三通道机床自动上下料控制方法应用
2018-12-21石江勇
李 健 石江勇
(武汉华中数控股份有限公司,湖北武汉430000)
0 引言
三通道机床[1]由两个加工通道与一个机械手通道组成,两个加工通道分别有两个加工工位,机械手负责四个工位的自动取放料,从而提高机械手的利用率。由于机械手与机床由同一数控系统控制,系统的稳定性大大增加,适合大批量生产。
1 框架式宏程序控制方法
目前,三通道机床在大多数情况下是一种特殊的需求,框架程序能很好地支持这种需求,首先,它可以在不修改用户G代码、不修改软件算法的情况下完成通道之间的通信,还可以再扩展为多工位,并且可以实现多工位独立刀补等功能。
框架程序与用户程序的关系及区别如图1所示,从装机到客户现场开始加工,中间要经过数次调机的过程,为了避免机床调试人员及操作人员误操作,在软件设计时,需将框架程序设置为用户不可见,只对拥有管理员权限的高级应用工程师开放。

图1 框架程序示意图
从用户的角度来看,用户完全不会感觉到框架程序的存在,只需在用户程序中完成刀具轨迹部分即可。一些阵列、工件补偿的功能在框架程序中已自动调用,并且这些功能所需的参数会用更加友好的用户界面呈现在用户面前。
2 单工位流程
图2仅仅是整个工作流程中的一部分,这种多通道多工位的控制方法的主要特点就是各个通道是异步的,没有固定流程,整个过程完全靠各个标记进行协调。系统变量作为各个通道、工位通信的纽带,它会单独存储每个工位的有料、取料标记,机床通过有料标记判断该工位是否需要加工,机械手通过取料标记判断是否需要取料。如果有多个工位,则按照工位顺序依次运行。标记状态说明如表1所示。

图2 单工位加工机械手换料顺序图
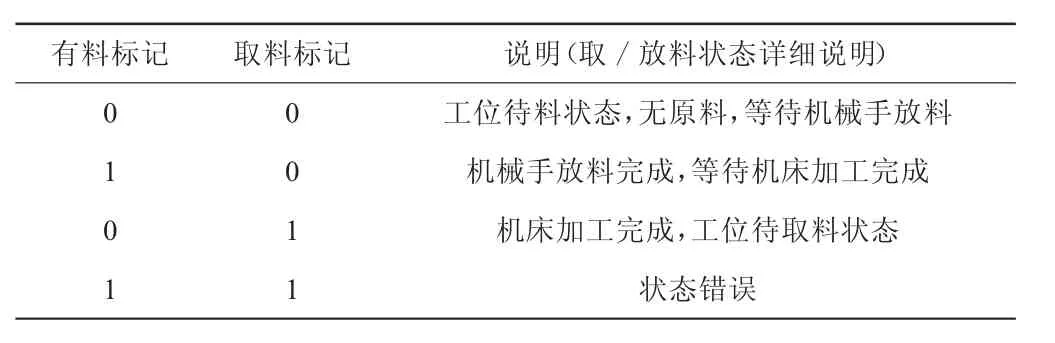
表1 取/放料标记状态图
3 通道框架程序
框架程序如下[2]:
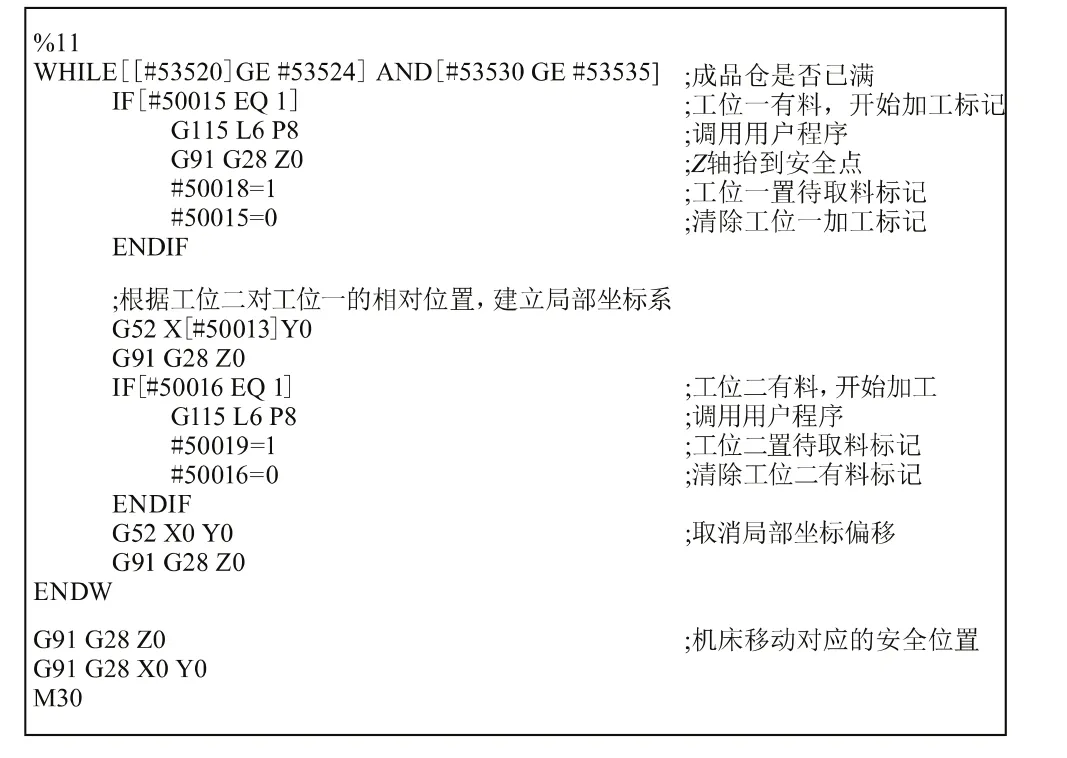
