饲料生产智能化包装系统发展应用*
2018-12-26孙维峰蒋新跃
孙维峰,蒋新跃
(福建省农业机械化研究所,福州 福建 350005)
随着自动化、信息化和数字化技术的高度发展,智能化发展已经成为引领当今社会和生活的主流。饲料包装系统的发展也不例外,也紧随时代发展步伐,逐步向智能化方向迈进。
1 饲料包装系统的发展现状
包装工业的自动化约开始于上世纪90年代,发展至今,经历全机械式包装设备、自动化包装设备和完全电子化包装设备3个阶段。第一代全机械式包装设备通过配置的一台PLC(可编程控制器)控制逻辑功能驱动机械动力轴,完成包装相关工序动作,但是生产的产品单一化。随着产品趋于多样化,对设备提出更多灵活性要求,随之产生的第二代自动化包装设备则将较多的机械动力驱动由电子驱动系统来接管,但逻辑功能仍然采用PLC控制。随着社会对成套设备柔性要求的提高,电子运动功能逐步替代由PLC控制的逻辑功能,第三代完全电子化包装设备,通过先进的伺服控制技术,不仅能大大提高产量和提供更高效的设备柔性,而且还具有可以进行远程维护、与企业ERP/MES系统进行对接集成、对生产数据做出准确的评估等众多新特性。现代国际饲料工业采用的包装设备以自动供袋、自动套袋、自动计量、自动封包(缝包、覆胶纸带、折边、抽真空和封包)、自动检重和检金属(包括自动剔除系统)、自动压包、自动码包和自动覆盖PVC薄膜等系统自动化过程组合设备为主。
我国饲料工业的发展经历了萌芽、起步、快速发展3个阶段后,饲料加工机械从单机半自动化、单机自动化到整套设备系统自动化,取得了较大的发展和进步。饲料成品包装作为饲料加工的重要后道工序也取得了很大的发展。饲料加工中的包装系统主要由自动计量包装系统和封包系统组成,自动计量包装系统主要由喂料、称量、卸料、套袋和控制组成;封包系统主要由缝包、热封、输送和控制组成。目前自动计量包装系统和封包系统逐步由分工套袋向自动套袋方向发展,封包由人工向自动方向发展,由单个环节或动作自动趋于整套设备全自动。
2 饲料包装系统的组成及存在的问题
2.1 饲料包装系统的常用组成形式
2.1.1 2人一组套袋、封包系统
上袋、套袋和缝包等工序需要人工辅助完成,存在生产效率低、劳动强度大、工作环境差、安全性不够好等缺陷。目前一些小型饲料厂还采取这种方式进行包装生产(见图1)。
