磁脉冲焊接集磁器开口对焊接接头的影响机理
2018-11-29陈树君阚纯磊蒋晓青龚文韬
陈树君,阚纯磊,袁 涛,蒋晓青,龚文韬
磁脉冲焊接集磁器开口对焊接接头的影响机理
陈树君,阚纯磊,袁 涛,蒋晓青,龚文韬
(北京工业大学机械工程与应用电子技术学院,北京 100124)
采用磁脉冲焊接对3003铝合金管与1Cr18Ni9Ti不锈钢棒进行了焊接,研究了集磁器开口间隙对磁脉冲焊接接头连接效果的影响规律,并通过空管变形实验对焊接结果进行了进一步分析.实验结果表明,集磁器开口间隙减弱了其附近位置外管所受的磁场力,导致在焊接过程中开口间隙附近外管的变形速度小于其他位置,引起外管向内棒冲击时产生周向冲击角度,从而使集磁器开口间隙附近接头出现了轴向连接,反而有利于管棒连接.不同冲击间隙下均有其所对应的最优放电电压范围,在受到集磁器开口间隙的影响下,电压过大会导致接头开裂.
磁脉冲焊接;集磁器开口间隙;异种金属;空管变形
磁脉冲焊接(magnetic pulse welding,MPW)技术是一种高速的固相连接方法.它的工作原理是通过磁场力驱动外部管件向内部零件高速冲击实现焊接.在焊接过程中不需要额外添加填充金属也不需要保护气体,焊接接头几乎没有热影响区[1-3].目前该技术已被广泛应用于汽车、航空航天和电子等工业领域[4].
集磁器是磁脉冲焊接系统的重要组成部分,它在焊接过程中可以提高能量利用率,并替代线圈承受大部分磁场力降低线圈的耗损.集磁器的形状为有开口间隙的回转体,其工作原理是在线圈放电时将多匝线圈分散的电流转变为自身感应电流,并通过开口间隙将外表面感应到的电流进一步集中在集磁器内孔,最终使工件表面产生感应电流.其中的开口间隙起到了非常重要的引流作用,但开口间隙的加入使放电过程中的电流转换变得复杂.目前国内外很多学者采用电磁仿真手段对焊接过程进行研究,Bahmani 等[5]运用maxwell软件对磁脉冲焊接过程进行模拟,仿真结果表明线圈中加入集磁器可以使焊接工作区的磁通量增加40%,左右.Shim等[6]运用ansys有限元方法建立了二维磁脉冲焊接模型,研究发现集磁器工作区的磁场力分布是沿轴向从中心向两边减小;但是他们在研究过程中为了简化模型直接忽略了集磁器开口间隙的影响.而Wang等[7]在研究中发现集磁器工作区在没有开口间隙时磁场峰值下降超过40%,,但是文献中并没有继续研究开口间隙对焊接接头连接性能的影响.
因此本文着重研究了集磁器开口间隙对磁脉冲焊接接头的影响,通过观察开口间隙对不同放电电压与冲击间隙参数下焊接接头宏观形貌以及焊接接头的剥离形貌,研究焊接过程中外管径向变形沿周向分布的规律,并采用空管变形实验探究变形机制.
1 实验材料及方案
1.1 实验材料及设备
本实验使用的设备为以色列PULSAR公司生产的MPW-20/9,设备最大放电电压为9,kV,最大放电能量为20,kJ.实验所用集磁器所选材料为铬锆铜,集磁器工作区长10,mm,内径为18,mm,开口间隙为1.5,mm;管坯为3003(O态)铝合金,尺寸为16,mm×1,mm×40,mm(外径×壁厚×长度);内棒材料为1Cr18Ni9Ti不锈钢,长度为45,mm,其直径为变量,具体焊接过程中的装配尺寸见图1(a).本实验的焊接参数变量为放电电压与冲击间隙,其中冲击间隙为外管内壁半径与内棒半径之间的差,冲击间隙的变化通过改变内棒半径得到,具体参数见表1,其中2#与5#试样参数相同,3#与9#试样参数相同,4#与13#试样参数相同.

图1 磁脉冲焊接示意
在后续实验分析中,为了便于解释说明用角度来定位,以集磁器开口处为0°顺时针方向定位,如图1(b)所示.
