基于Android的挤出机无线监控系统设计与实现
2018-12-26,,
, ,
(1.华南理工大学聚合物新型成型装备国家工程研究中心,广东 广州 510640; 2.华南理工大学聚合物成型加工工程教育部重点实验室,广东 广州 510640)
0 引言
随着工业互联网技术的不断发展,塑料生产企业生产自动化水平进一步提高,越来越多的塑料生产企业引进了集中监控系统[1-2]。由于基于PC或服务器的集中监控系统,其搭建成本昂贵,搭建过程较为复杂。许多中小企业依然采用人工巡视的方式监控设备的生产状态。
为了解决中小塑料生产企业挤出机生产时采用人工巡视而导致的监控效率低,发现问题不及时的情况。采用Android系统为开发平台,开发一款能与西门子S7-1200PLC通讯的无线控制软件,结合工业路由器和S7-1200PLC,构建一个挤出机无线监控系统。该系统通过移动终端人机界面与人交互,实现对多台挤出机实时工作参数的在线监控。
1 挤出机无线监控系统的整体架构
挤出机电机的启停和转速是由变频器控制的,机筒的加热和冷却则是由温控模块根据设定温度与当前温度进行调控的,而部分报警功能则是通过PLC控制继电器的通断实现的。挤出机的控制系统中,PLC作为核心,它通过与变频器、温控模块和继电器等的连接,获取挤出机运行的各项所需参数,并对挤出机的可设置参数进行修改。移动终端作为挤出机无线监控器运行监控软件,通过WiFi无线网络与S7-1200PLC建立通讯,从PLC中读取要监控的挤出机的各项参数,如电机转速、机筒温度和熔体压力等。并且根据用户操作向PLC发出更改参数或运动控制指令,PLC接收到指令后控制其子控制器完成相应动作。如上所述,挤出机无线监控系统整体结构如图1所示。
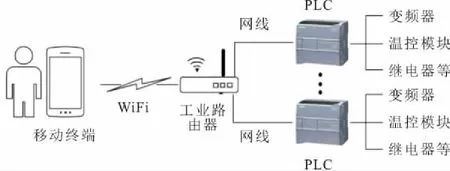
图1 无线监控系统
整个无线监控系统主要分为3个部分:下位机控制部分、局域网通信部分和移动端监控部分。下位机控制部分主要是通过编写PLC程序,使PLC能通过指令对设备进行控制,且能将设备的特征参数采集上来,保存到指定寄存器中。局域网通信部分主要包括通过工业路由器,将移动终端和多台挤出机的PLC接入到同一个局域网内,使得移动终端能和多台挤出机实现稳定的通信。移动端监控部分主要包括与PLC建立连接后,从PLC指定寄存器中获取当前被监控挤出机的实时工作参数,并将用户更改参数的指令发送给PLC,完成参数的更改或设定,同时保存参数更改的历史信息。挤出机无线监控系统整体架构如图2所示。
图2中,首先通过工业路由器,将移动终端和挤出机的S7-1200PLC配置到同一局域网。用户打开移动终端监控软件,首先与PLC建立通信,一旦建立通信,软件便会自动向PLC发送请求指令,读取挤出机当前的各项参数到显示界面,使用户能够监视当前挤出机的各项主要运行参数。当用户在操作界面更改可设定参数时,软件接收到操作响应,向PLC发送相应数据或指令,PLC接收到指令或数据后对相应寄存器或开关变量进行更改,从而控制变频器、温控模块或继电器,进而控制挤出机的运行状态。
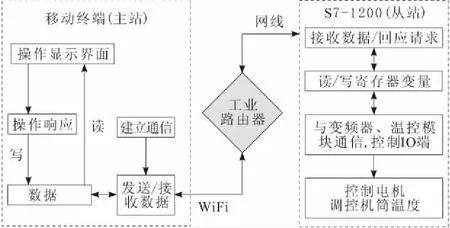
图2 无线监控系统整体架构
2 挤出机无线监控系统的设计
2.1 系统硬件平台设计