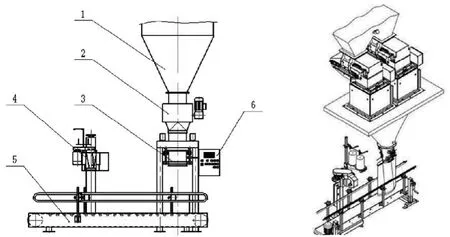
图1 人工套袋、封包系统组成
2.1.2 自动上袋、套袋、封包系统
相比较人工套袋、封包系统,实现上袋、套袋(夹袋)和封包(缝包)工序的自动化流程,很大程度提高了生产效率和操作的可靠性,同时减少了操作人员的劳动强度,改善了工作环境(见图2)。
2.1.3 典型连续自动包装机系统
从供袋上袋、套袋(夹袋)、称量灌包、袋口封装(缝包)、倒袋整形、检测重量、输送码垛系统等一整套流程全程自动化完成,整个过程控制采用数字化控制和管理,生产速度快,安全可靠。一般的连续自动包装一体机组成如图3-1和图3-2所示。
该系统通过程序控制对整个生产线工作过程进行自动控制,全程连续运转,具有故障报警、显示和自动连锁停机功能,根据客户需求,配备相应的通讯接口,可实现对生产线状况的实时监控、远程诊断和网络化管理等功能操作。目前,中大规模的饲料厂大都采用这种方式进行饲料包装生产,或者在原有半自动包装生产线的基础上进行全自动化包装生产线的改造和升级,码包系统大都升级采用以智能化机械手码包的形式进行码包作业。
2.2 饲料包装系统具备的功能及存在的问题
2.2.1 具备的功能
饲料包装系统作为饲料生产的最后一道关键工序,其包装的速度、高效性直接影响前面工序的生产和周期;包装环节的流畅性直接影响后续物流环节的工作;包装的精度、外观以及饲料各种信息的统计记录也影响后期产品的销售和售后服务。因此,生产厂家对包装环节的重视程度也日益提高。
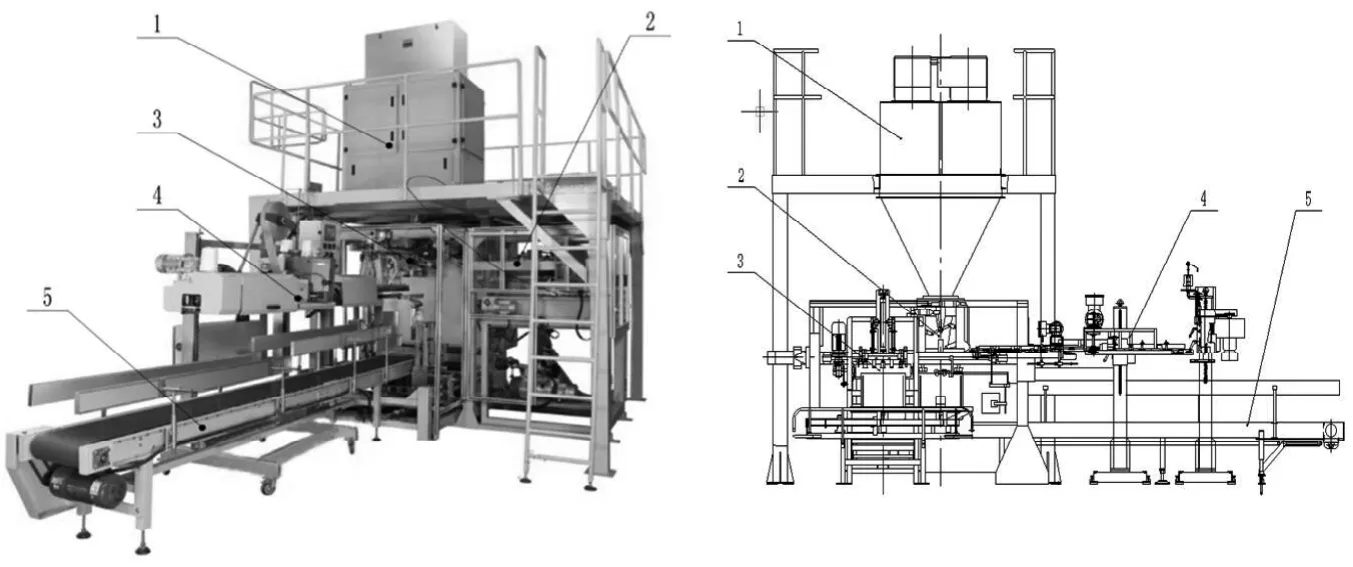
图2 自动上袋、套袋、封包系统组成
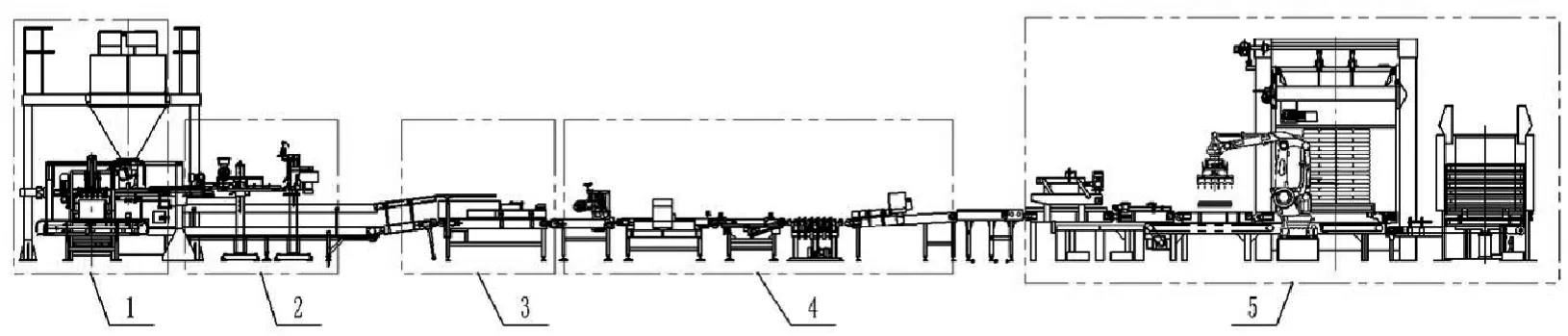
图3-1 全自动饲料包装一体机组成
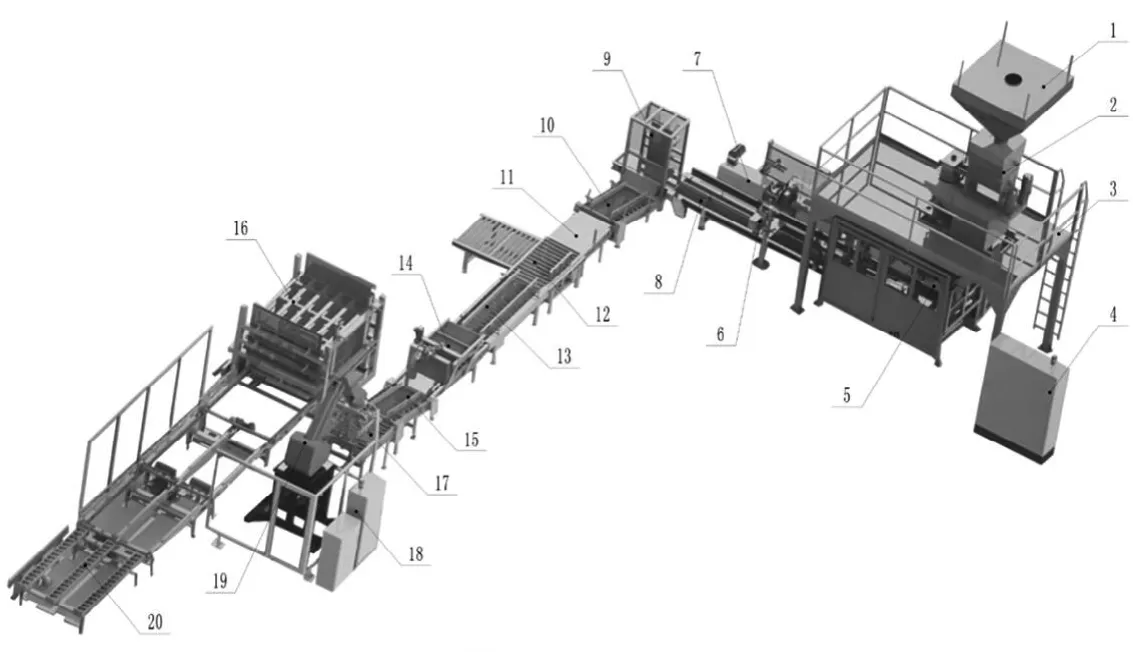
图3-2 某饲料厂现场生产使用全自动饲料包装一体机效果图图3 典型连续自动化饲料包装一体机
目前,大多数饲料厂家使用的全自动连续式包装生产线,主要解决的问题是:
⑴ 减少操作人员的数量,降低企业人工成本;
⑵ 包装环节的各个工序实现自动化、连续化,工人劳动强度降低,生产效率高,产能大大提高;
