荧光灯管芯柱玻璃中金属铅的机械化学硫化
2018-11-28吴泽兵王晓岩张紫薇苑文仪王临才张承龙白建峰王景伟
吴泽兵,孟 雯,王晓岩,2*,张紫薇,苑文仪,王临才,张承龙,白建峰,王景伟
荧光灯管芯柱玻璃中金属铅的机械化学硫化
吴泽兵1,孟 雯1,王晓岩1,2*,张紫薇1,苑文仪2,3,王临才2,3,张承龙2,3,白建峰2,3,王景伟2,3
(1.上海第二工业大学环境与材料工程学院,上海 201209;2.上海第二工业大学资源循环科学与工程中心,上海 201209;3.上海第二工业大学电子废弃物研究中心,上海 201209)
以硫化钠为硫化剂,机械化学硫化荧光灯管芯柱玻璃中金属铅,实现金属铅向硫化铅快速转化.通过单因素实验,考察了不同机械化学硫化条件,即球磨时间、球磨转速和球料比对硫化率的影响,并通过XRD、SEM和粒度对硫化产物进行表征.结果表明,硫化率随球磨时间和球磨转速的增大而增大,随球料比的增大先增大后减小,当球磨转速为750r/min、球磨时间为120min、球料比为50:1g/g时,荧光灯管芯柱玻璃中金属铅的硫化率可达 96.18%.XRD结果表明,荧光灯管芯柱玻璃中金属铅的机械化学硫化产物为PbS、SEM和粒度结果表明,荧光灯管芯柱玻璃的粒径随球磨转速和球磨时间的增加而减小.
荧光灯管芯柱玻璃;硫化铅;硫化率;机械化学硫化
荧光灯管因为其良好的发光效率和使用寿命,被广泛应用在照明行业中[1-3].但随着荧光灯管玻璃的无铅化,逐渐被LED灯所取代.因此,如何处理处置废旧含铅荧光灯管玻璃将成为一项难题.目前国内大部分地区主要采用填埋和焚烧的处理处置方式,这容易带来环境污染和身体健康危害[4].数据显示[5],每年我国荧光灯管的产量可达70亿支,约合350万t.而据研究估算[6],在2020年将产生58.37亿只废弃荧光灯管,在荧光灯管芯柱玻璃中,铅含量高达25%左右[7],如果将这部分金属铅进行资源化回收,将回收16万t金属铅,其资源化价值不容忽视.
由于荧光灯管芯柱玻璃中的金属铅被包裹在玻璃网络结构体中,具有强化学稳定性,直接湿法浸出效果不佳.因此,需要破坏这种网络结构体,达到金属铅的释放,从而提高其浸出活性.Miyoshi等[8]提出利用亚临界条件下水介质中进行预处理,然后利用硝酸浸出,铅的浸出率可达93%.胡彪等[9-11]通过将含铅玻璃与NaCO3进行混和烧结,以破坏稳定玻璃网状结构,然后利用水解或酸溶的方法进行铅的回收.但该方法虽可提高铅的浸出率,但存在耗碱量大、能耗高等问题.近年来,机械化学法因为通过机械力的作用,使反应物在高能量下发生结构和活性的变化[12].机械化学法已被广泛应用于矿物、二次资源中有价金属回收及危险废物处理[13-15].有研究者在进行含铅玻璃中铅的回收过程采用该方法来进行预处理[16-17].但在浸出过程中将其它网络外体离子(如Na、K、Ca等离子)溶出,使后续铅的回收程序复杂、处理成本增加.除此之外,采用机械化学法将含铅玻璃中铅的存在形式改变,由氧化铅还原为单质铅,然后进行碱性浸出,其浸出率在 90% 以上,但金属铅的还原效果不佳,且该方法在浸出过程中耗碱量大,成本较高[18].
因此,本研究以硫化钠为硫化剂,机械化学硫化荧光灯管芯柱玻璃中金属铅,使金属铅转化为硫化铅,从而提高其后续湿法回收效率.旨在为其他含铅玻璃中金属铅的资源化回收提供参考.
