公差配合与测量技术在制茶机中的应用研究
2018-12-14宋佳妮
宋佳妮
(吉林电子信息职业技术学院,吉林吉林 132021)
1 制茶机应用的背景
我国自古就是茶叶的生产大国,茶叶富含人体所需的多种维生素和微量元素,以前大多数的茶叶作坊加工采用手工式,但随着人们对茶叶的喜爱程度日益加深,手工茶叶的生产效率制约着行业的发展,越来越多的企业开始使用制茶机生产茶叶。现在市场上所常见的制茶机功能多样化,好多制茶机把杀青机、揉捻机、烘干机等功能集于一身,这样的好处就是提高了生产效率,降低了茶叶的生产成本,市场前景好,但同时也会带来一些问题,本文通过公差配合与测量技术在制茶机中的应用的研究,解决茶叶机械化生产过程中出现的问题,已达到提升茶叶质量,降低劳动成本的目的。
2 制茶机的加工流程
制茶机制茶的步骤一般分为鲜叶—堆放—杀青—揉捏—初烘—干燥—增香等作业。按照其生产流程还可以分为:茶叶的粗加工、茶叶精加工和茶叶深加工。
茶叶初加工是指将新鲜茶叶从茶叶采摘、晒青、凉青、摇青、炒青、揉捻、烘干等一系列流程制成茶叶的过程,这个阶段的茶叶称为毛茶。茶叶初加工的质量的好坏,将直接影响成品茶叶的经济效益。在茶叶的初加工过程中,要经过炒青、揉捻和烘干三个主要制茶工艺。茶叶种类的不同,茶叶初制的工艺技术也会有所不同。
茶叶精加工是对外形、颜色、香气以及味道的深化加工。茶叶初加工制成的毛茶存在着长短不一、大小各异等诸多问题,茶叶精加工将毛茶进行除杂提纯的过程,从中筛选出各个不同层次的茶叶。茶叶精加工属于物理加工的过程,茶叶精加工后根据分类形成不同质量层次的成品茶。
利用多种高新技术将茶叶的副产物进行提取和再加工,得到茶或者含有茶叶内有效成分的衍生品的加工过程即为茶叶深度加工技术。茶叶的深加工技术可以充分利用茶叶资源,也可以丰富市场产品,同时也可以将茶叶的许多功能或功效不能够在传统的冲泡方法中得以利用,将茶页进行深加工,可以有方向、有目的的利用这些功能。
3 公差配合技术在制茶机中的应用原则
3.1 公差
为保证零件具有互换性,在满足使用性能的前提下,只要使同一规格零件的几何参数在一定范围内变动即可,这个允许零件几何参数的变动量(范围)称为公差。它包括尺寸公差、形状公差、位置公差和表面粗糙度。在机械设计中,常见的几何参数有直径、长度、宽度和角度等。为了满足机械零件的互换性,可换零件的尺寸必须控制在标准的范围内浮动,公差决定了这个标准范围。零件的尺寸制造精度也取决于公差,精度随着公差值的改变而变化,数字越小,公差等级越高,零件允许变动的范围越小,制造越困难。
①尺寸公差,在国标中,将公差等级分为20级:IT01,IT0,IT1,IT2……IT18,其中 IT5,IT6,IT7是较常使用的高精度等级;IT8是中等精度等级,而IT9,IT10,IT11等是常见的低精度等级。
②几何公差是图样中对要素的形状和位置的最大允许变动量,即公差带。它通常具有两个含义:区域性和长度值。在国标中,除线轮廓、面轮廓和位置度外,其余均规定了公差等级,其中将圆度、圆柱度划分为13个等级(0-12级);其余公差项目划分为 12级,精度等级随着数字的增大而降低。
③表面粗糙度反映了零件表面的加工质量,对零件使用性能有很大的影响,如相对运动平面的摩擦与磨损等。公差等级的选则一般在满足使用要求的前提下,尽可能选则较低的公差等级,以降低加工成本,因此选择时应注意相关件和相配合零件的精度。
3.2 配合
配合是指公称尺寸相同的、相互结合的孔和轴公差带之间的关系,它决定结合的松紧程度。根据孔和轴公差带之间的相对位置关系不同,配合可分为过盈、过渡和间隙配合三种方式。配合公差是设计人员根据相配件的使用要求确定的,配合公差越大,配合精度越低。在实际使用设计中配合方式的选择应视具体情况来确定,例如称量式茶叶投加装置中托盘装在轴上的轮形零件,轴旋转时,轮与轴无相对运动,轮的外廓推动另一构件使其产生往复运动,此时则应选择过渡或过盈配合。
3.3 公差配合
综上所述,所谓公差配合指的是在间隙、过盈范围内的变动量。在机械制造行业中,配合公差影响着配合精度。通过降低配合公差来减小配合间隙,从而提高零件的精确度。国家标准规定有基孔制和基轴制两种配合,工程中通常优先选用基孔制;基轴制一般只用于有明显经济效益的场合和结构设计要求不适合采用基孔制的场合。
3.4 公差配合与机械设计与制造的关系
在机械设计与制造中,公差配合的主要应用体现在控制零件精度、评估零件表面质量两个方面。在精度控制方面,加工条件的不同会导致零部件几何参数有所不同,因此要选取合理的公差保证零部的精度。通常在行业中较为常用的精度包括尺寸精度、位置精度和几何形状精度。在零件表明质量评估方面,主要是分析产品误差。可见,公差配合对机械设计与制造具有非常重要的影响。
3.5 公差配合技术在制茶机中的应用原则