表1 焊接参数
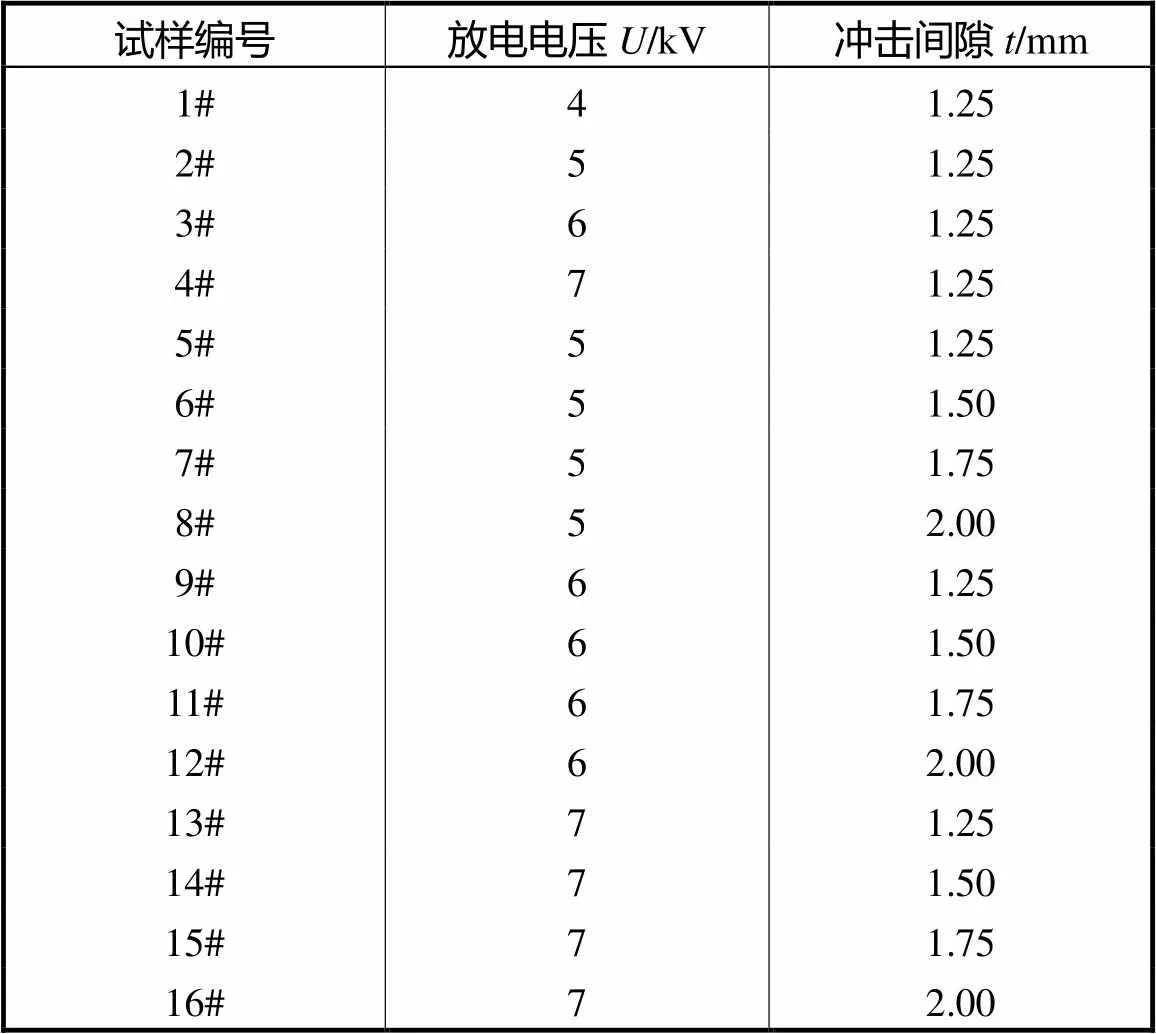
Tab.1 Welding parameters
1.2 剥离实验
为评估焊接接头焊接效果,采用局部剥离的方法来观察接头的连接形貌.剥离实验示意如图2所示,将焊接完成的接头按0°、90°、180°和270°分别沿轴向切割成厚度为2,mm的薄片.薄片以焊缝作为分界线两端被钳子夹持反向拉伸直至脱落,观察分析被剥离的接头结合面处形貌.

图2 剥离实验
1.3 空管变形实验
为了研究集磁器开口间隙对焊接过程中外管变形过程的影响,进行无内棒的空管变形实验.由于外管屈服强度比较低,正常焊接的放电电压会导致管件变形过大甚至破损,因此放电电压设定为2.5,kV、3,kV、3.5,kV和4,kV.将电磁脉冲焊接完成后变形的空管沿轴向拍摄其轮廓,采用图像处理软件将轮廓点转换成极坐标并绘制成外管变形坐标图.
2 结果与讨论
2.1 焊接接头宏观形貌
图3是在冲击间隙为1.25,mm、不同放电电压下的接头宏观形貌,通过观察各个接头的周向形貌可以看到1#、2#和3#试样接头无缺陷,4#试样在集磁器开口对应区域出现开裂.图4是4#试样在不同角度的宏观形貌图,图4(a)为图3红框所对应的0°位置,可以看出焊接接头在这个位置出现了开裂.图4(b)、图4(c)和图4(d)分别为4#试样的90°、180°和270°位置,这3个位置外观良好无缺陷.这说明放电电压增大时,焊接接头在集磁器开口间隙位置(0°位置)开裂.

图3 不同放电电压下的接头形貌

图4 7,kV放电电压下接头不同角度放大形貌
图5是在放电电压为6,kV时不同冲击间隙的焊接接头形貌.通过观察焊接接头周向形貌,发现9#与10#试样接头连接良好,11#与12#试样的接头表面在集磁器开口间隙处被挤压形成凸起,在文献[9]中也发现接头凸起,并且所有接头均未出现开裂现象.为了更好地分析凸起的形貌,观察试样的横截面形貌,如图6所示.从图中可以看出9#试样与10#试样周向连接均匀,11#试样在0°位置外管出现了较小的凸起,导致凸起部分中心位置的外管内壁与内棒表面无法实现有效连接.同样在12#试样的0°位置也出现了凸起,相较于11#试样凸起量增大了0.11,mm.这说明在放电电压不变的情况下,冲击间隙越大,0°位置的外管母材收缩量与其他位置外管母材的收缩量差异越大.从结果可以看出,焊接接头出现凸起是由于放电能量不足以及该区域电磁力与其他区域存在差异所致.
