Super304H钢焊接接头的时效组织及其持久性能
2018-11-28,,,,
,,,,
(1.国网山东省电力公司电力科学研究院,济南 250002;2.山东电力工业锅炉压力容器检验中心,济南 250002)
0 引 言
Super304H钢是一种新型细晶粒奥氏体耐热钢,该钢是在TP304H钢的基础上,添加了质量分数约3%的铜、质量分数约0.45%的铌以及一定含量的氮,通过调整软化处理温度等工艺参数而制备的;该钢具有较高的高温强度和抗蒸汽氧化性能,是超超临界锅炉中高温过热器和再热器的高温段的首选材料[1-4]。在超超临界锅炉中,通常需要对Super304H钢管进行对焊,而Super304H钢的组织特点使得其焊接接头中靠近焊缝的热影响区晶粒发生明显长大[5],熔敷金属则结晶为一次粗大奥氏体柱状晶粒,并且析出相的数量、分布、形态也会有较大的差别,从而造成焊接接头与母材的性能明显不同。Super304H钢在500~750 ℃保温一定时间后产生时效脆化现象[6],这种现象与时效过程中的组织变化有关,而焊接接头组织的不均匀性会导致时效过程中组织变化上的差异[7]。同时,Super304H钢的持久性能是锅炉用钢的重要指标之一,而该性能也与高温过程中钢的组织变化密切相关。因此,研究Super304H钢焊接接头的时效组织和持久性能显得尤为重要。为此,作者对Super304H钢焊接接头进行了700 ℃不同时间的时效处理,研究了焊接接头的时效组织和性能,分析了Super304H钢焊接接头在700 ℃和不同应力下的持久性能。
1 试样制备与试验方法
试验用Super304H钢管由日本住友公司提供,供货态为固溶处理态,规格为φ45 mm×9 mm;配套氩弧焊丝牌号为#T-304H,直径为2.4 mm。采用SPECTROLAB型定量光谱仪检测钢管和焊丝的化学成分,结果见表1。与钢管相比,焊丝中的锰、镍、钼、铜含量有所增加,这有利于提高焊缝的高温蠕变强度,改善焊缝的韧性,避免δ铁素体相的形成。
