变色木材高效脱色剂及脱色工艺参数优选1)
2018-12-21许雅雅常德龙胡伟华黄文豪张云岭谢青
许雅雅 常德龙 胡伟华 黄文豪 张云岭 谢青
(国家林业局泡桐研究开发中心,郑州,450003)
物体颜色是决定消费者印象最重要的因素,也是产品生产与设计中最生动、最活跃的因素[1]。随着我国社会经济的发展和人民生活水平的提高,人们对色彩美观的高档木制品的需求越来越迫切。自从我国对天然林禁伐以来,天然林木材供应日渐稀少,取而代之的是大量的人工林木材。常见的有东北地区主要速生用材樟子松、南方的杉木、北方的杨树、热带树种橡胶木、亚热带常绿树种香樟木以及长江及黄河流域的泡桐等[2-7]。这些人工林木材生长快,生长周期短,成材早,与天然林木材相比,其材质较疏松,材色不均,色调晦暗,在木材加工储存过程中易发生变色,污染等,从而降低了木材的出材率和利用率[8]。
木材颜色也是评价木材质量的重要指标之一[9]434-476。木材变色使木材材面或木材产品表面颜色不均匀,深浅不一,大幅度减少木材表面美观、自然的视觉效果,严重影响消费者选购产品的心理取向,降低产品的商品价值和产品价格[10]。针对木材变色防治问题,各国学者相继进行了研究,取得了一定的成果[8,11-15]。Levitin et al.发现变色材中的多酚类物质的含量也很高,而且在细胞壁中凝结的多酚类物质不容易用溶剂或漂白剂除掉[15]。常德龙等配置了环保型木材脱色剂TSBL,对薄木生产中的蓝变木材进行漂白,取得了良好的效果[11],但厚木脱色并未涉及。厚木脱色因受木材渗透性的影响,脱色难,脱色深度有限,脱色不均匀、时间长,现有薄木脱色技术不能满足生产上厚木脱色工艺要求,要在脱色效率上有进一步的提高,需研究确定更为高效的脱色剂及脱色工艺参数。