⑶ 饲料装包环节密封,粉尘泄漏得到抑制,生产环境得到很好改善,安全生产得到保障;
⑷ 生产线采用PLC程序控制,具有故障报警、各环节自动连锁停机、产能实时记录等功能,设备维护和生产统计管理变得清晰流畅;
⑸ 具备外部通讯接口,根据需求,可进行网络远程监控与诊断,生产现状信息可实时掌控,处理突发事件及时有效。
2.2.2 存在的问题
通过研究调查,大多数的饲料厂采用全自动包装线主要还是为了解决人工成本,提高产量产能,考虑的层面还停留在早期的生产观念(薄利多销,以量取胜)上。
调查研究发现,通常饲料厂现场使用的包装生产线存在以下问题:
⑴ 包装机的前端供袋机大多采用人工将堆叠好的包装袋放置到供袋机输送盘上,由输送盘输送到位后,等待上袋机构(真空吸盘结构)上袋。对于包装袋是否摆正、袋口边缘是否有折角,缺少包装袋位置矫正装置和包装袋口折角检测装置,将对后续的开袋、套袋和缝口工序产生影响。包装袋未摆正,可能导致套袋开口两边夹持的不平衡,袋口无法全部套在出料口上,灌包时物料从袋口处泄漏;袋口边缘有折角现象,缝合时折角处不能有效被缝合,会导致物料泄漏。饲料厂生产现场,通常要专门配备人员对包装袋口折角未缝合的包装产品进行挑选、剔除,以确保产品包装质量。
⑵ 电子称量秤部件未配置在线物料品种检验装置,存在包装与物料品种不匹配的风险。配备物料品种检验装置,可以将前段工序中错误的操作所产生的损失降低,将造成的不良后果杜绝在出厂之前,使影响范围缩到最小。
⑶ 视觉检测系统在饲料包装生产线中的应用很少,包装流程的多个环节可借助视觉检测系统提高包装效率和可靠性。比如,包装系统码垛前一工序可增加二维码扫描系统,记录包装物料的品名、生产日期及保质期、生产设备的编号、重量、生产厂家、饲喂范围、使用注意事项等信息,可供使用者查询参考和后期溯源。
⑷ 包装设备生产规格单一化,结构模块化和柔性不够。随着客户的需求多样化,饲料品种的针对性也越来越细化,这使包装多样化的要求也随之提高。针对不同饲料品种的包装工艺程序模块化,包装系统各个工艺环节的机械结构自适应调节能力,控制系统的参数匹配调节性能等有待进一步提高和改善。