1 材料与方法
1.1 材料
实验材料:荧光灯管灯芯柱玻璃(江苏玻璃生产厂家),并对其进行X射线荧光光谱仪(XRF)分析,分析结果如表1所示.

表1 荧光灯管玻璃的化学组分分析
实验试剂:无水硫化钠:90%;过氧化氢、盐酸、氢氧化钠(分析纯);硫酸盐标准试剂(哈希公司);去离子水.
实验设备和仪器:行星式球磨机(P7,德福里茨仪(Fritsch)器设备有限公司);X射线衍射光谱仪(XRD,D8-Advance,德国布鲁克);扫描电镜(S-4800,日本日立(Hitachi)集团);哈希水质检测仪(DR-3900,美国哈希(HACH)公司);恒温磁力搅拌器(CJ-78-1,上海跃进医疗器械厂);超声波清洗器(KQ-200VDB,昆山超声仪器有限公司).
1.2 实验方法
将荧光灯管芯柱玻璃经过颚式破碎机进行破碎,筛分得到80~120目的含铅玻璃粉,经清水洗涤多次后放入烘箱中,在105℃下干燥24h备用.将一定量的含铅玻璃粉与一定量的硫化钠混和置于45mL二氧化锆球磨罐中,按照一定的球磨条件,进行机械化学反应.硫化后样品取 0.200g样品于250mL锥形瓶中,加入 100mL质量分数为1%的氢氧化钠溶液,在 60℃下,500r/min转速下搅拌60min后,放入超声清洗器中超声15min.然后静置,取上澄清液5mL于20mL试管中,加入3mL质量分数为3% 的双氧水,静置反应40min,并设三组平行样,利用哈希水质检测仪进行硫酸根离子的浓度测定,取平均值后根据公式(1)进行硫化率的计算.

式中:S2-为添加硫化剂所提供的硫离子的物质量(mol);SO42-为使用离子色谱检测得到的硫酸根的物质量(mol);Pb2+为铅玻璃中所含铅的物质量(mol).
1.3 分析方法
硫化后样品的晶体结构利用 X 射线衍射仪分析;硫化后样品的表面形貌利用扫描电镜分析;硫化后样品的粒度和比表面积利用激光粒度仪分析.
2 结果与讨论
2.1 硫化效果评价方法的确定
为进行机械硫化荧光灯管芯柱玻璃中铅的硫化效果评价,引入硫化率作为衡量机械化学硫化效果的表征方法.但由于反应产物为硫化铅和玻璃粉的混合物,难以将二者分离来进行硫化铅的产生量测定.而对反应物性质的分析,原含铅玻璃粉中是不含硫元素的,硫元素全部来自参加反应的硫化钠.而硫化钠易溶于水,产物硫化铅不溶于水.因此,借助硫元素的去向便可间接测定硫化率.即将未发生反应的硫化钠溶于水,再对水溶液中的硫离子进行测定,从而反算硫化率.而硫化钠溶于水后,硫离子在水溶液中的存在形式较为多样[19],单纯测定硫离子的量不能准确表明是未参与硫化反应的硫.因此,通过将溶液中的硫离子全部氧化为硫酸根离子,通过测定硫酸根离子的量从而得到未发生机械硫化反应的硫离子的量.但值得注意的是,硫离子在氧化过程中发生的反应受pH值的影响很大,在不同pH值下其反应形式不同[20],如表3所示.因此,在进行硫离子氧化的过程中,须保证溶液中pH > 10,才能保证硫离子全部被氧化为硫酸根离子.之后通过测定硫酸根离子的含量便可得知未参加反应的硫离子的量,用总的硫离子添加量减去未反应的量,得知参加反应的硫的量,根究硫化铅中铅和硫元素的摩尔比便可确定被硫化的铅的量,与总的铅含量进行作比便可得知硫化率.其计算公式如式(1)所示.

