带式输送机不同结构形式传动滚筒的性能分析
2022-09-23潘虹
潘 虹
(晋能控股集团煤峪口矿,山西 大同 037041)
引言
带式输送机是进行散装物料连续输送的设备,通过输送带与传动滚筒之间的摩擦力进行驱动,可以依据不同的应用场景及输送线路对带式输送机进行布置。传动滚筒实现对输送带的运动驱动,是带式输送机的重要部件,其寿命及使用性能对带式输送机具有直接的影响。采用有限元分析的形式对不同结构形式的传动滚筒进行性能分析[1-2],可以找出滚筒设计使用过程中的薄弱点,从而可以优化滚筒的结构,提高传动滚筒的使用性能及寿命,保证煤矿的输送效率。
1 传动滚筒的两种结构形式
传动滚筒是带式输送机的关键部件,对带式输送机的运行起着重要的作用,其结构组成主要包括滚筒轴、轮毂、辐板及筒体等[3]。传动滚筒的结构要满足滚筒的承载要求及结构布置,常用的滚筒结构形式可以分为焊接结构和铸焊结构[4]。
焊接结构的滚筒由其轮毂、辐板及筒体拼焊而成,滚筒轴与轮毂之间可采用单键联接、过盈联接或环形锁紧器联接。焊接形式的滚筒结构相对简单,加工制造的过程简单,但由于焊接的焊缝较多[5],焊缝质量难以一致,容易引起焊接的变形及内应力的存在。
铸焊结构滚筒是指其采用铸造形式,将滚筒的轮毂、辐板及滚筒两端筒体铸造为一体,与中间的筒体进行焊接而成[6]。铸焊结构形式的滚筒轴与轮毂之间采用胀套进行联接。铸焊结构的滚筒将轮毂、辐板及两端的筒体作为一个部件,不需要焊缝进行连接,可以避免焊接过程中产生的应力及焊接变形的问题,有利于提高轮毂及辐板的强度。铸造一体与中间的筒体部分焊接采用V型坡口的形式,坡口的位置易于焊接,有利于提高焊接的质量及滚筒的性能。
2 传动滚筒仿真分析模型的建立
在两种不同结构形式的滚筒中,对其进行设计要依据其自身的性能,满足使用的要求。采用有限元仿真的形式对两种结构形式的滚筒性能进行分析。作为结构分析的常用方法,有限元广泛应用于结构的设计及分析中,采用离散化的处理方法对连续介质的问题进行分析处理,主要应用于对结构的静力分析及动力分析中,适用于对传动滚筒的性能进行分析[7-8]。
以某带宽为1 000 mm的带式输送机传动滚筒为例,对焊接结构及铸焊结构的滚筒性能进行分析。带式输送机的输送能力为1 500 t/h,最大的煤炭粒度为300 mm,长度为127 m,提升高度为7 m,带速为5 m/s,传动滚筒的直径为630 mm。对两种结构形式的滚筒进行建模分析,由于滚筒的主要失效形式为筒体的变形及焊缝的开裂,建模过程中对滚筒进行一定的简化处理,仅考虑轮毂、辐板、铸造接盘及筒皮等主要结构[9]。焊接结构的滚筒采用等截面的辐板形式,铸造结构的滚筒采用变截面的辐板形式,依据滚筒的参数建立两种结构形式的滚筒模型如图1所示。对滚筒的材质进行设定,铸造接盘采用ZG230-450焊接结构用碳素钢,其泊松比为0.27,屈服极限为230 MPa,筒皮、辐板及轮毂等采用Q235碳素结构钢,其泊松比为0.26,屈服极限为235 MPa。采用有限元分析模块自带的网格划分功能,对两种滚筒的模型进行网格划分[10],采用非线性结构的四面体单元进行网格划分,设定网格尺寸为10 mm,对模型进行网格划分处理。