⑸ 设备维护保养难度提高,专业维护人员紧缺。随着包装设备自动化程度的提高,对设备维护保养的知识要求也随之提高,维护人员的素质日显不足,专业综合型维护人员难求,一旦设备出现故障,只能求助于生产厂家,维护的成本加大、周期变长,突发故障不能得到有效及时的处理,生产受到一定程度的影响。
⑹ 现场包装设备运作管理混乱,缺乏系统优化管理。目前多数饲料厂配备多条包装生产线,设备的运作依靠现场生产管理人员来调度安排,生产能力的发挥十分依赖管理调度人员,设备利用率较低,不能得到充分发挥。
⑺ 大多饲料企业使用的包装设备都未配置网络通讯器材,无法实现设备远程监控和诊断功能,只有少数知名大规模饲料企业配置了监控室进行电脑实时监控操作,多数饲料生产厂家还处于现场单机触摸屏操作,甚至于一些小型饲料厂还使用传统的按钮式操作方式。
3 智能化的特点及饲料包装系统智能化发展前景
智能化系统,指的是由现代通信与信息技术、计算机网络技术、行业技术、智能控制技术汇集而成的针对某一个方面的应用的智能集合,主要是解决“人、机械、IT之间的合作”问题。智能化系统涵盖了智能产线设计、可视化、MES应用、SCADA(数据采集与监控)技术、质量缺陷分析、设备可维护性分析等技术领域。生产现场是企业运营管理的核心,智能化生产就是以现场为起点,经营改善为目标,通过“人、机械、IT”三者的互通合作,灵活运用生产现场的智能产线,实现整个企业的TOC(Total Cost of Ownership总体拥有成本)成本削减,以提升企业市场价值和市场竞争力。反之,做好企业生产现场的“可视化、可分析性、可改善性”,解决企业所关心的生产效率、成本和能耗等关键问题,才能实现企业智能化的转变。
3.1 智能化生产及智能化产线的特点
智能化生产控制系统可以简单理解为“数据化+AI(Artificial Intelligence人工智能)”,即以现场智能设备为基础,基于各种多源工业生产数据的实时采集,通过MES(制造执行系统manufacturing execution system)等分析、判断和决策,提供最优解决方案,控制各生产设备进行协同工作,实现智能化生产。其结构框架如图4所示。
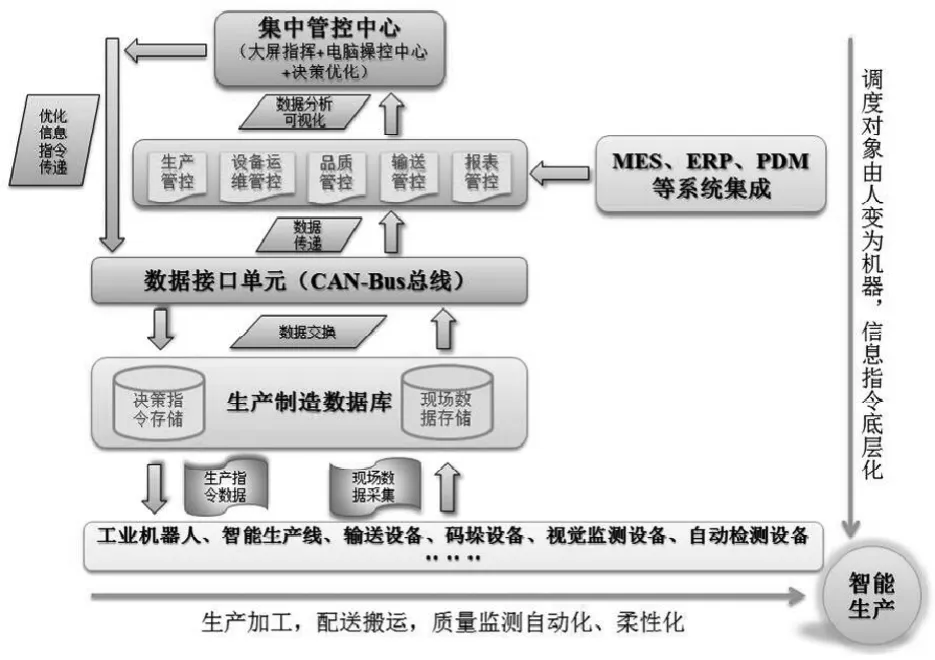
图4 智能化生产控制框架图