表2 水溶液中S的存在形式及其与H2O2氧化反应
2.2 机械化学硫化效果
2.2.1 球磨时间的影响 球磨时间是影响机械化学反应的重要因素,本实验中所设定的球磨时间为 30,45,60,90,120,180,240,480min,探究了荧光灯管芯柱玻璃中铅的硫化率随时间的影响.其他球磨条件为:球料比为 40:1g/g,球磨转速为550r/min,硫化剂添加量为Pb2+:S2-= 1:1.2.
由图1可以看出,随着球磨时间的延长,荧光灯管芯柱玻璃中金属铅的硫化率呈现逐渐增大趋势.当球磨时间小于90min时,硫化率增长缓慢且硫化率较低.这是因为在短时间内,体系中主要进行荧光灯管芯柱玻璃的研磨细化过程,玻璃网络中的金属铅还未被释放出来,因此与硫化钠还无法接触发生硫化反应.
当球磨时间大于90min时,荧光灯管芯柱玻璃研磨细化过程完成,玻璃网路结构体中释放出来的金属铅逐渐增加,与硫化钠接触发生硫化反应的机会增多,硫化率迅速增长,硫化率由10%迅速增长到80%.在球磨时间大于120min后,玻璃网络结构体中释放出来的金属铅逐渐减少,发生硫化反应的机会降低,从而硫化率增长幅度变缓.随着球磨时间的延长,玻璃网络结构体中的金属铅释放完全,硫化反应停止,从而硫化率不再增加.
2.2.2 球磨转速的影响 球磨转速是机械化学反应过程中另一个重要的影响因素,球磨转速的大小直接影响到荧光灯管芯柱玻璃网络结构体的破坏情况.在实验所用球磨机允许的转速范围内进行实验,分别讨论转速为250,350,450,550,650,750r/min时硫化率的变化情况.其他球磨条件为:球料比为 40:1g/g,球磨时间为 120min,硫化剂添加量为Pb2+:S2-= 1:1.2.
由图2可以看出,随着球磨转速的提高,硫化率整体呈现出不断增加趋势.在球磨转速较低时,作用在荧光灯管芯柱玻璃上的机械力作用不够,其玻璃网络结构破坏并不明显,金属铅很难释放.机械能转化为硫化反应的化学能也较少,金属铅和硫化钠还不足以发生反应,
硫化率很低.当球磨转速大于450r/min时,机械球磨过程中机械能转化为的化学能增加,同时,机械力对荧光灯管芯柱玻璃中玻璃网络结构的破坏作用加强,使其中释放出的金属铅增多,与硫化钠接触发生硫化反应速度加快,硫化率增长迅速,由不到5%增长到90%.随着球磨转速的继续提高,机械能转化为的化学能达到饱和,玻璃网络结构中释放出的金属铅的量成为限制硫化反应的主要因素.此时随着球磨转速的提高,机械力对玻璃网络结构的破坏程度越大,释放出的金属铅越多,发生硫化反应的机会越多,硫化率也就逐渐增大,但其增长幅度变缓.由此可见,机械化学硫化技术可实现含铅玻璃中金属铅向硫化铅晶体的快速转换,为后续湿法提铅提供有力支撑.
2.2.3 球料比的影响 本实验分别讨论球料比为 20:1,30:1,40:1,50:1,70:1g/g时硫化率的变化情况.其他球磨条件为:球磨转速550r/min,球磨时间120min,硫化剂添加量为Pb2+:S2-= 1:1.2.

图3 球料比对硫化率的影响
由图3可以看出,荧光灯管芯柱玻璃中铅的硫化率随球料比的越大,呈现先增大后减小的趋势.在球料比为 50g/g时,硫化率达到最大,为 82.48%.在机械化学硫化反应过程中,磨球的质量与添加物料的质量变化对磨球碰撞能有直接影响.磨球数越多,球料比越大,反应接触面的位点也就越多,磨球与物料、磨球与磨球、磨球与罐体之间的碰撞机会也就越多,物料获得的能量也就越多,从而发生反应的速度也就越快[21-22].同时,由于物料获得能量的提高,其升温速率加快,使添加的硫化钠分解加剧,导致参与反应的硫化钠减少,使硫化率降低.