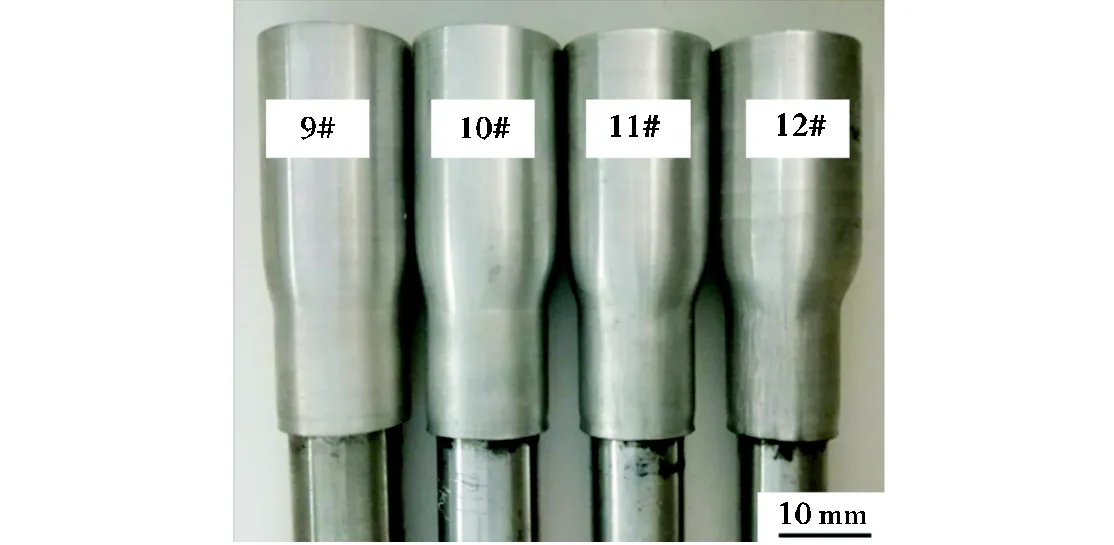
图5 6,kV放电电压下不同冲击间隙接头形貌
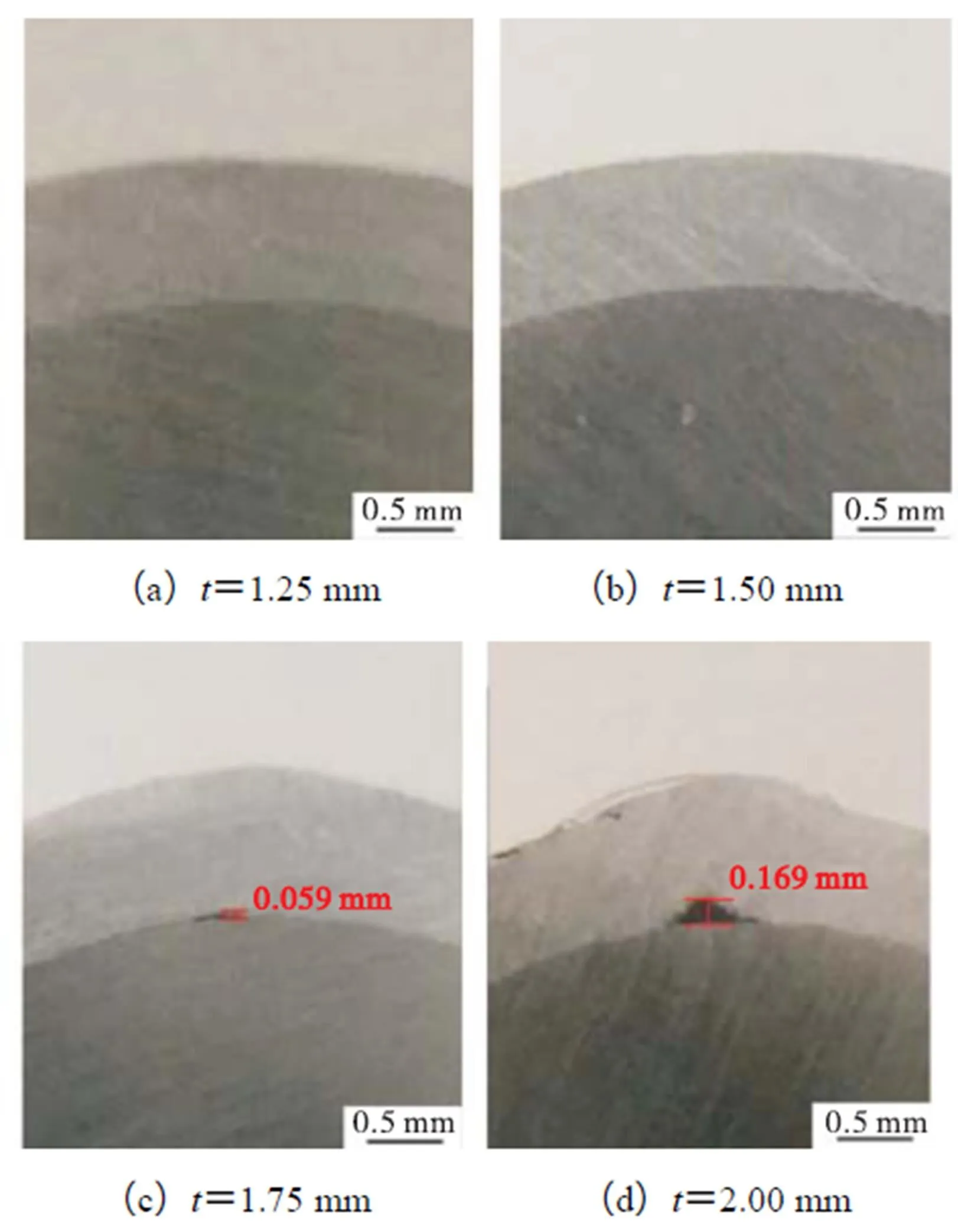
图6 焊接接头横截面0°位置放大形貌
为了研究接头上的凸起与开裂之间的联系,分别在放电电压5,kV和放电电压7,kV下进行了不同冲击间隙的实验.图7为放电电压5,kV时,焊接接头在不同冲击间隙下的接头形貌,经过观察焊接接头周向形貌没有发现缺陷.而在放电电压为7,kV时不同冲击间隙的焊接接头表面均出现了开裂现象,如图8所示.图9是开裂区的放大形貌,这些开裂均出现在0°位置.说明此时的放电能量过大,导致接头均出现开裂.根据以上实验结果可知,在冲击间隙为1.25,mm和1.50,mm时,放电电压在6,kV连接良好,在电压增大到7,kV时接头开裂.而在冲击间隙为1.75,mm和2.00,mm时,5,kV的放电电压下接头连接较好,当电压增大到6,kV时,焊接接头出现凸起,随着电压增大到7,kV,焊接接头在0°位置出现开裂.

图7 5,kV放电电压下不同冲击间隙接头形貌

图8 7,kV放电电压下不同冲击间隙接头形貌
根据以上结果可以看出,在固定间隙条件下,外管与内管的碰撞速度随着充电电压的增高而增大,同时外管在集磁器缺口处所受的电磁力与其他位置的值差距增大,从而使该区域更加容易产生开裂.并且在冲击间隙较小时,焊接接头会在电压过大时直接开裂,而在冲击间隙较大时,外管有了更大的变形空间,导致接头在电压增大时会先出现凸起再开裂.