截取100 mm长度的钢管,将其一端加工成半V形坡口,坡口角度为30°,钝边0.5~1.0 mm,将两根钢管置于45°固定位置,采用手工钨极氩弧焊(GTAW)进行对接,根部间隙为2.5~3.0 mm,对接坡口如图1所示,焊接工艺参数见表2。

表1 Super304H钢和焊丝的化学成分(质量分数)Table 1 Chemical composition of Super304H steel and welding wire (mass) %

图1 Super304H钢对接坡口Fig.1 Schematic of butt groove of Super304H steel
层数/层焊接电流/A焊接电压/V焊接速度/(mm·s-1)层间温度/℃1~670~10010~1220~45≤150
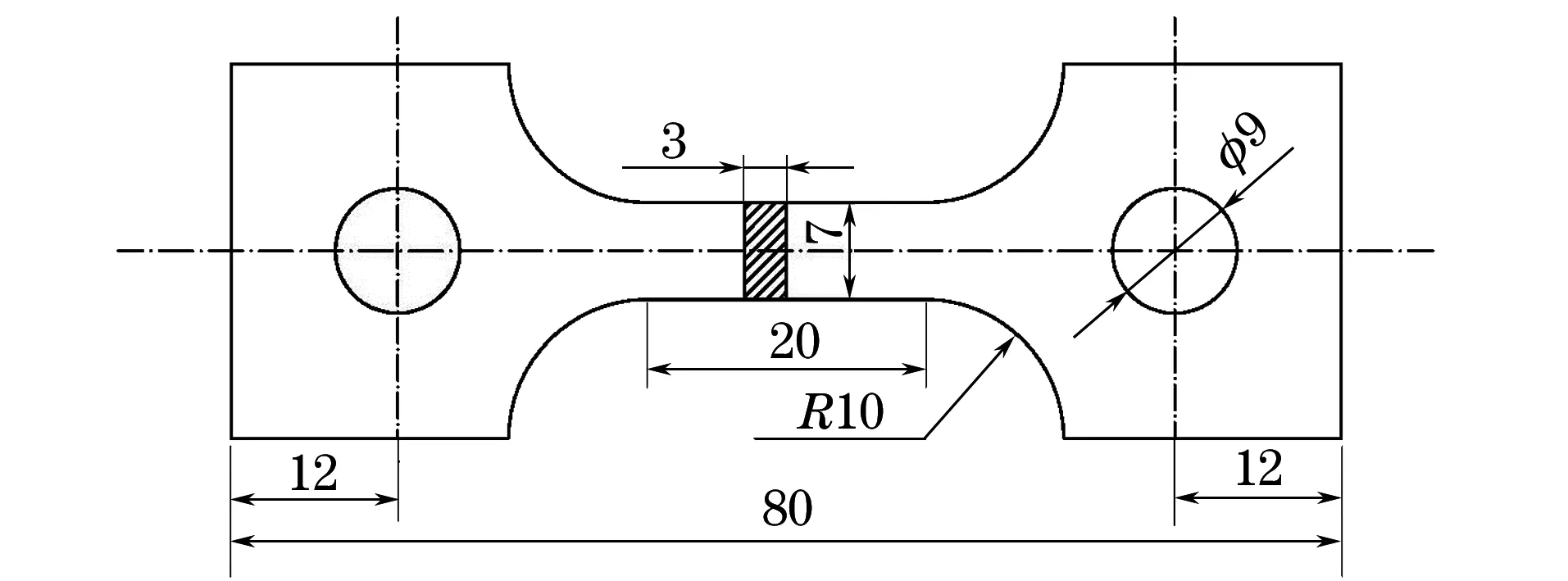
图2 持久试样的形状与尺寸Fig.2 Shape and dimension of creep rupture sample
将焊接接头置于SX2 12-16型箱式电阻炉中,在空气气氛下进行高温时效处理,时效温度为700 ℃,时效时间分别为100,300,500 h。按照GB/T 2650—2008,在时效后的焊接接头上截取尺寸为55 mm×10 mm×5 mm的冲击试样,焊缝位于冲击试样的中心位置,在焊缝中心线处开V形缺口,采用JB-30型冲击试验机进行常温冲击试验。按照GB/T 2039—2012,在焊接接头上截取持久试样,持久试样的形状和尺寸如图2所示,采用RC-1130型持久试验机进行高温持久试验,试验温度为700 ℃,试验加载应力为160,180 MPa。
在JSM-6380LA型扫描电子显微镜(SEM)上观察试样的断口形貌和显微组织,并采用其附带的能谱仪(EDS)对析出相进行成分分析;在持久试验后的试样上截取金相试样,经打磨、抛光,用由5 g三氯化铁、50 mL 盐酸和100 mL水组成的溶液腐蚀后,在Olympus GX41型光学显微镜上观察显微组织。