2.3 硫化样品理化性质的表征
2.3.1 XRD表征 机械硫化荧光灯管芯柱玻璃中铅的反应过程中,铅转化为硫化铅,为表征硫化产物采用X-射线衍射仪来进行表征.

(a):不同球磨时间;(b):不同球磨转速;(c):不同球料比
图4(a)为球磨转速为550r/min,球料比为40:1g/g,不同球磨时间的XRD图.可以看出,当样品在机械化学硫化初期时,以颗粒的破碎和混和作用为主,化学反应还未进行.随着球磨时间的延长,机械力的细化作用加强,玻璃网络结构体被破坏,暴露出的新鲜表面越来越多,参与硫化的金属铅逐渐增多,PbS 的衍射峰也就逐渐增强.这与硫化率随球磨时间的增加逐渐增大相吻合.
图4(b)为球磨时间为120min,球料比为40:1g/g,不同球磨转速的XRD图.可以看出,当球磨转速为350r/min时,没有任何晶形产生,机械能转化成的化学能较少,不足以使荧光灯管芯柱玻璃中金属铅与硫化钠发生硫化反应.当球磨转速为450r/min 时,在 2为26.1°、30.1°、43.4°、51.3°时出现了PbS的衍射峰,且随着球磨转速的提高,PbS 的衍射峰逐渐增强.表明随着球磨转速的提高,荧光灯管芯柱玻璃的玻璃网络结构体破坏程度越大,释放出的金属铅越多,金属铅和硫化钠获得的反应化学能越多,反应生成硫化铅的量也就越多.这与硫化率随球磨转速的增加逐渐增大的规律相吻合.
图4(c)为球磨转速为550r/min,球磨时间为120min,不同球料比的XRD图.可以看出,在球料比为20:1g/g时,PbS的衍射峰较弱.因为,此时球与荧光灯管芯柱玻璃之间发生碰撞的机会较少,使荧光灯管芯柱玻璃中金属铅和硫化钠获得的能量较少,硫化反应速率较慢.随着球料比的增加,球与荧光灯管芯柱玻璃间发生碰撞的机会增多,产生的能量也就增加,硫化反应速率加快,PbS 的衍射峰也就越强.但在球料比为 70:1g/g时,PbS的衍射峰略微有所下降,表明硫化效果并非随着球料比的增加而变好.这与硫化率的随球料比先增大后减小的趋势是吻合的.
2.3.2 粒度/比表面积(BET)的表征 影响样品粒度和比表面积最主要的因素是球磨时间和球磨转速.因此,此处对球料比为40g/g,硫化剂添加量为Pb2+:S2-=1:1.2,球磨转速为250~750r/min,球磨时间为30~240min球磨条件下的样品进行粒度和比表面积的表征分析.
图5和6为不同球磨转速下球磨120min后的样品比表面积和平均粒度(50)变化.从比表面积的变化趋势和粒径分布曲线可以看出:随着球磨转速的提高(机械活化作用力的增强),比表面积总体呈增加趋势,而D50呈减小趋势.在低球磨转速下(350r/min及以下),荧光灯管芯柱玻璃粉颗粒的比表面积变化较为迅速,由0.03m2/g变为0.71m2/g;荧光灯管芯柱玻璃粉颗粒的D50变化情况相似,粒度由260μm迅速变为40μm.这是因为在荧光灯管芯柱玻璃粉颗粒的比表面积及粒径均变化不明显,比表面积随转速的提高而增加,而荧光灯管芯柱玻璃粉颗粒粒径随转速的提高而减小.当球磨转速为750r/min时,比表面积达到最大值0.969m2/g;荧光灯管芯柱玻璃粉颗粒的D50在球磨转速为750r/min时达到其最小值16.85 μm.这表明低球磨转速下时对荧光灯管芯柱玻璃的破碎作用明显,继续增加球磨转速,粉碎作用下降,细磨作用加强,使荧光灯管芯柱玻璃粉颗粒松散程度增加.进而证明了随着球磨转速的提高,硫化效果越来越好,硫化率越来越高.