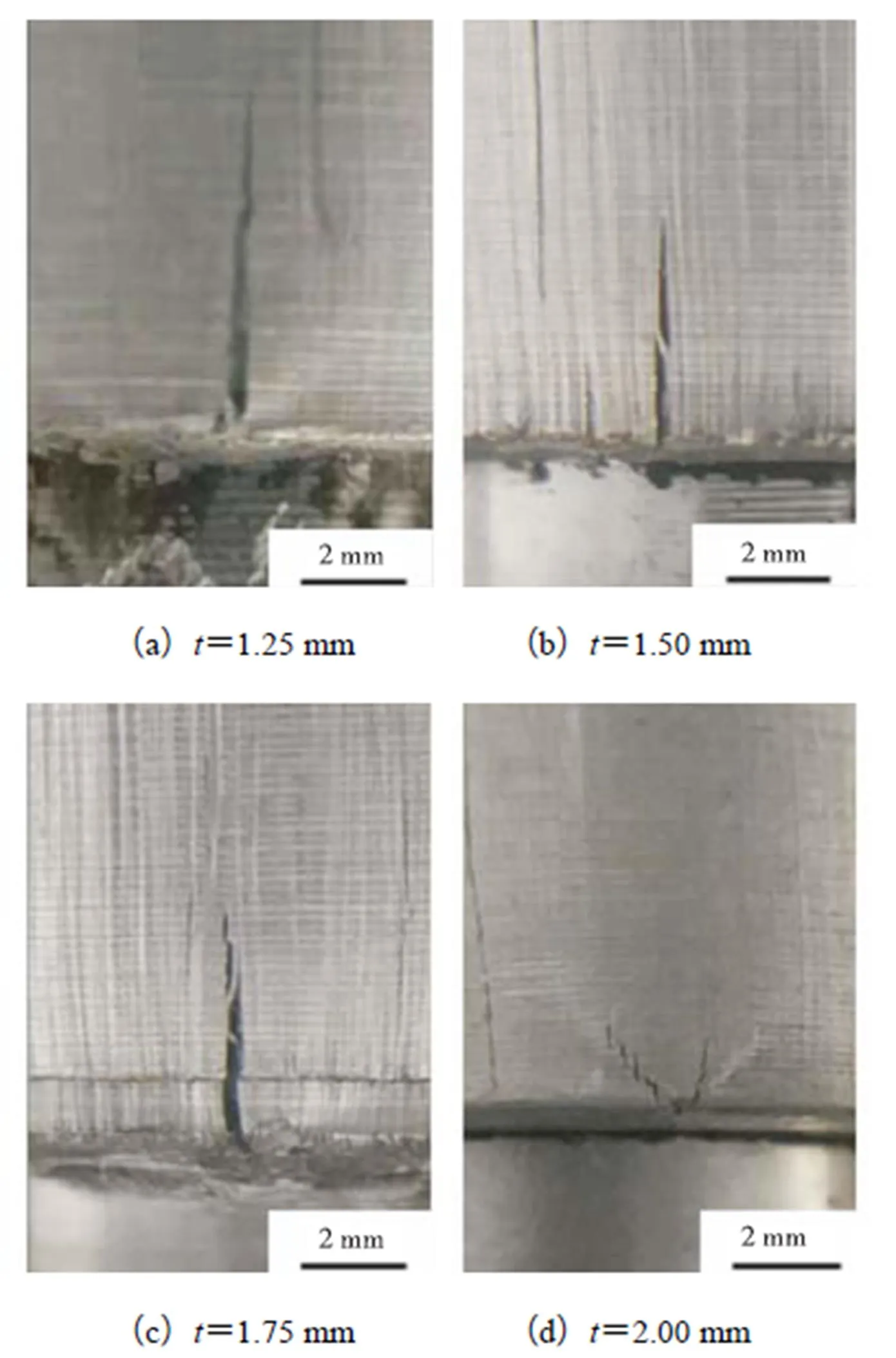
图9 接头开裂放大形貌
2.2 焊接结合面微观形貌
图10是放电电压6,kV时焊接接头不同位置的剥离形貌,图中两条黑色虚线以内的区域是集磁器工作区,在集磁器工作区内白色虚线圈住的区域是灰色的冲击痕迹,这个区域是剥离过程中出现的连接区,其余部分是没有连接的区域.可以看到在90°、180°和270°位置的切片剥离表面的集磁器工作区内存在两条灰色冲击痕迹带,这两条冲击痕迹在周向形成了两条连接带,中间部分是没有冲击痕迹的母材.在磁脉冲焊接过程中,想要得到好的焊接接头就需要工件在冲击过程中有较高的冲击速度和一定的冲击角 度[8-9].集磁器工作区的磁场强度是轴向从中间向两侧逐渐减小的,因此其焊接过程是从中心向两边扩 展[1,6,10].虽然中心区域的外管变形速度最大,但它的冲击角度过小不能达到焊接要求,因此焊接接头在90°、180°和270°位置的切片剥离形貌中心区域没有冲击痕迹,在两侧实现了连接.但是在0°位置的切片剥离形貌在中心区域却出现了连接,整体形成了轴向连接,这种连接痕迹的变化从0°沿圆周向两侧扩展了将近55°,这是由于集磁器开口间隙给外管的磁场力弱于其他位置,使管件在焊接过程中出现了沿周向的变形不均匀,变形不均匀导致图9(c)和图9(d)中的凸起,并使外管冲击内棒时在周向具有一定的冲击角度,从而在0°位置两侧产生了沿周向的有效连接.

图10 6,kV放电电压下不同角度位置接头结合面形貌