%11为通道1的框架程序,第1行通过WHILE指令进行循环,#53520与#53524分别是取料槽数与取料槽总数,#53530与#53535分别是放料槽数和放料槽总数,机械手每次从取料槽拿出一片玻璃,则取料槽数加1,加工完后放入放料槽,然后放料槽数加1。当取料槽数达到总数时,说明取料槽中毛坯料已取完,放料槽数达到总数时,说明放料槽已装满,出现这两种情况时,都不能继续加工。
第2行,通过IF指令判断工位一上是否被机械手放料,机械手取毛坯放在工位一上时,会将#50015设置为1,工位一上料加工完毕时,会将#50015设置为0,所以当#50015为1时,说明工位一上的毛坯已准备好,处于待加工状态。
第3行,“G115 L6 P8”指令是调用用户的程序,使机床开始加工工件,该指令不是标准指令,但功能类似于标准指令的“M98 P_”。
第4行是机床回到参考点指令,便于机械手来取料,也便于移动到工位二加工。
第5行,#50018是待取料标记,机械手检测到该标记为1后,会过来取走该工位的料放入成品仓,如果原料仓还有毛坯料,还会为该工位换上一片新的毛坯料,等待加工。
第6行,#50015即前文所述有料标记,在毛坯加工成成品后,需清除该标记。
经过上述步骤,完成了工位一的加工,然后进入工位二的加工,流程与工位一基本一致,唯一不同的是工件坐标系。工位二的工件坐标系是在工位一的基础上建立的局部坐标系,在工位二加工完后还需取消局部坐标系。工位二在加工完毕后,需设置对应工位的取料标记为1,并清除加工标记。
通道二与通道一的加工过程一致,仅仅所使用的变量不同。这种控制方法对机床结构还有一定要求:所有的轴移动都不能使工作台移动,工作台必须是相对地面静止的。这样工件无论在机械手的坐标系中还是在机床的坐标系中都是静止的,保证机床和机械手互不干涉。另外,对机床精度有一定要求,因为工位一与工位二间隔了一段距离,如果机床在两个地方运动的精度不一致,则会对补偿造成一定的麻烦。
4 结语
这种三通道机床能极大地提高产能,在生产现场优势十分明显。框架程序的方案可扩展性较好,也是目前三通道机床控制方案中比较稳定的方案,适用于大规模生产。目前,采用该方案的数控系统已在数个大型生产车间使用,未来类似的多通道机床还有很大的需求空间。