图5 不同球磨转速球磨120min后样品的粒度变化
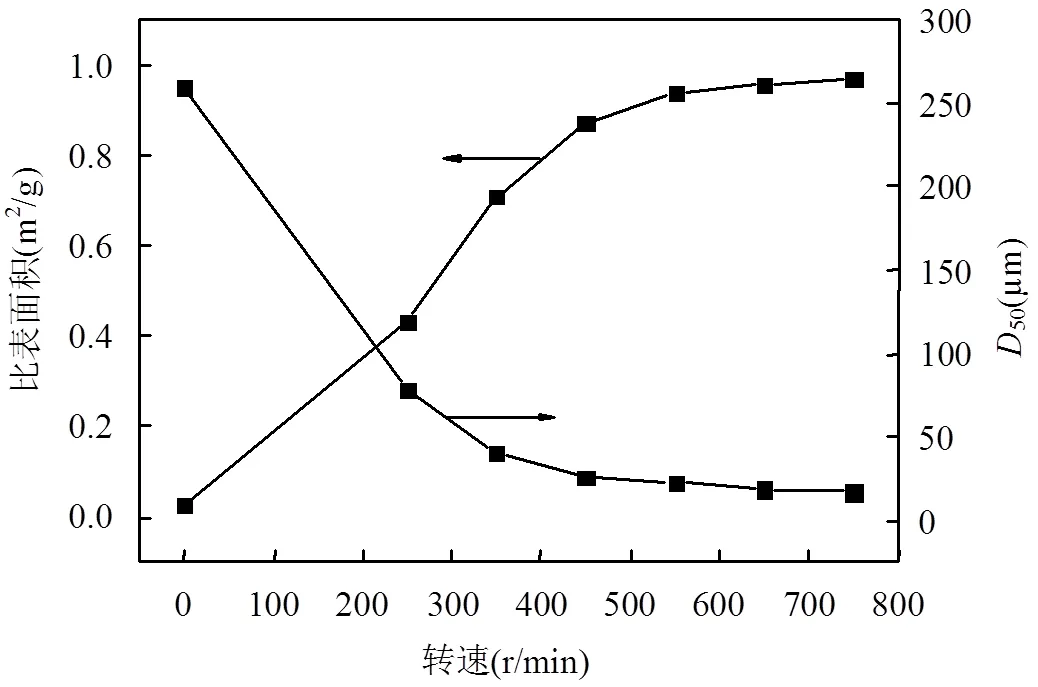
图6 不同球磨转速球磨120min后样品的 D50和比表面积变化
由图7,图8可以看出:机械硫化45min后,荧光灯管芯柱玻璃粉颗粒的平均粒径约为原始样品的1/13,比表面积增加了约50倍.球磨时间增加到60min及以上时,荧光灯管芯柱玻璃粉颗粒的平均粒径与45min 样品相比没有明显变化,达到稳定状态.而60min时荧光灯管芯柱玻璃粉颗粒的比表面积仍然呈现增长趋势,直到球磨时间达到180min时,不再增加而趋于平衡.这表明机械活化对荧光灯管玻璃的破碎作用在初期较为明显,继续增加球磨时间破碎速度下降,荧光灯管芯柱玻璃粉颗粒之间发生团聚现象.当破碎速度和团聚现象达到平衡时,荧光灯管芯柱玻璃颗粒的粒径不再减小.增加球磨时间对比表面积的增大具有显著作用,这说明机械球磨过程使荧光灯管芯柱玻璃不断露出大量新鲜表面,比表面积故而增大.因此,随着比表面积的增大,硫化反应速率加快,硫化率逐渐提高.进而证明了随着硫化时间的延长,硫化效果越来越好,硫化率越来越高.