图11是不同放电电压下焊接接头0°位置剥离形貌,当电压在4,kV时,接头在0°位置出现了比较完整的轴向连接,电压较低时,0°外管变形速度与周向其他位置外管变形速度差异较小,由此而产生的冲击角度有利于连接.当电压为5,kV时0°位置中心出现了未连接,并且随着电压增大到6,kV时0°位置中心的未连接区域变大了,这是因为当电压升高时,开口间隙处外管变形速度与其他位置外管变形速度差异较大,造成0°位置母材受到强烈的挤压,冲击速度被降低,不利于连接,在冲击间隙较大时接头就会在大电压下出现图6(c)和图6(d)中的凸起.从图11还可以看出,随着电压的增大,开口间隙附近的冲击痕迹在轴向变长,这是由于电压越大,冲击速度越大,6,kV时外管冲击内棒的速度大,焊接时的连接长度就长,4,kV时外管冲击内棒的速度小,焊接时的连接长度就短.

图11 不同放电电压下0°位置接头结合面形貌
由于不同冲击间隙焊接接头的剥离形貌差异性不大,它们均与图10的剥离形貌相似,因此在本文中不再分析.
2.3 空管变形实验
图12是不同放电电压下空管变形内部轮廓,从图中可以看出随着放电电压的增大,外管变形量增大,这是因为磁脉冲焊接过程是将放电能量转换成外管变形能的过程,而放电电压就是放电能量的体现.因为在焊接过程中放电电压是影响外管冲击速度的主要因素,外管的变形量越大说明外管在焊接开始阶段变形速度增长得越快.当放电电压为2.5,kV和3.0,kV时,外管轮廓沿周向收缩量小,变形较为均匀;随着放电电压增大到3.5,kV和4.0,kV时,外管轮廓沿周向收缩量增大,但在0°左右两侧30°的扇形区域仅有少量的收缩,与其他区域收缩量相差较大,这说明集磁器开口间隙确实减弱了附近外管所受的磁场力.