本研究采用加工中常用的微薄木加工用木材橡胶木、泡桐、樟子松、香樟木等材种的变色木材[2,11,16-20]进行实验,结合以往的木材变色防治成果[12-13,21-22],脱色剂除采用生产上常用的H2O2,还设置了TSBL和NaHSO3,同时考虑脱色剂质量分数、温度、pH值等参数,进行优选;并首度将真空处理和加压处理用于木材脱色中,以期在厚木脱色的脱色深度、脱色时间和脱色速率上,取得突破和提高。
1 材料与方法
橡胶木(Heveaspuceana),采自海南,木材已发生红色变色。泡桐(Paulowniaelongata),采自河南省兰考县固阳镇。椿木(AilanthusaltissimaSwingleh),采自河南省漯河木材市场,已发生蓝色变色。香樟木(Cinnamonumcamphora(L.)),采自山东菏泽庄寨木材市场,产地湖南益阳。
脱色剂采用前期优选的亚硫酸氢钠、双氧水和TSBL脱色剂,所需化学试剂均为化学纯,在试剂商店购买。其中TSBL脱色剂按照m(氯氧化剂)∶m(活化剂)∶m(表面活性剂)∶m(EDTA辅助试剂)=(1~20)∶(1~20)∶(0.01~1.00)∶(0.05~1.00)进行配制,其中主成分为含氯氧化剂。
双氧水,工业级,郑州生产。
正交试验材料,是将4种发生严重蓝变木材制成尺寸为50 mm×50 mm×20 mm试件,每个处理5块,进行脱色剂与工艺条件优选;然后,再进行脱色对比试验,是从同一树种的木材锯解一块试样进行脱色对照试验,多次重复。
采用柯尼卡美能达Cr-400色彩色差计对试件进行测试。测定木材不同层面白度(W)。