2.3.3 SEM表征 影响表面特征的最主要的因素是球磨时间和球磨转速.因此,此处对球料比为40:1g/g,硫化剂添加量为Pb2+:S2-=1:1.2,球磨转速为 350, 450,550,650,750r/min,球磨时间为30、60、120、180、240min球磨条件下的样品进行表面形貌的表征.
由图9可以看出,随着球磨转速和球磨时间的提高,荧光灯管芯柱玻璃棱角分明的结构逐渐消失了,玻璃颗粒大小先变小后发生团聚,这与粒度和比表面积分析结果相近.从而进一步证明了随着球磨时间和球磨转速的增加,机械化学硫化荧光灯管芯柱玻璃中金属铅的硫化效果越好,硫化率越来越高.

图7 550r/min转速下球磨不同时间后样品的粒度变化

图8 550r/min转速下球磨不同时间后样品的D50和比表面积变化

图9 硫化后样品的SEM表征
A.原样;B.球磨30min;C.球磨60min;D.球磨120min;E.球磨180min;F.球磨240min;G.350r/min;H.450r/min;I.550r/min;J.650r/min;K.750r/min
3 结论
3.1 将含铅荧光灯管芯柱玻璃与硫化钠混和进行机械化学硫化反应,可以实现金属铅向硫化铅的快速转化,且其硫化率随球磨时间的延长而增大,在球磨时间为120min、球磨转速为750r/min、球料比为 50:1g/g、硫化剂添加量为Pb2+:S2-= 1:1.2时,硫化率为96.18%.
3.2 通过对硫化后的荧光灯管芯柱玻璃的各项表征可以发现,当球磨转速大于350r/min,球磨时间大于90min时,PbS的峰型会逐渐增强.且此时的粒度和比表面积变化最大,粒度由260μm迅速变为40μm,比表面积由0.03m2/g变为0.71m2/g.
[1] 殷 捷,范 例.国内外废旧荧光灯管管理体系及处理处置现状研究[J]. 环境影响评价, 2016,38(4):81-87.
[2] 单桂娟,李金惠.中国废荧光灯管理现状分析与政策建议研究[J]. 环境科学与管理, 2016,41(2).
[3] 王 琪,唐丹平,姜 林,等.废弃荧光灯管的环境管理研究[J]. 环境污染与防治, 2012,34(11):98-102.
[4] 于可利,刘华峰,李金惠,等.危险废物填埋设施的环境风险分析[J]. 环境科学研究, 2005,18(z1):45-49.
[5] 叶 欣,王 卓,陈 吟.2011年我国气体放电光源生产及国内外市场情况分析[J]. 中国照明电器, 2012,(2):1-5.
[6] Tan Q, Li J. A study of waste fluorescent lamp generation in mainland China [J]. Journal of Cleaner Production, 2014,81(7):227-233.
[7] 韩业斌.含铅玻璃可资源化研究[J]. 硅酸盐通报, 2015,34(1):164- 167.
[8] Miyoshi H, Chen D, Akai T. A novel process utilizing subcritical water to remove lead from wasted lead silicate glass [J]. Chemistry Letters, 2004,33(8):956-957.
[9] 胡 彪,汤桂兰,孟辰晨,等.一种用废含铅玻璃制取水玻璃并分离含铅化合物的方法[Z]. 中国发明专利, 201210339982.8,2012-12-19.
[10] Hu B, Hui W. Extraction of lead from waste CRT funnel glass by generating lead sulfide-An approach for electronic waste management [J]. Waste Management, 2017,(67):253-258.
[11] Hu B, Hui W. Lead recovery from waste CRT funnel glass by high- temperature melting process [J]. Journal of Hazardous Materials, 2018,343:220.
[12] Suryanarayana C. Mechanical alloying and milling [J]. Progress in Materials Science, 2001,46(1):1-184.
[13] Jana F, Peter B, Carlos L. V. Thiosulfate leaching of silver, gold and bismutu from a complex sulfide concentrates [J]. Hydrometallurgy, 2005,77:35-39.
