龙门加工中心铣削大型工件局部平面
2018-11-30山东昌华机械科技有限公司聊城252000李清玲李广伟
金属加工(冷加工) 2018年11期
■ 山东昌华机械科技有限公司 (聊城 252000) 李清玲 李广伟
公司加工一批零件,外轮廓尺寸长4 000mm,宽1 200mm。加工面长800mm,宽200mm。加工空间高380mm,长800mm。加工面所在位置如图1所示。
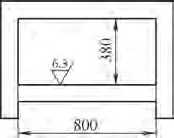
图1
根据现有设备为龙门加工中心MVR35,附带的直角铣头VHRH-30-35-35P-AC尺寸最小,直角铣头后端面到前端面的距离为355mm,小于空间高度。但最薄刀盘厚度50mm,从直角铣头后端面到刀尖的距离大于加工空间高度,用标准刀具加工无法完成,需要想办法改变刀具。
车刀刀杆型号选用PCLN L 2020K12,刀杆宽度20mm,高度20mm,长度125mm。刀盘如图2所示。为增加稳定性,刀盘直径尽量做小,刀杆长度方向截去70mm。车刀A面到刀尖的距离为25mm,如图3所示。
车刀A面与刀盘A面平齐焊接,如图4所示。刀盘厚度24mm,刀尖高出刀盘1mm。刀盘直径128.8mm、深4mm,与直角铣头主轴外圆配合,用于定位,同时刀尖到直角铣头前端面的距离减小4mm,刀尖高出直角铣头前端面21mm。直角铣头后端面到刀尖的距离为376mm,小于加工空间高度,铣头可以伸进去,铣平面得以实现。
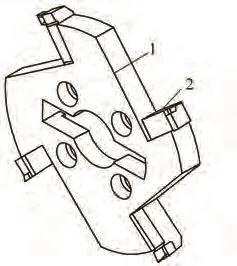
图2 1.刀盘 2.车刀
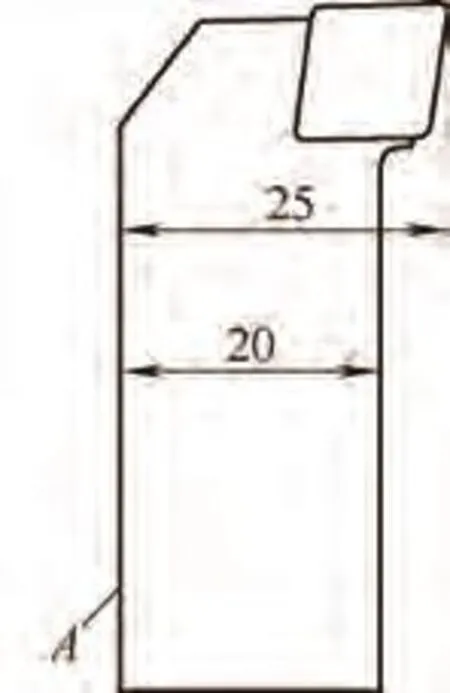
图3 车刀
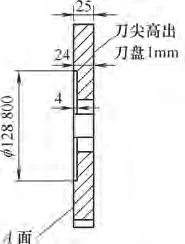
图4 刀具
直角铣头前端面有两块定位键,刀盘中间割长孔,为两块定位键预留空间。螺栓孔尺寸与直角铣头螺纹孔尺寸对应,用螺栓将刀盘固定在直角铣头。
零件使用此刀具加工完成,质量达到图样要求。此刀具解决方案为同类瓶颈问题的同行们提供一种可行性思路。