2 试验结果与讨论
2.1 时效组织和冲击性能
由图3可以看出:经700 ℃、时效100 h后,焊接接头的显微组织与焊态组织[5,7]相似,仍主要为奥氏体相,但在奥氏体晶界和枝晶界处析出大量的颗粒状、链球状和条状析出相;随时效时间的延长,晶界上析出相的数量增加。
由图4可知:经700 ℃时效100 h后,焊接接头的冲击功明显降低,表明焊接接头发生明显的脆化;随着时效时间的延长,其冲击功基本保持稳定。
由图5可以看出:焊态和高温时效后焊接接头的冲击断口均具有典型的胞状树枝晶形态;焊态时冲击断口上的枝晶界、胞状晶界处有明显的撕裂棱,而高温时效后的撕裂棱显著减少,断口平坦,具有脆性解理特征。
Super304H钢的供货状态为固溶处理态,M23C6相基本全部溶解于奥氏体基体中,基体组织为过饱和固溶体。虽然在焊接热循环过程中也会发生M23C6相的析出和溶解,但由于焊接过程中的冷却速率较大,因此焊接接头的基体组织仍为过饱和固溶体。在700 ℃长期时效后,焊接接头基体组织中析出M23C6、Nb(C,N)和富铜相[7],其中Nb(C,N)和富铜相与奥氏体基体存在共格或半共格关系,在基体中呈细小弥散分布,因此对基体冲击韧性的影响较小。析出的M23C6相与奥氏体基体不存在共格关系[8],而是优先在奥氏体晶界上或枝晶界上形核。时效初期奥氏体基体的过饱和度较大,结合M23C6相的沉淀动力学曲线和碳的扩散系数[8]可知:在时效初期M23C6相在奥氏体晶界和枝晶界上快速析出并聚集长大,并呈链球状、条状和颗粒状,导致冲击韧性变差;同时,在焊接过程中焊缝金属从液态以枝晶、胞状晶的形式结晶成固溶体,造成溶质原子偏析于晶界、枝晶界处[9],使得溶质原子的过饱和度更大,导致在最初的100 h时效时间内,M23C6相在晶界和枝晶界处快速析出。大量M23C6相在晶界和枝晶界上的析出粗化,使得晶界急剧脆化,因此焊接接头的冲击韧性显著降低而出现脆化。随着时效时间的延长,奥氏体固溶体的过饱和度降低,析出相的析出速率减慢,因此焊接接头的冲击功基本保持稳定。