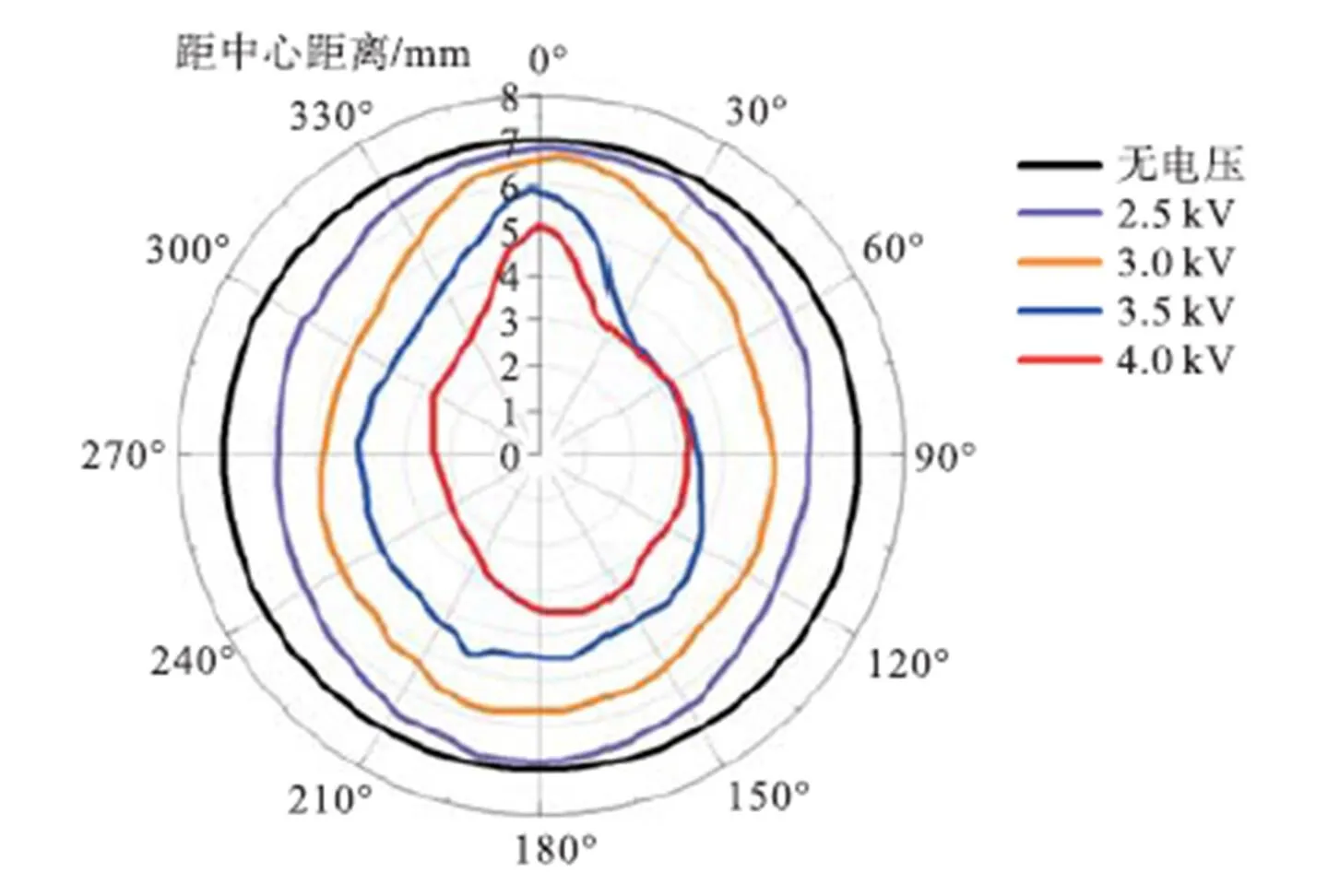
图12 不同放电电压下管坯内壁径向变形轮廓
图13是不同放电电压下外管周向不同角度位置的形变量,从图中可以看出随着电压的增大,外管形变量逐渐增大,通过对比180°位置与0°位置外管形变量可以看出,在放电电压为2.5,kV时,0°位置形变量与180°位置形变量几乎相同,而在放电电压为4.0,kV时,0°位置形变量为1.92,mm,比180°位置小0.95,mm,可见电压越大0°位置与其他位置的形变量相差越大.这说明在图6中外管出现凸起是由于焊接过程中0°位置外管变形较慢,当其他位置母材撞击内棒时,0°位置的外管还未接触内棒,那么先接触内棒的母材就会向0°位置挤压,阻碍0°位置外管的继续变形,最终形成凸起.此外在理想情况下离集磁器开口间隙越远的地方受到的影响理应越小,但是在图13中,在角度180°位置外管收缩量却不是最大,出现这种情况很可能是因为在外管收缩过程中,各个角度位置的母材本身会相互挤压,而由于0°位置比其他角度变形小,那么它给予90°和270°位置母材的挤压力就会小,这时90°和270°位置母材只会受到单方向(180°)给出的较大挤压力.而180°位置的母材在变形过程中受到的挤压力却是来自90°与270°两个方向.因此在变形过程中,180°位置的母材反而会小于90°与270°位置的母材.