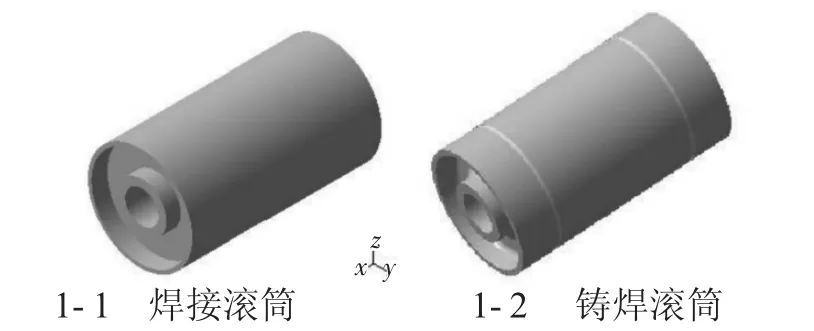
图1 不同结构形式的滚筒模型
在进行滚筒性能分析时,对传动滚筒的径向载荷看作沿轴向均匀分布,在轴向的范围内,假设每段圆弧内输送带所受的张力即为该圆弧段内输送带对滚筒的平均压力,带宽为1 000 mm,滚筒直径为630 mm,滚筒的长度为1 150 mm,受到的载荷作用绕入点张力为30.5 kN,绕出点张力为12.5 kN,摩擦系数设定为0.35,输送带的包角为190°,由此对滚筒进行载荷的施加,对两种滚筒的性能进行模拟计算。
3 两种结构形式的传动滚筒性能分析
依据传动滚筒的受力情况施加载荷,设定滚筒为静止的部件,通过滚筒轴进行支撑固定,将滚筒的轮毂内表面固定约束,限制其自由度[11]。通过计算分析,得到焊接滚筒及铸焊滚筒两种结构形式滚筒的应力变化如图2所示。
由图2可知,在两种结构形式的滚筒中,滚筒受到的应力较大的区域均位于输送带绕入点的位置处,并靠近辐板与筒体的接触位置内侧。两种滚筒中,焊接滚筒的最大应力为4.6 MPa,铸焊滚筒的最大应力为3.1 MPa,焊接滚筒受到的最大应力作用要大于铸焊滚筒。由于滚筒在工作过程中处于不断旋转的状态,滚筒受到的应力集中区域为滚筒与辐板内侧接触形成的环形区域。
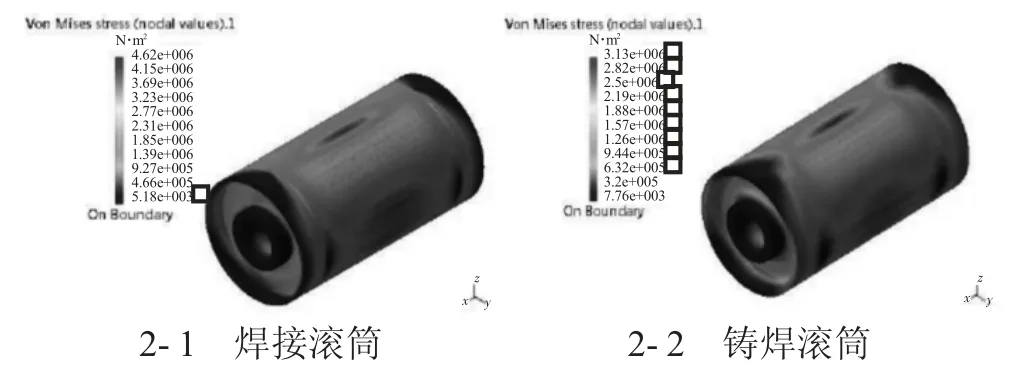
图2 传动滚筒的应力分布
对两种结构形式滚筒的位移进行分析,经过计算得到滚筒的位移分布如图3所示。从图3中可以看出,在两种滚筒的位移中,最大位移量位于筒体的中间位置处。两种滚筒中,焊接滚筒的最大位移值为0.021 mm,铸焊滚筒的最大位移值为0.014 mm,焊接滚筒的位移量要大于铸焊滚筒。
通过上述的分析可知,铸焊结构的滚筒受力状态要好于焊接滚筒,这是由于铸焊滚筒的焊缝较少,产生的应力集中作用少,焊接滚筒拼焊的位置多,容易产生焊缝的应力集中,且产生的位移变形较大。铸焊滚筒比焊接滚筒具有更好的性能,可承受较大的载荷作用,可用于重载带式输送机中。
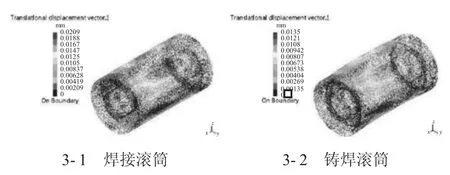
图3 传动滚筒的位移分布
4 结语
传动滚筒作为带式输送机的关键部件,其承载及受力性能对带式输送机的使用具有重要的影响。针对焊接滚筒及铸焊滚筒的不同结构形式,采用有限元仿真的形式对两种结构形式滚筒进行静力学性能分析。结果表明,在同样的受力条件下,铸焊滚筒的受力状态要好于焊接滚筒,且其产生的位移变形量较小。焊接滚筒由于焊缝较多,容易产生应力集中现象,不利于滚筒的长期使用。因此在重载及恶劣工况的情况下,可采用铸焊滚筒的形式保证带式输送机运行的稳定性,保证煤矿的高效开采。