本课题需要用到的设备和硬件:多台以S7-1200 PLC为控制核心的挤出机、工业路由器和1台Android移动终端。硬件连接方案:通过双绞线,把挤出机中PLC的以太网接口和工业路由器的LAN口连接起来,对多台挤出机进行组网。工业路由器拟采用AP模式(接入点模式),放射WiFi热点, Android移动终端接入路由器的WiFi热点。Android手机应用和PLC通过Modbus TCP/IP协议进行通信[3-4]。
2.2 系统软件部分设计
Android系统是Google公司发布的基于Linux内核的开源操作系统。Android应用程序的开发工具有很多,通常使用Eclipse或者Android Studio作为应用开发环境[5]。相比Eclipse,Android Studio的功能更加强大,具有构建程序界面方便,打印信息更加详细,智能识别更强大等特点。因此,移动终端的软件开发选用对开发者更友好的Android Studio作为开发工具。
移动终端的APP需要以下几个功能:通讯设置功能、数据写入功能、数据自动更新功能和查看监控历史记录功能。其中,通讯设置功能通过在APP中输入目标PLC的IP地址,便能使移动终端和PLC实现通信连接;数据写入功能主要是通过移动终端的APP能往PLC中特定的寄存器写入数值,并能在APP的数据操作显示界面中显示写入的值;数据自动更新功能则使APP能实时地读取PLC中特定寄存器的值,并在界面中显示实时数值;查看监控历史记录功能则是为了方便查看何时对挤出机的哪些参数进行了更改,对挤出机的运行参数做一个记录。监控APP软件的功能如图3所示。
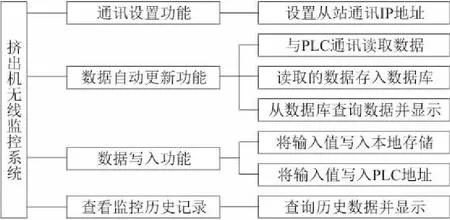
图3 软件功能模块
S7-1200PLC的程序则由西门子PLC专用编程软件博途TIA V14编写。首先,对PLC的IP地址进行配置,使其与工业路由器的IP地址位于同一网段内。然后,编写PLC程序对挤出机工作时的各项参数进行读取,并将其保存到指定的寄存器中。且PLC程序还能通过写入数据到指定寄存器,并将该数据发送到子控制系统,进而改变挤出机的运行状态。最后,通过在PLC的启动块中设置Modbus_server功能模块,将PLC设置为可被外部设备访问的从站,移动终端的APP根据PLC程序中指定的寄存器地址,便能实现对指定变量的读写。
3 挤出机无线监控系统的实现
挤出机无线监控系统首先配置工业路由器,使移动终端和S7-1200PLC能接入并实现通信。工业路由器和家用路由器一样,是用于连接2个或超过2个的设备接入网络的设备器件。工业路由器其实就是功能更加强大,性能更为稳定的路由器。 其高性能高主频处理器使其网络有更大的辐射范围,而其工业级的做工则让它能在较恶劣的工业环境中长时间使用不出现问题。无线监控系统中将工业路由器配置成为AP模式。在这种模式下,无线网络得到扩充,无线和有线网络可以并存。进入路由器设置界面,将路由器IP设置为192.168.2.1, WiFi命名为“C”,并对其进行加密。
挤出机S7-1200PLC的系统控制程序在博途TIA V14中采用梯形图的方式编写,使用MB_COMM_LOAD_DB功能块,以及MB_MASTER_DB功能块与变频器和温控模块建立通信,设置开关变量控制电机和加热冷却系统的启停。创建DB数据块,为挤出机待设定变量和状态变量指定数据存储的寄存器。接着,通过逻辑编程,实现整个挤出机的功能控制。最后,创建MB_SERVER_DB功能块,将PLC设置为从站,使其能被处于同一网段的移动终端访问。
