车床刀架燕尾导轨副修理
2018-12-17张飞高栋阳邓晓光
张飞,高栋阳,邓晓光
(宇通客车股份有限公司,河南 郑州 459000)
出于产品需要,我单位的两台CKJ61125数控车床是在CW61125E普通车床基础上改造而来,保留了床头箱、溜板箱及丝光杠装置,在中拖板和小刀架部位加装滚珠丝杠和伺服电机,采用半闭环控制,数控加工中Z轴控制由小刀架执行。经过多年使用,小刀架燕尾导轨副磨损严重,有效行程(400mm)上误差在0.5mm以上,必须进行修理。修理会涉及小刀架与主导轨平行度、燕尾导轨自身两平面及两斜面的平行度、燕尾导轨与滚柱丝杠平行度等诸多精度要素的改变,修理后要确保各精度要素达到要求。
1 修理方法选择
小刀架的燕尾式导轨全长800mm,宽300,且无严重的拉毛、咬伤情况,选择刮研修复法比精磨法更方便快捷。
2 刮研修理过程
(1)准备工具:刮刀、检验平板、检验平尺、55°角形平尺、水平仪、等高垫块、千分尺、角向砂轮、耐磨带及其它常用工具。
(2)拆除刀架导轨上、下部,去污除油,检查磨损情况。
(3)如图1,使用角向砂轮粗磨导轨1的平面部分,测量后在导轨1平面部分粘接δ=1耐磨带,待1天粘接牢固后,在检验平板上刮削导轨1平面部分达到要求(每刮方内10~16点)。
(4)以导轨1平面为基准,刮研导轨2平面。研点达到要求后使用平尺、水平仪检测导轨2两平面平行度(如图2所示)。根据检测曲线调整刮削点,控制平行度误差在全长≤0.04mm。

图1
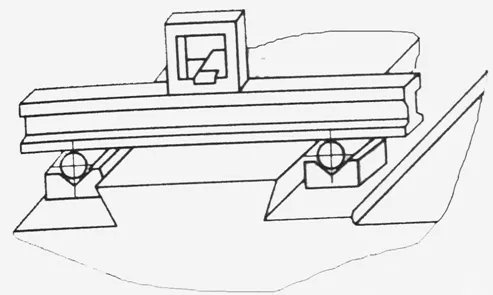
图2
(5)使用55°角形平尺拖研基准斜面A,并保证A与基准孔C中心线在水平方向的平行度(在基准孔安装检验棒打侧母线),保证在全长上≤0.04mm。然后刮削另一斜面B(安装镶条面),保证其与基准斜面A平行。检测方法如图1所示,用圆柱检验棒和千分尺进行多点测量,圆柱检验棒可用同规格中心钻代替。注意要选择合适的规格,保证测量接触点大致在斜面中部。
(6)以导轨2为基准,配刮导轨1上斜面A',之后使用角形平尺拖研导轨1上斜面B'达到要求。
(7)配刮镶条。
(8)安装小刀架丝杠、丝母,打磨丝母座保证丝母座与导轨1内表面接触良好。
(9)安装试车,根据试车数据调Z轴稍度,调整好后重新打销子固定支承导轨2。
3 修理过程中的问题汇总
(1)第一次刮研后实测数据较乱,多次调整稍度后未能取得好的效果。
试车结果:试车工件Φ350×6000空心棒料,试车长度340mm,实测数据如表1。

表1
分析:尺寸曲线为折线型,表明刮研质量存在问题,经过检查发现55°角形平尺自身平直度较差。解决措施:在检验平板上刮研角形平尺,对导轨斜面重新刮研。
(2)第二次刮研后实测数据,床头往后50mm内偏差达0.2,其余部分符合要求。
试车结果:试车工件Φ390×6000空心棒料,试车长度350mm,实测数据如表2。

表2
分析:后面300mm内误差在0.04mm内说明导轨及镶条的刮研质量没有问题,前面50mm内尺寸突然小了0.23mm,应当是受到刀架受到未知阻力作用。拔掉丝母座定位销,松动丝母座固定螺栓后问题消失。刮研后丝母座与丝杠中心线的相对位置发生变化,需重新定位。解决措施:重新打定位销,配作固定螺丝孔。
4 结语
在修理机床导轨时,要综合考虑各精度要素的关联关系,合理选择刮研基准。一般情况下,应选择能保持机床原有精度、不需要修理或稍加修理就能满足要求的工作面作为刮研基准,最好能与设计基准重合。如本文中的燕尾导轨应以平面导轨为基准,先平面后斜面,水平面内同垂直面内一样,也要先刮出一个基准面再进行下步刮研。刮研过程中要有耐心,一定要确保各精度要素都达到要求。当然一切的前提是使用的量具和检具要精准。