正交试验设计:分别将脱色剂类型(A)、处理剂质量分数(B)、处理温度(C)及pH值(D)作为影响因子,每个因子设定3个水平,考虑交互作用,选择正交表L27(313)安排脱色试验,每个处理试验6片木片,测定木材表面白度(W),5次重复,综合研究分析各影响因子。
压力对脱色效果测定:①木材加入真空加压罐中,抽真空30 min,加压脱色5 h,将其它工艺参数设为最优,采用0、0.1、0.4、0.7、1.0、1.3、1.6 MPa不同压力进行实验,观测木材脱色深度。②设定TSBL质量分数分别为0.5%、1.0%、3.0%、5.0%,保持pH值不变,常温常压下处理10 h,观察木片脱色效果。③设定不同温度梯度25、40、50、60 ℃,使用相同质量分数的TSBL为脱色剂,保持pH值为6,处理5 h,观察木材脱色效果。④设定相同质量分数的TSBL脱色剂,pH值为5.5、6.0、7.0、8.0,常温常压下处理10 h,观测木材脱色效果。
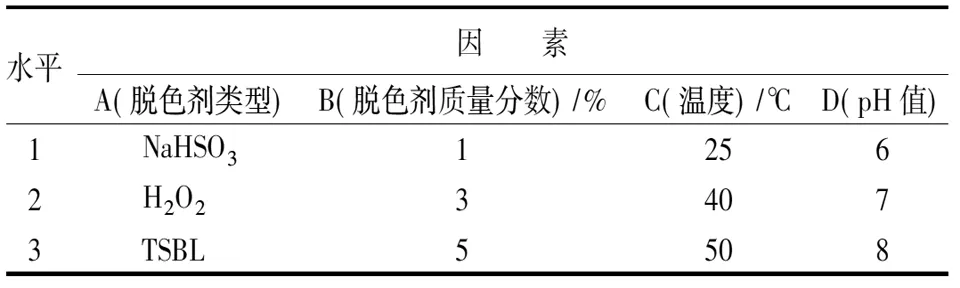
表1 脱色正交试验因素水平
2 结果与分析
2.1 脱色影响因素
从表2中得知,A×D的交互作用对脱色效果的影响最大,达到极显著水平,可见不同的pH值水平使不同类型的脱色剂产生的差异是不同的。这是因为各类脱色剂自身性质不同,NaHSO3的水溶液呈酸性,具有强还原性,而H2O2是强氧化剂,其在碱性介质中作用更强,TSBL为含氯氧化剂,其在酸性条件下才能释放有效氯,不同类型脱色剂的脱色环境中所需pH值不同。此外,A、B、D各因素的影响也达到了极显著水平。