智能终端无线监控软件是在Android开发平台的基础上进行软件实现的。开发环境需要安装Android Studio,Java JDK,Android SDK,NDK等[6]。该软件是用Java语言编写的,为了实现和相关设备进行基于Modbus协议的通信,需要在Modbus组织的官网上下载Jamod库[7],该库提供了Modbus通信中每种不同类型所需的类,如表1所示。
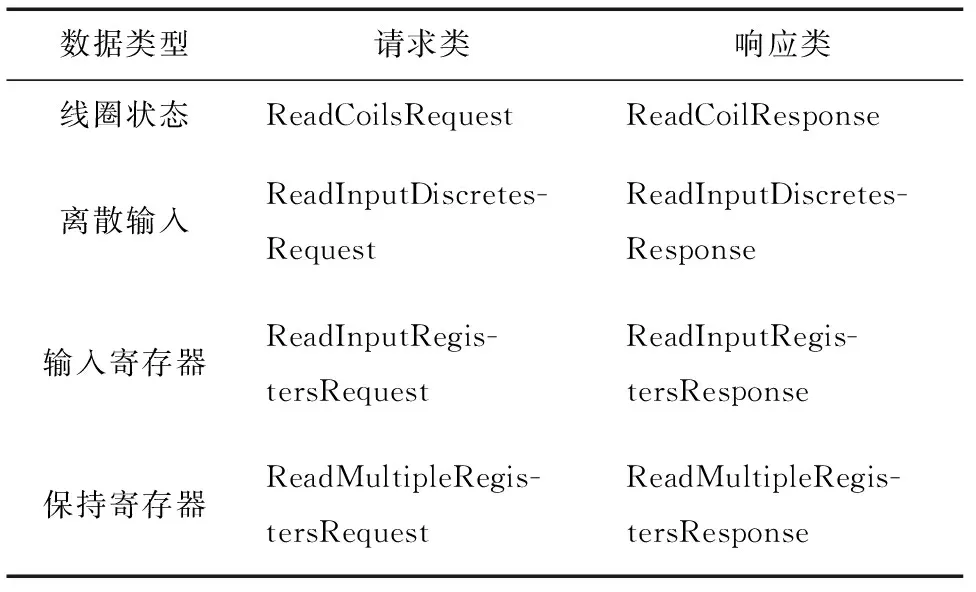
表1 Jamod提供的操作类
在挤出机无线监控系统中,通信部分主要在后台运行,不和用户进行交互服务,因此采用Android的服务(Service)来实现[8]。在手机监控软件的数据显示页面设置开关按钮,用以启动服务和停止服务,相对应于功能上的开启监控和停止监控。开启服务后,启动定时器,每隔2 s,后台服务执行读取PLC特定寄存器的代码,将读取数据写入数据库,并将其显示到监控界面。通过每隔2 s读取1次挤出机运行状态的数据,完成对挤出机的实时监测。其流程如图4a所示。
为了实现对挤出机的控制,使用EditText控件,获取用户输入的值,并且通过建立和挤出机PLC的Modbus TCP通信,将读取的值直接写入特定的保持寄存器、线圈或者输入寄存器,从而改变预设温度、电机转速等参数,以完成对挤出机的控制。数据写入功能的流程如图4b 所示。
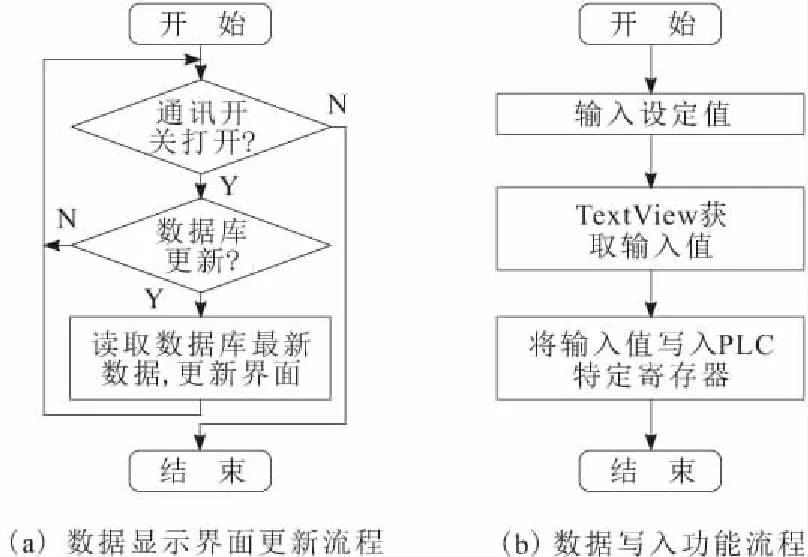
图4 软件监控流程
查看监控历史记录功能,系统软件采用了数据库记录数据,再从数据库中读取数据来更新数据显示界面,除了方便活动和服务的数据交换,还有另外一个重要原因是,要对采集的数据进行记录。在历史记录界面,可以通过选取合适的时间段来指定显示的需要查找的历史记录。
4 挤出机无线监控系统的测试
根据系统的设计和实现流程,选用3台以S7-1200PLC为下位机控制器的挤出机、1部Android系统手机和1台工业路由器,搭建挤出机无线监控系统。
打开移动端监控APP,对其中1台挤出机进行监控,对比挤出机触摸屏控制面板可以看到,移动监控界面可以实时地读取挤出机的温度、电流和转速等参数。并能对挤出机的运行参数进行更改设定。挤出机无线监控效果如图5所示。切换其他挤出机监控界面,监测效果相同。通过以上测试可知,本文所提出的基于Android的挤出机无线监控系统搭建简单,易于操作,整体功能完好。
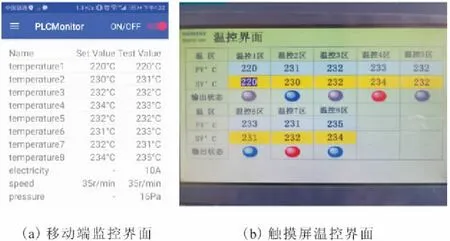
图5 系统整体测试监控数据
5 结束语
基于Android和WiFi技术开发了一套挤出机无线监控系统。该系统的监控界面运行在移动终端上,利用WiFi便能和正在运行的多台挤出机进行通信,并对多台挤出机进行监控。经过实验测试表明,该挤出机无线监控系统监控不仅实时性好、稳定,而且大大提高了挤出机生产过程中的监控效率。随着工业控制技术的发展和设备制造技术的不断进步,基于移动端的无线监控在未来的自动化生产中会越来越普遍。