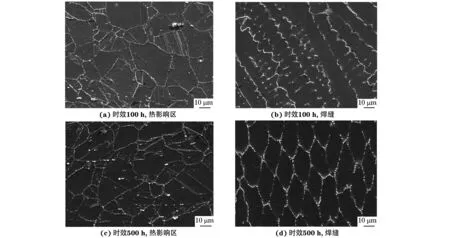
图3 700 ℃时效不同时间后焊接接头不同区域的显微组织Fig.3 Microstructures of different regions of welded joint after aging at 700 ℃ for different times: (a) aging for 100 h, heat affected zone;(b) aging for 100 h, weld metal; (c) aging for 500 h, heat affected zone and (d) aging for 500 h, weld metal
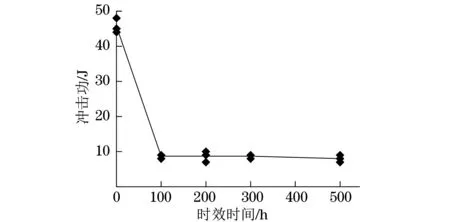
图4 焊接接头的冲击功随时效时间的变化曲线Fig.4 Curve of impact energy vs aging time of welded joint
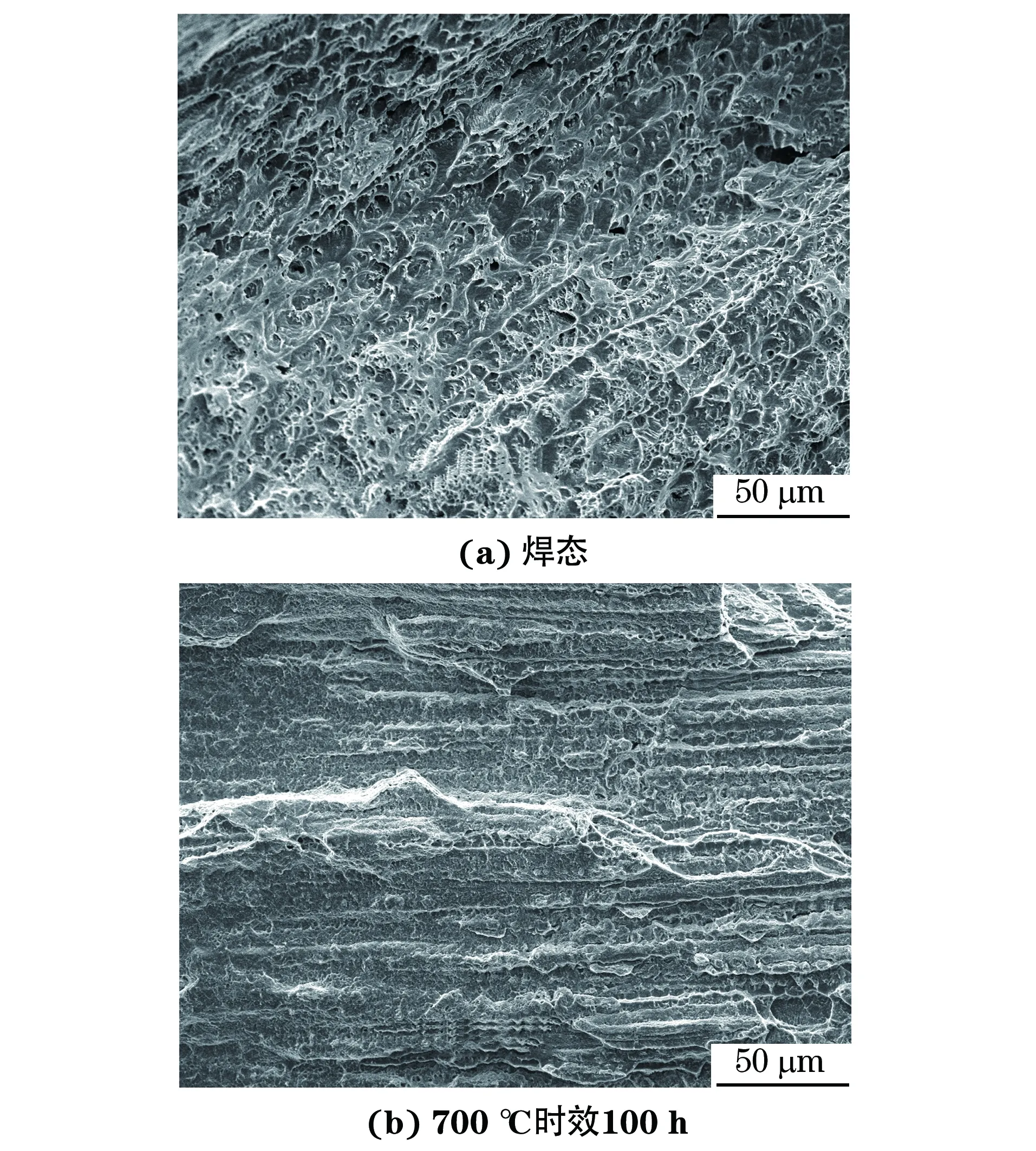
图5 焊态和700 ℃时效100 h后冲击断口扩展区的SEM形貌Fig.5 SEM images of extending zone in impact fracture in as-weldedstate (a) and after aging at 700 oC for 100 h (b)
2.2 持久性能
由表3可知,由于试验加载应力较高,持久试样的断裂时间均相对较短,而且均于母材处断裂。观察发现,试样在断裂前均有明显的缩颈现象。
表3焊接接头的持久试验结果
Table3Creeprupturetestingresultsofweldedjoint