[14] Peter B, Marcela A. Mechanochemical leaching in hydrometallurgy of complex sulphides [J]. Hydrometallurgy, 2006,84:60-68.
[15] Hasegawa H, Rahman I M M, Egawa Y, et al. Recovery of indium from end-of-life liquid-crystal display panels using aminopolycarboxylate chelants with the aid of mechanochemical treatment [J]. Microchemical Journal, 2013,106(1):289-294.
[16] Yuan W Y, Li J H, Zhang Q W, et al. Innovated application of mechanical activation to separate lead from scrap cathode ray tube funnel glass [J]. Environmental Science & Technology, 2012,46(7): 4109-4114.
[17] Yuan W Y, Li J H, Zhang Q W, et al. Lead recovery from cathode ray tube funnel glass with mechanical activation [J]. Journal of the Air and Waste Management Association, 2013,63(1):2-10.
[18] Zhang C L, Zhuang L L, Yuan W Y, et al. Extraction of lead from spent leaded glass in alkaline solution by mechanochemical reduction [J]. Hydrometallurgy, 2016,165:312-317.
[19] 高倩倩.油田水中硫离子的测定方法研究[D]. 沈阳:沈阳师范大学, 2012.
[20] Solvay I. Hydrogen peroxide for controlling reduced sulfur compounds [Z]. AU, 2013.
[21] Mio H, Saeki S, Kano J, et al. Estimation of mechanochemical dechlorination rate of poly (vinyl chloride) [J]. Environmental Science & Technology, 2002,36(6):1344-1348.
[22]Saeki S, Kano J, Saito F, et al. Effect of additives on dechlorination of PVC by mechanochemical treatment [J]. Journal of Material Cycles and Waste Management, 2001,3(1):20-23.
Lead mechanochemical sulfidation of fluorescent tube core glass.
WU Ze-bing1, MENG Wen1, WANG Xiao-yan1,2*, ZHANG Zi-wei1, YUAN Wen-yi2,3, WANG Lin-cai2,3, ZHANG Cheng-long2,3, BAI Jian-feng2,3, WANG Jing-wei2,3
(1.School of Environmental and Materials Engineering, Shanghai Polytechnic University, Shanghai 201209, China;2.Research Center of Resource Recycling Science and Engineering, Shanghai Polytechnic University, Shanghai 201209, China;3.Shanghai Collaborative Innovation Centre for Waste Electrical and Electronic Equipment Recycling, Shanghai Polytechnic University, Shanghai 201209, China)., 2018,38(11):4211~4217
With sodium sulfide as the vulcanizing agent, the lead in the fluorescent tube core glass was rapidly transformed to lead sulfide by mechanochemical sulfidation. The different conditions of mechanochemical sulfidation, that is, milling time, milling speed and ball-to-material ratio were investigated by single factor experiment. And the structural properties of samples after mechanochemical sulfidation were characterized by SEM, XRD and particle size. The results showed that the sulfidation rate increased with the increase of milling time and milling speed, increased first and then decreased with the increase of ball-to-material ratio. When the milling speed was 750r/min, the milling time was 120min and the ball-to-material ratio was 50:1g/g, the lead sulfidation rate in the fluorescent tube core glass was 96.18%. The mechanochemical sulfidation product of lead in fluorescent lamp tube core glass was PbS. The particle size of fluorescent lamp core glass powder decreased with the increase of milling speed and milling time.
fluorescent tube core glass;lead sulfide;sulfidation rate;mechanochemical sulfidation
X705
A
1000-6923(2018)11-4211-07
吴泽兵(1991-),男,山西大同人,上海第二工业大学硕士生,主要从事电子废弃物资源化研究.
2018-06-20
国家自然科学基金资助项目(21876106);上海市高原学科-环境科学与工程(资源循环科学与工程);上海第二工业大学学科建设(XXKZD1602)
* 责任作者, 工程师, wangxy@sspu.edu.cn