衡量一个企业的能力首先是从生产设备开始考量,生产设备的先进程度直接影响到其在业界的影响力,产品质量的好坏通常与生产设备的先进程度有着直接关系。同样,企业实现智能化生产,首先要以智能化生产设备作为基础。智能化设备主要组成部分是:智能控制器(设备的大脑);工业机器人(设备的动作执行者);伺服电机(设备动力的肌肉);传感器(设备的触觉);变频器(设备的交换器);电磁阀(设备的开关);工业相机(设备的眼睛);仪器仪表(设备的调节系统);自动化软件(设备的心脏);控制柜(设备的中枢系统)。智能化设备一般具有以下几个特点:生产高速自动化和柔性化;准确的感知能力;数据采集和在线检测能力;生产质量管理和设备管理能力;设备联网能力(实现M2M,即Machine-to-Machine/Man);生产状况可视化管理(监控及指挥系统)等。
3.2 智能化包装系统技术在饲料生产上的应用展望
国内饲料生产企业大多采用的饲料包装设备还是半自动生产线,少部分企业已经采用了自动化生产一体机,后端码垛普遍都采用了工业机械手码垛,但整体产线没有形成智能包装体系,实现智能化包装生产和控制还有很大潜力可以挖掘和改善。下面就饲料包装生产线智能化改善和应用的前景进行浅析。
3.2.1 开口袋上袋、装袋环节设备机构的创新应用
瑞士布勒集团的新型MWPG全自动包装机具有带位置自动矫正机构;装袋口采用新型的螺旋进料装置,实现无粉尘装袋并压实;根据产能需求,可轻松实现双工位模块组合,扩大产能。如图5所示。
加拿大博泰集团生产的PTR-1030系列机器人开口袋装袋机(如图6),使用两个FANUC柔性机械手,分别用于空包装袋的上袋和控制填装好的包装袋与自动封包(缝包)机进行对接。
美国哈默-费希贝恩(Hamer-Fischbein)公司的1800 RBH自动装袋系统(如图7),通过机械手实现自动填装好的包装袋到缝口机的转移。

图5 瑞士布勒新型MWPG 全自动包装机

图6 加拿大博泰PTR-1030系列机器人开口袋装袋机

图7 Hamer-Fischbein1800 RBH自动装袋机构
3.2.2 物料在线检测系统
通过NIR智能传感器配以视觉检测系统,快速对物料品质信息进行在线检测,实时监测物料品质变化,保障产品质量。
3.2.3 包装质量检测及产品信息采集系统