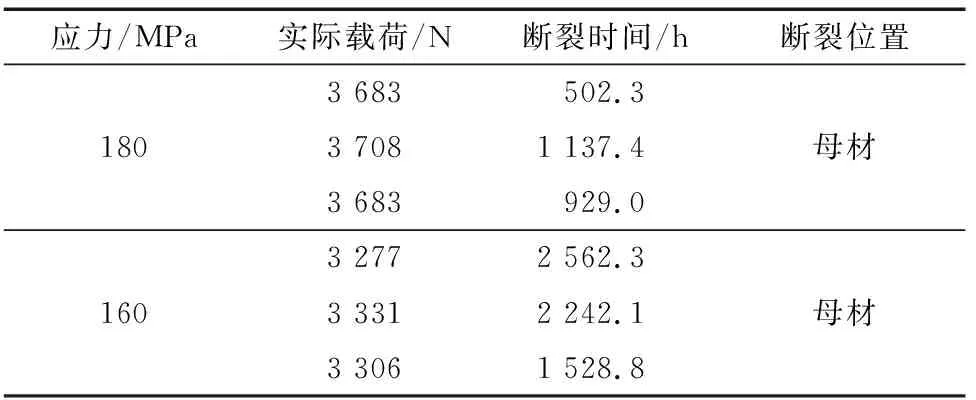
应力/MPa实际载荷/N断裂时间/h断裂位置3 683502.31803 7081 137.4母材3 683929.03 2772 562.31603 3312 242.1母材3 3061 528.8
蠕变和断裂方程[10]为
τ=Aσ-B
(1)
式中:σ为加载应力;τ为断裂时间;A,B均为常数。
将式(1)两边取对数,得到
lgτ=lgA-Blgσ
(2)
将加载应力和断裂时间代入式(2),用最小二乘法求得常数A和B,得到:
σ=325.42τ-0.090 9
(3)
由式(3)拟合的曲线外推可以得到,Super304H钢焊接接头在700 ℃×10 000 h的持久强度为140 MPa,这说明试验条件下焊接接头具有较高的持久强度。
由图6可知:在不同试验应力下,试样均发生了明显的塑性变形,靠近断口处的晶粒被拉长;应力为180 MPa时,断口主要呈穿晶断裂特征,当加载应力减小至160 MPa时,呈明显的沿晶断裂特征。
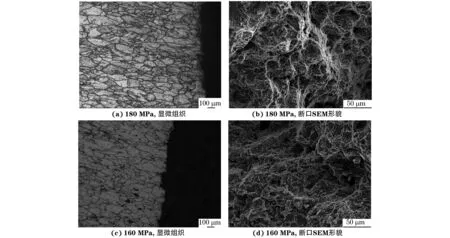
图6 不同应力下持久试样断口处的显微组织和断口SEM形貌Fig.6 Microstructures near the fracture (a,c) and fracture SEM morphology (b,d) of creep rupture sample under different stresses
由图7可知,在高温持久试验过程中,焊接接头组织中的析出相沿晶界析出并聚集长大,局部晶界上的析出相呈连续分布,在尺寸较大的析出相处产生蠕变空洞。由表4可知,晶界上的析出相主要是铁和铬的化合物,部分析出相含较高含量的铌元素。