对比实验也表明,5%的TSBL药剂的脱色效果理想,比低质量分数的效果好;pH值达到一定条件后,脱色反应才能进行,对反应起到引发和促进的作用。C和B×C的交互作用的影响也达到显著水平,脱色反应为吸热的氧化还原反应,因此反应温度直接影响脱色反应效果;当处理温度和药剂质量分数均达到一定程度,可以达到理想的脱色效果。

表2 正交试验结果方差分析
注:F2,14(0.10)=2.73,F4,14(0.10)=2.39,F2,14(0.05)=3.74,F4,14(0.05)=3.11,F2,14(0.01)=6.51,F4,14(0.01)=5.04;*表示显著,** 表示极显著。
从表3可以看出,4因素分别以A3、B3、C3、D1水平为好。表4、表5表明,交互作用中,以A3×D1组合、B3×C3组合为最好。综合各因素及交互作用的影响,得到的最佳方案为A3B3C3D1,即脱色剂为TSBL,质量分数5%,温度60 ℃,pH值为6时脱色效果最好。
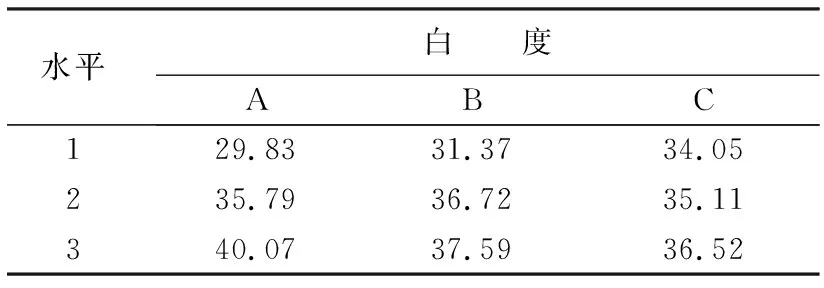
表3 各因素不同水平对白度的影响
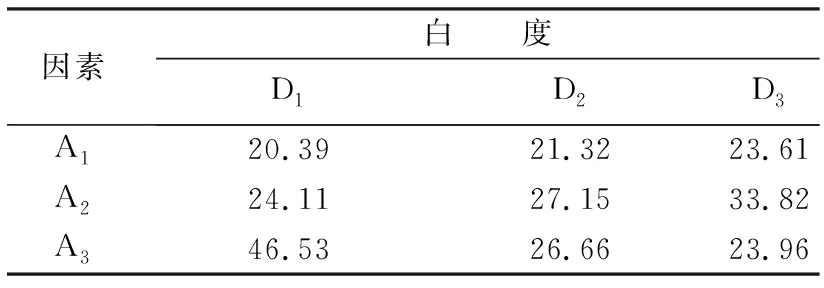
表4 A×D交互作用对白度的影响
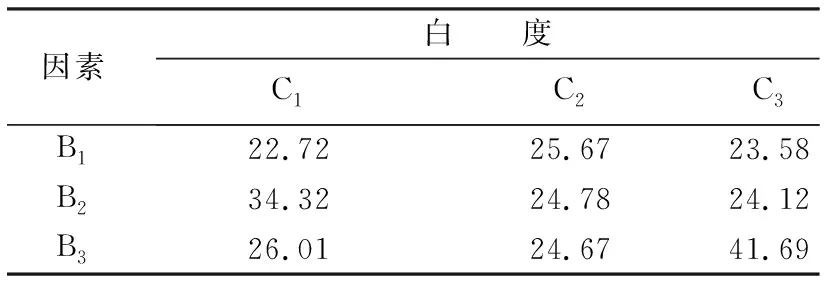
表5 B×C交互作用对白度的影响
2.2 压力对脱色深度的影响
从图1—图4可以看出,压力对脱色深度影响明显,虽不是呈绝对的正相关,但脱色深度随压力的增大而增大。在本实验条件下,随着压力增大到1.6 MPa,橡胶木、椿木和香樟木径向和弦向脱色深度均增加超过14 mm,椿木和香樟木的径向脱色深度增加了16.6 mm,而泡桐虽渗透性欠佳,但其玄向和径向渗透深度也都在1 mm的基础上分别增加到了7.7、8.7 mm。