基于物联网技术通过视觉系统对包装袋口的封装进行实时监控,确保袋口封装质量无泄漏;通过射频技术进行条码或二维码扫描,实时采集物料品种、重量、生产日期、生产线编号等数据信息并进行存储,实现生产过程全程可追踪,为溯源提供数据支持;通过现场看板系统可实时显示包装线运行状态、产品类别信息、实时产能信息、废品数量信息等。
3.2.4 MES系统
制造执行系统(manufacturing execution system)是连接企业资源计划系统与现场生产数据的核心中间环节,将计划层的ERP、WMS、SCM、BOM等数据信息根据现场控制层的需求进行优化整合并传递;同时,生产现场的实时生产状况数据通过MES系统再向上层进行数据反馈,形成闭环生产过程系统(如图8)。MES系统可实现对现场生产设备的管理、过程管理、质量管理、物料追踪管理、生产数据采集及分析等一系列工作(如图9)。MES系统通过对现场生产设备各生产数据的采集分析处理,实时监测设备的运转状态及利用率,根据生产任务的变化,进行设备运转优化处理,提高设备利用率,可快速灵活响应生产的需求。通过MES系统可检测设备故障并进行报警,通过故障数据分析可提供故障诊断建议,指导维修人员快速解决设备故障,及时恢复生产,缩短维修周期。
图9所示是典型的智能产线生产应用场景,涵盖了产线智能化系统应用的各个环
3.2.5 码垛系统更具柔性化
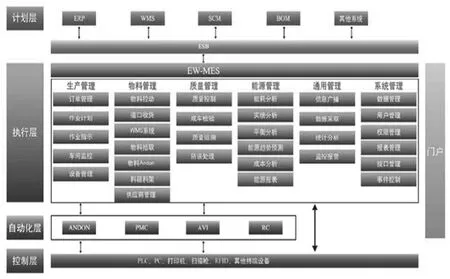
图8 MES系统管理平台框架
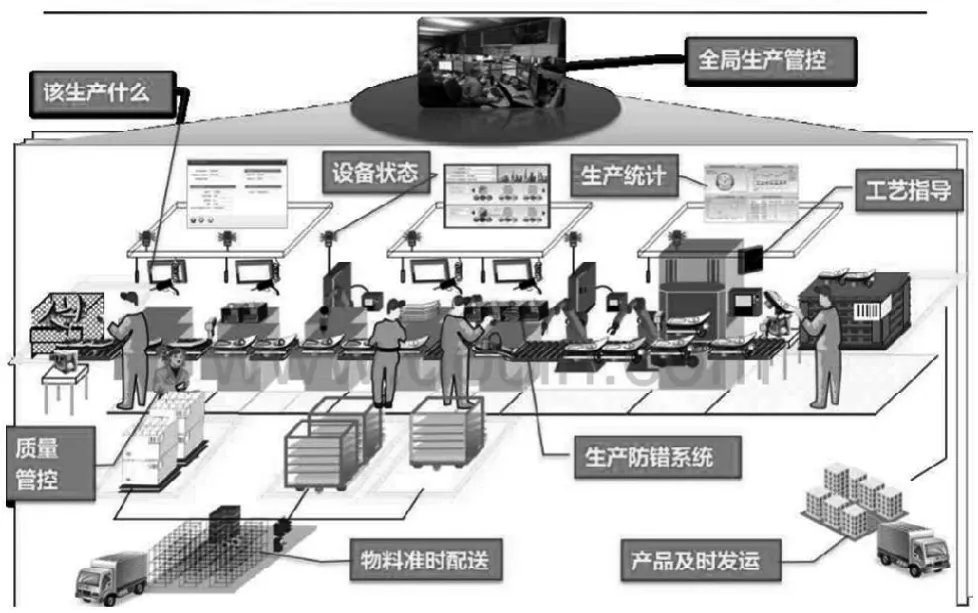
图9 智能产线典型应用场景
码垛机械手安装视觉系统检测物料位置摆放状况,预防物料摆放偏移,及时给予修正,避免坍塌事故发生;根据包装袋大小及重量,自动在备件库中选择合适的手抓配件进行更换、码包,可适应多种规格包装袋的抓取码包工作。
4 结束语
综上所述,为了满足人们越来越多样化和个性化的需求,企业竞争也是非常激烈,通过智能化升级生产设备等相关生产要素,可以有效解决企业生产效率和成本控制等问题,同时可以使企业对市场多样化需求做出快速响应,在短周期内推出高品质产品,迅速占领市场,提高企业竞争力。总之,智能化发展是企业发展的趋势,也是传统单一生产模式向“生产+服务”模式转变的必由之路。