公差配合在制茶机的生产起着非常重要的作用,公差的确定直接影响茶叶质量及成本,若制茶机的公差过大,机器的运动不规则,将会影响成茶后茶叶的颜色和口感。若制茶机的公差过小,影响生产的效率,降低茶叶的产值。制茶机的装调与公差配合有着非常重要的联系。
制茶机功能质量及零件互换性不仅与其尺寸精度有关,而且与制茶机零件的形状精度和位置精度以及整体表面粗糙度的等级密切相关。为了控制制茶机零件几何参数的位置和形状误差,同时也是为了提高制茶机的精度和使用寿命,保证安全生产,我们在进行公差配合分析的工作,要考虑到诸多的因素。
公差配合分析的步骤一般分为:第一设定起始公差值;第二根据制茶机零件的实际公差配合的分布特征以及在制茶机装调过程中的装配公差的累积条件进行公差分析;第三要对制茶机装配公差进行可行性检验;第四保证制茶机的安全使用为前提,选择最优经济性能作为制茶机装调的依据。

图一 制茶机的公差分析
目前茶叶规模的生产基本上实现了半自动化,其中,传统的锅式杀青技术因为茶叶表面不净产生黄叶、生产效率低、只能单独作业等问题而逐渐被淘汰。滚筒制茶机是目前绿茶加工中应用最为广泛的一款制茶设备,它采用了整体式的设计结构,机身中带有一个长柱形金属滚筒,内部装有用于茶叶进出口、翻叶的三段不同角度的螺旋形导叶板和用于控制出叶时间的倾斜角调节机构,底部装有轮子,整机安装移动方便。在进行生产操作之前,需要对制茶机组的倾斜角度进行调节和设定,根据不同制茶量的多少,来相应的设置角度值。一般按照燃料的不同,将滚筒杀青机分为电热式和柴煤式杀青机两种。一般煤式杀青机的滚筒底部装有小型助燃鼓风机和铸铁炉栅加热装置,更加利于茶叶温度特点进行分级。绿茶的杀青时间一般按照经验应该掌握在60-120秒为宜。当温度达到85℃时,绿茶中的酶会完全失去催化作用的活性。
制茶机滚筒的受力分析计算如下:
在工程力学中,滚筒受力时筒壁内任一点的径向位移计算如下:

式中:u:受压力时滚筒的径向位移;
μ:滚筒材料的泊松比;
a:滚筒的内径;
b:滚筒的外径;
P1:滚筒的内压力;
P2:滚筒的内压力;
E:滚筒材料的弹性模量;
r:滚筒任一处的半径。
滚筒式制茶机包括茶叶料斗、双滚筒机构、托盘机构、连杆机构、翻盘机构和杠杆限位机构等。当制茶机装置工作时,通过动力装置输入动力,齿轮滚筒向内旋转,茶叶料斗内茶叶经两滚筒间隙落入托盘中,当托盘机构中茶叶重量达到设定值时,制茶机杠杆尾部抬起,红外线接通时,动力装置输入被切断,添加茶叶停止。电机启动并带动拨杆拨动茶叶托盘,托盘翻转,托盘中茶叶落下。现在大部分的制茶机都有称量投加机构,茶鲜叶投加量可以定时定量进行控制,使出茶的量得到控制。如下图所示:
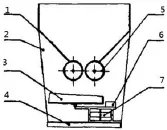
图二 滚筒制茶机
对于制茶机的滚筒的公差分析,要考虑滚筒内壁的收缩量的影响,同时,在装配和工艺上采取措施,保证其配合性质不变,可以考虑对制茶机滚筒的公差进行必要的修正,可以上移滚筒内孔的最大极限尺寸,或者下移配合件的最小极限尺寸,减少配合件的公差。
制茶机滚筒的在烘干茶叶过程中,也要考虑热变形对于制茶机零件的影响,当制茶机的工作温度保持在80°C—130°C时,制茶机能够安全温度的运行,但是,当工作温度偏离标准温度时,精度会降低。所以,在对制茶机的公差分析时,也考虑到制茶机中热源的存在和影响,温度是制茶机的最为重要的参数之一,左右着茶叶水分散失的速度。如果工作温度一般会高于标准温度,因此公差分析中准确预测和计算热变形的影响。
4 常见制茶机的故障及解决办法
4.1 制茶机出现茶门漏茶的故障
一般出现这种故障是由于出茶口有异物产生的,大多数是由于茶门处堆积了茶尘,也有可能是茶门的弹簧失去弹性,亦或者是茶门由于长时间的应力作用,产生了变形。解决此类问题的办法:(1)去除茶门的茶尘(2)更换茶门弹簧(3)更换茶门。
4.2 机体振动严重的故障
一般出现这种故障一是可能滑套或者导轨磨损,达不到工作时的公差中平行度的要求,无法安全有效的工作。二是制茶机连杆或者销轴磨损,达不到工作时的公差中的定位的要求。解决此类问题的办法:(1)更换导轨和滑套(2)更换连杆和销轴。
4.3 温度调节失灵的故障
一般出现这种故障一是线路故障;二是电加热管出现故障,三是制茶机的电压出现问题。解决此类问题的办法:(1)检查线路,更换有问题的线路(2)更换新的加热管(3)检查电压,确保满足工作电压。
5 结语
随着智能制造业的快速发展,制茶机的功能也越来强大,但是公差配合与测量技术是制造业信息化设备装配的主要分析手段,尤其对制茶机有着极其深远的影响,直接影响着茶叶的颜色和成茶的口感,根据制茶机的公差配合与测量技术的分析,从制茶机的装配时产生的变形以及受热产生的变形和加工方式等因素考虑,控制制茶机零件的装配精度,提高茶叶生产的质量和生产效率。