分析其原因主要是压力使侵填体遭到了破坏[23],打通了木材内部原本被侵填体堵塞的通道,提高了木材渗透性。其次,加压使脱色剂更快速更直接地渗透导管、木纤维等纵向组织,并且打通部分闭塞纹孔[24],使导管间,导管和木纤维间,木纤维间,导管、木纤维和薄壁组织间借助于纹孔相沟通的横向组织有机连接起来,有效提高木材渗透性,从而增加脱色剂渗透深度,达到更好的脱色效果。
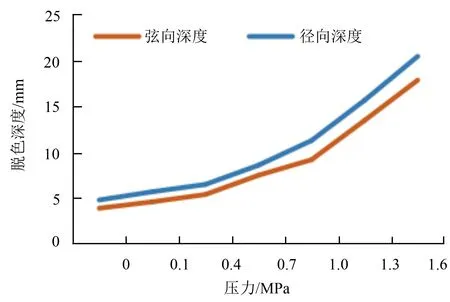
图1 压力对橡胶木木材脱色深度的影响
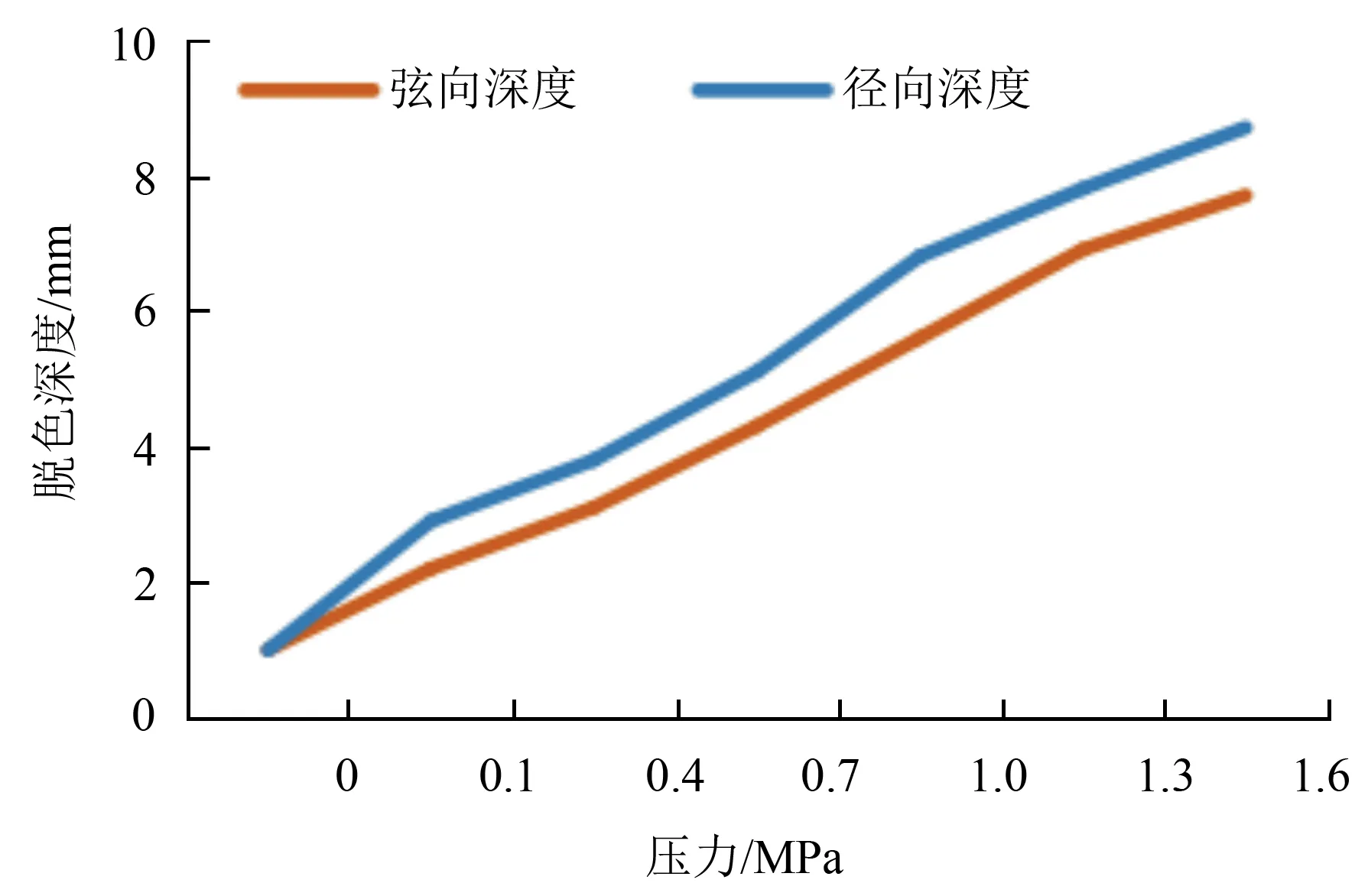
图2 压力对泡桐木材脱色深度的影响
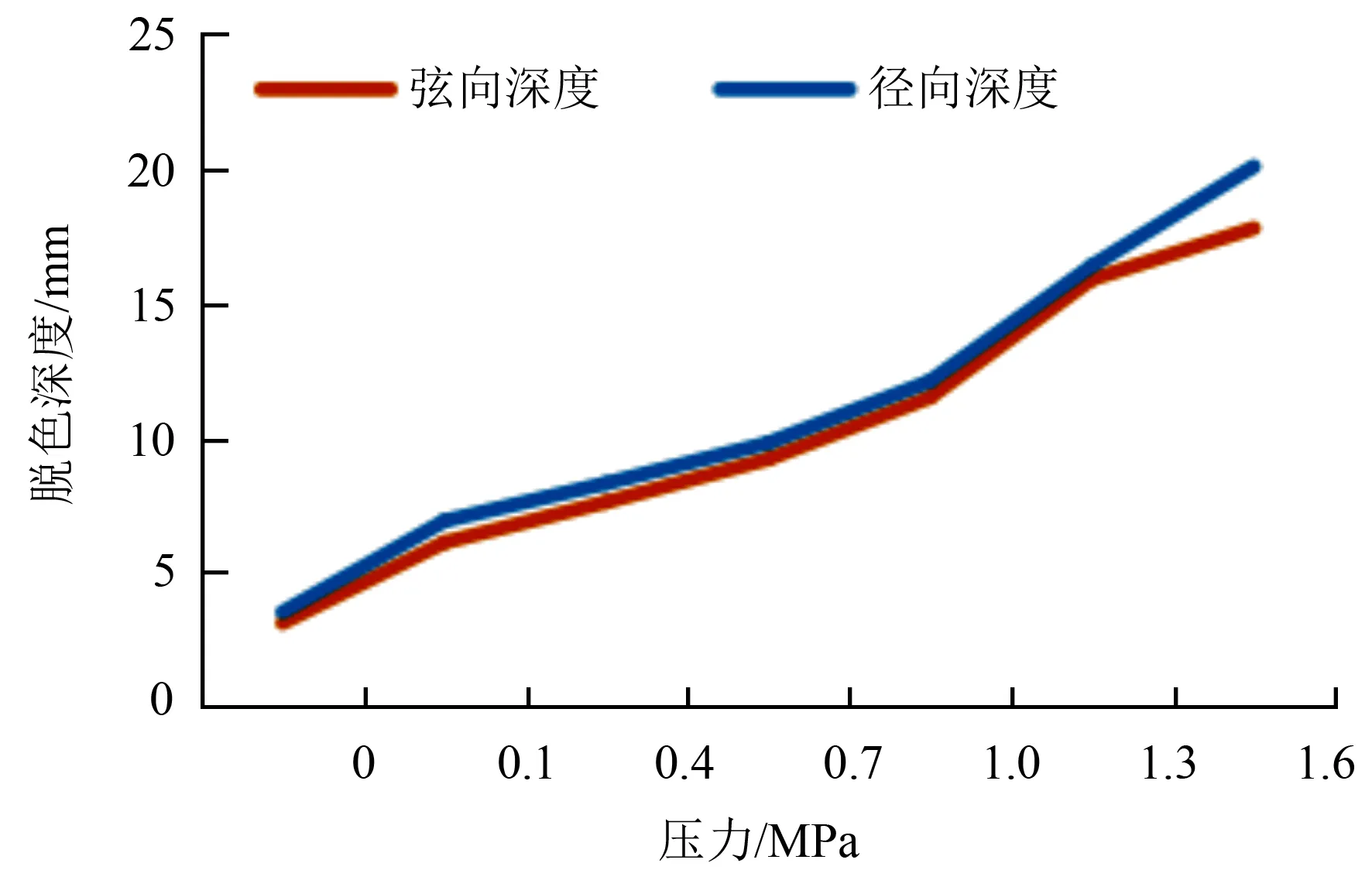
图3 压力对椿木木材脱色深度的影响
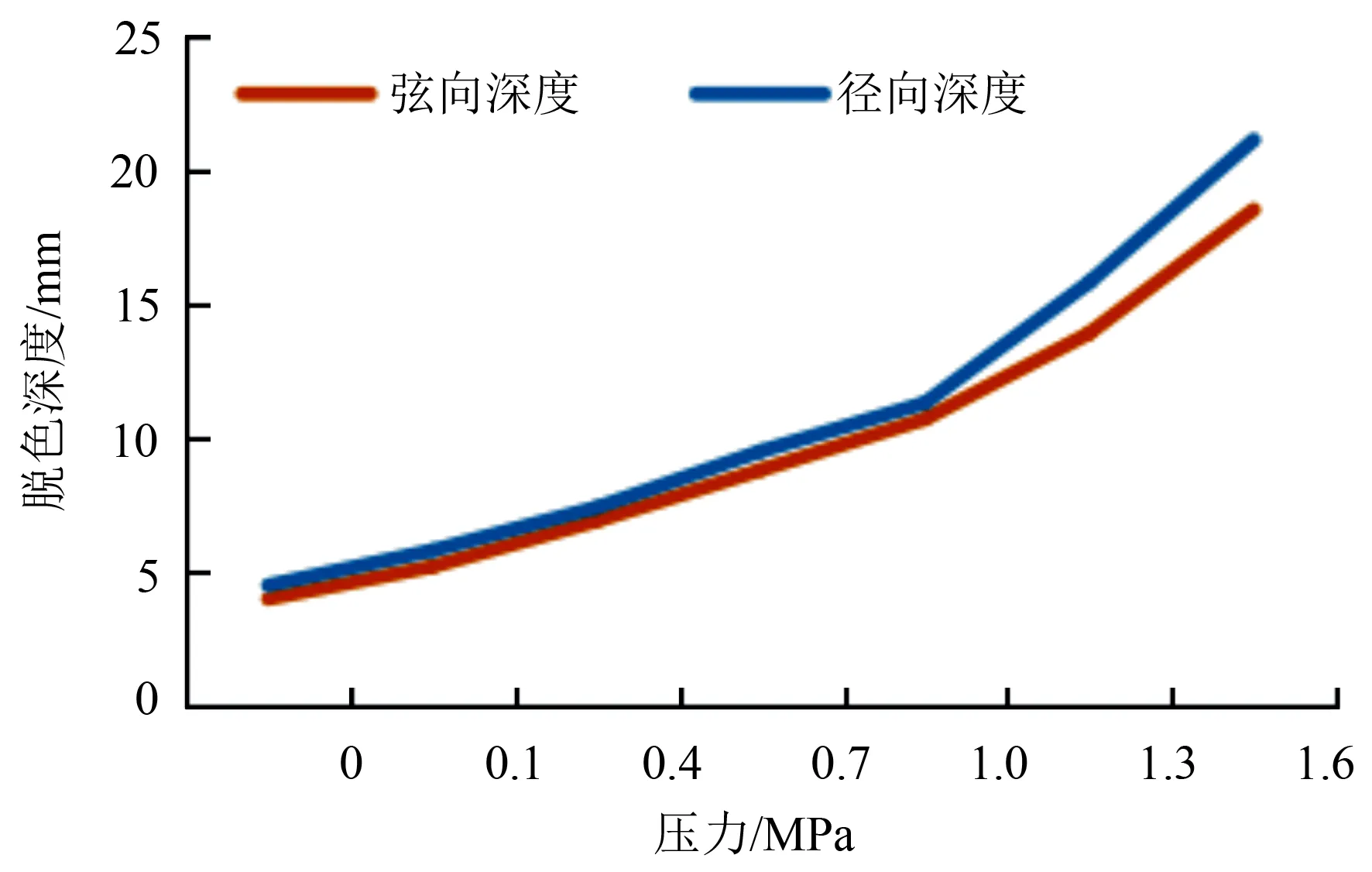
图4 压力对香樟木木材脱色深度的影响
2.3 脱色剂质量分数对脱色效果的影响
表6结果显示:脱色剂TSBL的0.5%药液对变色没有效果;1%的药液对变色有效果,但不能脱出全部变色;3%的药液脱色效果虽不理想,但可基本脱出;5%的药液可脱出全部变色,达到理想效果。由此可见,脱色剂的质量分数跟脱色效果有直接关系。TSBL为含氯氧化剂,在本实验条件下,其质量分数越高,脱色液中+4价的氯的浓度也越高,能够更有效快速地将CC、CO等发色基团以及—OH、—COOH、—NH2等助色基团氧化,使脱色反应进行的更加彻底,脱色效果更好;但过高的氯离子浓度可能会改变反应产物,不能达到预期效果,因此并不是脱色剂质量分数越高脱色效果越好。实验说明,一定质量分数的TSBL脱色剂药液在适宜条件下,可达到良好的脱出木材变色的效果。