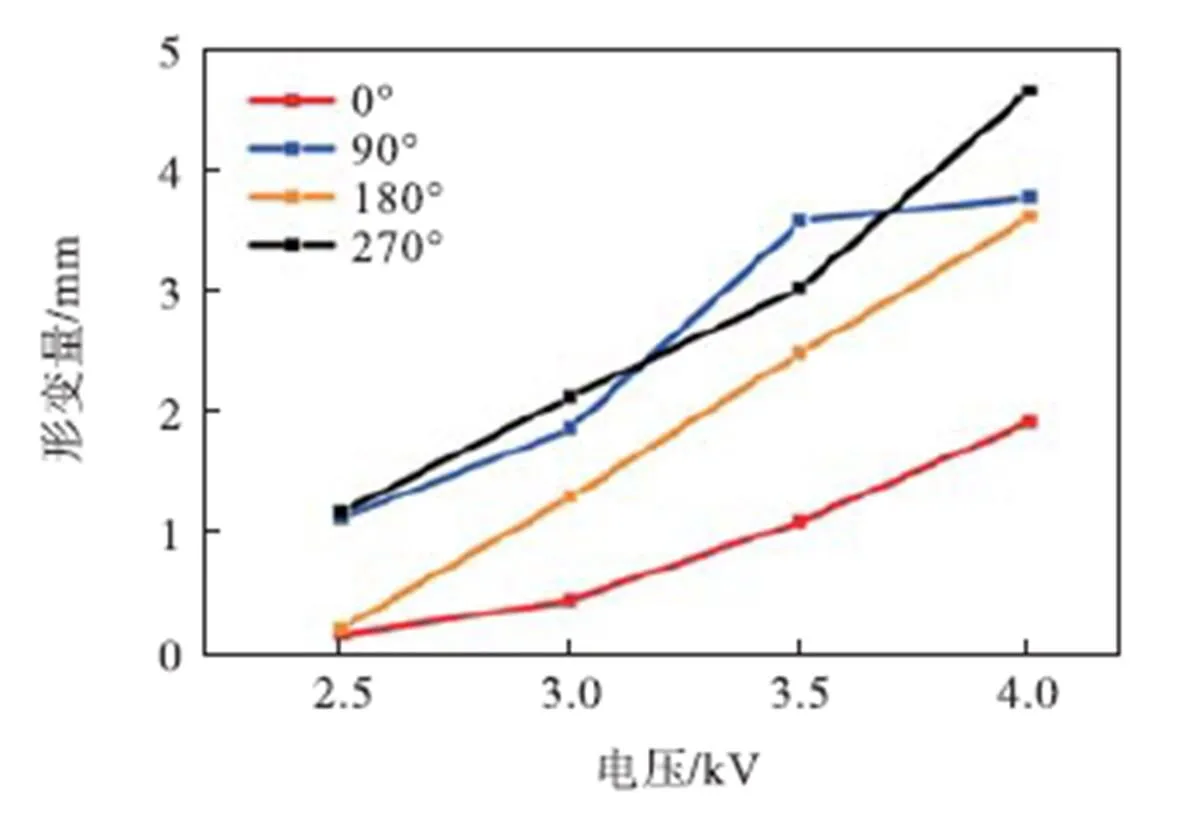
图13 外管不同角度位置随电压变化的形变量
根据焊接实验结果和管坯内壁径向轮廓图的变形趋势可以得到外管变形示意图(见图14),大环为外管变形前的形状,箭头为受力分布,内部的小环为外管变形后的形状,虚线为变形区分界线,在变形过程中铝基材主要受到径向磁场力和周围材料的挤压应力.外管在变形过程中可以分为两个变形区:Ⅰ区是正常变形区,在焊接过程中正常收缩,当外管开始碰撞内棒,Ⅰ区最先接触内棒;Ⅱ区处在受到集磁器开口间隙影响区域,在变形过程中虽然也会受到磁场力的驱动向内管,但是所受的磁场力比Ⅰ区小,故在变形过程中比Ⅰ区慢,最终就会体现在出现形变差如图12所示.在焊接过程中Ⅱ区在Ⅰ区之后接触内棒,并且Ⅱ区变形是逐渐过渡,这种过渡就会使外管在径向变形过程中出现冲击角度,当冲击角度达到一定的大小就会出现连接,这时就会出现图10中不同电压下接头剥离形貌在0°位置产生了轴向连接.而且管件在收缩过程中基材相互之间会出现挤压,Ⅰ区与Ⅱ区不同步的收缩过程会导致Ⅰ区先与内棒接触的基材在周围压应力的作用向未接触内棒的Ⅱ区扩展.随着焊接的进行,Ⅱ区的中心部分外管就会由于受到过渡区域的挤压导致冲击速度过低,使得焊接接头在靠近集磁器开口间隙附近的内外工件接触面上形成没有冲击痕迹的贯穿区(见图11),并且在冲击间隙较大时,Ⅱ区中心区域在受到过大挤压后在接头外管的外表就会被挤压凸起(见图6(c)、图6(d)),当放电电压继续增大接头就会出现开裂(见图8).此外Ⅱ区变形慢的特点也会给处在Ⅰ区的90°与270°位置外管较小的挤压力应力,反而使得这两个位置的外管最先变形,180°位置外管由于在90°与270°均受到较大的应力,变形落后于它们.但是它们3个位置之间的变形差异较小,对焊接影响不大,因此图10中90°、180°和 270°这3个位置连接区形貌相同.