在应力和高温条件下,材料的蠕变变形所引起的位错会在应力和热激活能作用下发生快速移动。Super304H钢的蠕变速率受基体自扩散系数的影响[11]。在700 ℃下,Super304H钢基体的自扩散系数较大,因此蠕变速率较快。当加载应力较高时,晶界滑动在蠕变变形中占的比例较小,晶界会随晶粒一起被拉长,导致组织中原有的尺寸较大的Nb(C,N)相[12]和高温过程中沿晶界析出的粗大M23C6相因塑性较差而形成裂纹,并降低焊接接头的持久强度,因此断口主要呈穿晶断裂特征。随着加载应力的降低,晶内的变形程度减小,晶界滑动变形在蠕变变形中所占比例增加,在被M23C6析出相覆盖的晶界处极易产生蠕变空洞,随蠕变时间的延长,晶界处的蠕变空洞增多并聚集形成裂纹,因此断裂特征由穿晶断裂变为沿晶断裂,并且接头的持久强度降低。由此可知,在高温持久试验过程中,组织中沿晶界析出的M23C6相的数量和尺寸对Super304H钢焊接接头的持久强度会产生重要的影响。

表4 图7中不同位置的EDS分析结果(质量分数)Table 4 EDS analysis results at different positions shown inFig.7 (mass) %
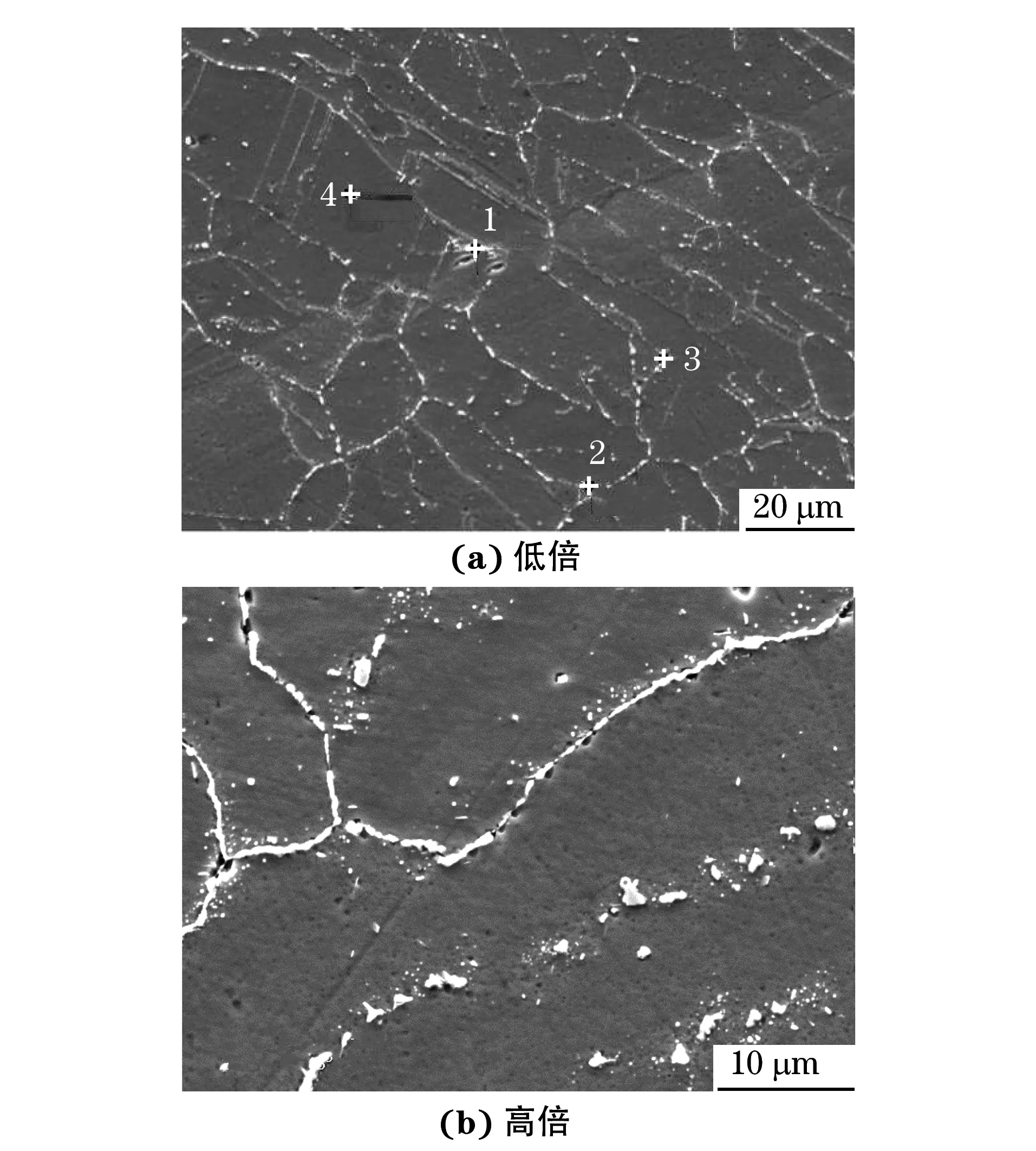
图7 在应力160 MPa下断裂后持久试样的SEM形貌Fig.7 SEM images of creep rupture sample after rupture under stress of 160 MPa
3 结 论
(1) 700 ℃时效100 h后,在Super304H钢焊接接头中的奥氏体晶界和枝晶界处析出大量的颗粒状、链球状和条状M23C6析出相,焊接接头的冲击韧性显著下降;随时效时间的继续延长,M23C6相的析出速率减慢,冲击功基本保持稳定。
(2) 不同加载应力下焊接接头持久试样均在母材处断裂,且断裂前均发生明显的缩颈现象;当加载应力(180 MPa)较高时,焊接接头断口主要呈穿晶断裂特征,当加载应力(160 MPa)较低时,断口呈沿晶断裂特征。