2.4 温度对脱色效果的影响
从表6中看到,温度对TSBL脱色剂脱色效果影响明显,25 ℃对木材变色没有效果;40 ℃的处理条件对变色有一定的效果,但不能完全脱出;当温度达到50 ℃时,变色基本脱出;当处理温度为60 ℃时,可完全脱出变色。这是因为脱色剂脱出木材变色的氧化还原反应是吸热反应,实验温度升高,提供的热量就更多,脱色反应就进行的更加迅速更加彻底,脱色效果就更好;但过高的温度容易使木材发生热解[25-27]。Sivonen et al.[27]认为半纤维素从180 ℃开始降解,达到200 ℃时自由基含量迅速增加,木质素开始参与热降解,芳香环间发生缩合反应,从而降低木材机械强度[28-29],对材性造成影响,且高温易使脱色剂过快分解,丧失脱色剂内有效氯含量,温度过高,生产成本高,浪费能源。因此脱色温度应该是合理范围内的高温。
2.5 pH值对脱色效果的影响
从表6可知,pH值对变色木材脱色效果影响明显,当脱色剂处于碱性状态时,对木材变色没有效果;当pH值为7,即中性状态时,脱色开始有效果;当pH值继续降低,脱色剂为酸性,即H+多时,脱色效果更明显,反应更彻底。在本实验条件下,pH值为5.5时,脱色效果理想。从实验结果可以看出,在酸性条件下TSBL脱色剂才能起作用,这是因为,脱色剂在酸性条件下才能释放有效脱色物质,碱性条件不能产生,因此H+和HO-离子能够调控TSBL脱色剂的脱色反应[11]。橡胶木中富含淀粉、糖类和蛋白质[30],酸性条件易使这些成分水解溶出,进而破坏橡胶木内部真菌和霉菌生存的环境,减少霉变和真菌变色。