图14 外管变形示意
3 结 论
(1) 焊接过程中,外管的大部分位置沿径向正常收缩,但在集磁器开口间隙附近位置,外管的径向收缩明显滞后,造成外管沿周向产生冲击角度,使开口间隙附近的未连接区明显缩小或消失.
(2) 不同冲击间隙下均有其所对应的最优放电电压范围.当放电电压超出合理范围时,焊接接头就会受到集磁器开口间隙的影响,在其附近出现明显的缺陷.
(3) 根据接头宏观形貌分析,集磁器开口间隙会引起接头出现缺陷,这严重缩小了接头可焊接参数的选取范围.但是从冲击痕迹可以看出,集磁器开口间隙使外管产生了轴向连接,这反而有利于管棒连接.因此,开口间隙对磁脉冲焊接接头的影响尚需进行更加深入全面的研究.
[1] 陈树君,夏 羽,于 洋,等. 磁脉冲焊接机理及其在异种金属材料连接中的应用[J]. 焊接,2010(12):9-14.
Chen Shujun,Xia Yu,Yu Yang,et al. The mechanism of magnetic pulse welding and its application in the connection of heterogeneous metal materials[J].,2010(12):9-14(in Chinese).
[2] Ben-Artzy A,Stern A,Frage N,et al. Wave formation mechanism in magnetic pulse welding[J].,2010,37(4):397-404.
[3] 王卫东,秦钢林,邢淑清,等. 316,L不锈钢与紫铜磁脉冲焊接组织性能分析[J]. 焊接学报,2017,38(10):85-88.
Wang Weidong,Qin Ganglin,Xing Shuqing,et al. Analysis of the micro-structure and properties of 316,L stainless steel and copper magnetic pulse welding[J].,2017,38(10):85-88(in Chinese).
[4] Raoelison R N,Racine D,Zhang Z,et al. Magnetic pulse welding:Interface of Al/Cu joint and investigation of intermetallic formation effect on the weld features[J].,2014,16(4):427-434.
[5] Bahmani M A,Niayesh K,Karimi A. 3D simulation of magnetic field distribution in electromagnetic forming systems with field-shaper[J].,2009,209(5):2295-2301.
[6] Shim J Y,Kim I S,Lee K J,et al. Experimental and numerical analysis on aluminum/steel pipe using magnetic pulse welding[J].,2011,17(6):957-961.
[7] Wang H,Liu W,Gai W,et al. Modeling and prototyp-ing of a flux concentrator for positron capture[J].,2008,44(10):2402-2408.
[8] Grignon F,Benson D,Vecchio K S,et al. Explosive welding of aluminum to aluminum:Analysis,computations and experiments[J].,2004,30(10):1333-1351.
[9] Raoelison R N,Buiron N,Rachik M,et al. Study of the elaboration of a practical weldability window in magnetic pulse welding[J].,2013,213(8):1348-1354.
[10] 夏 羽. 能量的传递与转换作用对磁脉冲焊接接头性能的影响研究[D]. 北京:北京工业大学机械工程与应用电子技术学院,2012.
Xia Yu. Effect of Energy Transfer and Conversion on Joint Properties Study of Magnetic Pulse Welding[D]. Beijing:College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,2012(in Chinese).
Influence of Field Shaper Gap on Joint Properties During Magnetic Pulse Welding
Chen Shujun,Kan Chunlei,Yuan Tao,Jiang Xiaoqing,Gong Wentao
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
The 3003 aluminum alloy tube and 1Cr18Ni9Ti stainless steel rod were welded by magnetic pulse welding. The influence of the field shaper gap on the connection effect of the magnetic pulse welding joint was studied. The welding results were further analyzed by empty tube deformation experiments. The results show that the magnetic force of the outer tube near the field shaper gap is decreased,and therefore the deformation speed of the outer tube near the field shaper gap is smaller than those of other positions during the welding process. However,in the process,a circumferential impact angle of the outer tube to the inner rod has been generated by the deformation speed difference,so that an axial connection along the joint is created near the field shaper gap,which is beneficial to the connection of the aluminum alloy tube to stainless steel rod. Different impact gaps have their corresponding optimal discharge voltage ranges. Under the influence of the field shaper gap,excessive voltage leads to joint cracking.
magnetic pulse welding;field shaper gap;dissimilar metal;empty tube deformation
10.11784/tdxbz201803055
TG456.9
A
0493-2137(2018)12-1223-07
2018-03-17;
2018-05-08.
陈树君(1971— ),男,博士,教授,sjchen@ bjut.edu.cn.
袁 涛,ty29@bjut.edu.cn.
国家自然科学基金资助项目(51575012);中国博士后科学基金资助项目(2016M600881);北京市博士后科研活动经费资助项目(2017-ZZ-045);朝阳区博士后科研活动经费资助项目(2017ZZ-01-19);北京工业大学基础研究基金资助项目(001000546318524).
the National Natural Science Foundation of China(No. 51575012),China Postdoctoral Science Foundation Funded Project (No.,2016M600881),the Beijing Postdoctoral Research Foundation(No. 2017-ZZ-045),the Chaoyang Postdoctoral Research Foundation(No. 2017ZZ-01-19)and the Basic Research Fund of Beijing University of Technology(No. 001000546318524).
(责任编辑:金顺爱)
