密集排列形成彩图,零件的整体偏差趋势一目了然,避免了基于单点分析可能错过的重要数据。
图2与图3为两个互相匹配的冲压件三维扫描数据,通过和三维数模的对比,测量报告以彩图的形式展现,冲压件的整体偏差趋势清晰明了。图2冲压件的蓝光扫描数据,红色表示此处扫描数据型面外凸,蓝色表示此处扫描数据型面内凹,冲压件扫描面(搭接面)型面偏差整体趋势成拱形。图3冲压件与图2冲压件匹配位置(黑圈位置)型面偏差左侧内凹,下侧与右侧位置型面偏差符合要求。
将两个与三维数模对比处理完的扫描数据用软件进行装配,从装配图上可以看出,两个冲压件匹配后上端和下端搭接闪缝,间隙较大,焊接后存在焊点扭曲、焊点深的风险。装配后切割二维截面,对两个件的匹配间隙进行评估、分析,快速准确的测得两个冲压件之间的间隙和面差,查找问题来源,帮助确定冲压件尺寸整改、优化的方向。图2与图3冲压件匹配后间隙与图2冲压件扫描数据趋势吻合,可以确定需要整改的冲压件为图2冲压件,后续可以根据图2冲压件扫描数据进行分析、整改,提升冲压件质量,消除焊点扭曲、焊点深的风险。
5 结束语
随着工业的发展,有越来越多的测量数据需要处理和评估,而传统的测量方式无法满足现代化工业的需要。蓝光三维计量技术不但可以满足当前工业的需求,同时还能确保缩短开发时间、优化生产流程并提高工艺安全。未来,在蓝光扫描技术的逐步成熟下,取代传统测量方式,在汽车行业中的应用将越来越广。