苗平等对橡胶木红变的研究[31]发现橡胶木本身呈酸性,而这正是其易红变的内在因素,而用强碱处理会使其变深褐色,无论是酸还是碱都会引起橡胶木的变色,但氧化型脱色剂可以减轻或消除这种红变。由此看来,脱色溶液pH值主要调节脱色剂反应性能,与木材自身pH值相关性不大。
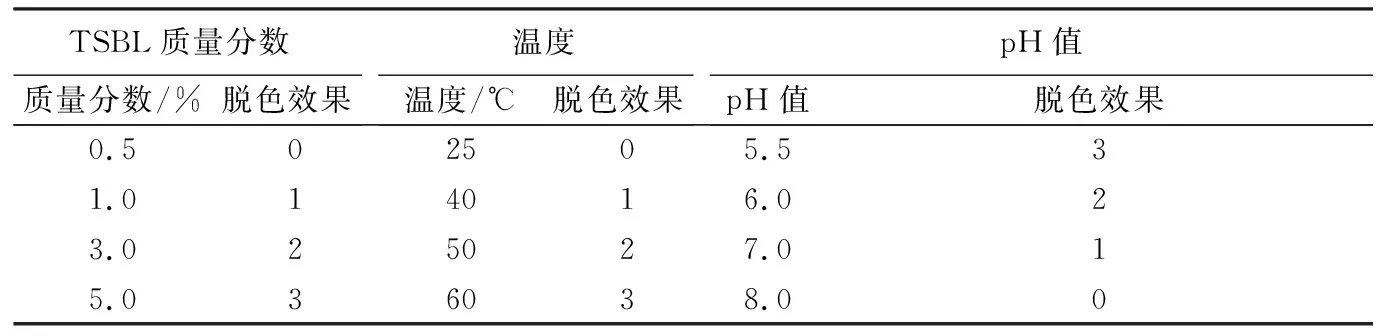
表6 TSBL质量分数、温度、pH值对脱色效果的影响
注:脱色效果中,0代表未脱出;1代表有效果,不能全部脱出;2代表基本脱出,但是不够彻底;3代表变色全部脱出。
3 结论
正交试验结果表明:A、B和D及A×D的交互作用对脱色效果的影响均达到极显著水平;C及B×C的交互作用的影响达到显著水平。优选出的组合方案为A3B3C3D1。
在0~1.6 MPa的压力梯度下,脱色深度随压力的增加而增加。其原理为通过外施压力破坏侵填体,打通木材细胞间通道及闭塞的纹孔,增加木材渗透性,达到更好的脱色效果。
质量分数为3%以上的TSBL脱色剂溶液即可脱出变色,质量分数越大脱色效果越好;质量分数为5%时可全部脱出变色,脱色剂的使用量跟脱色效果有直接关系。
随着温度的升高,在60 ℃时脱除了全部变色。脱色反应为吸热的氧化还原反应,温度越高,脱色反应更彻底,脱色效果更好;但过高的温度容易使木材发生热解,并且造成脱色剂过快分解,因此脱色温度应该是合理范围内的高温。
pH值对脱色反应起调控作用。当pH>7,即溶液为碱性时,脱色剂无效;当pH=7时,脱色剂开始反应,产生脱色效果;随着pH值的降低,脱色效果越来越好,在pH值为5.5时可将变色全部脱除。
