热眼在高线生产中的应用
2018-11-28葛晴晴彭进明陈鸿旭
葛晴晴,彭进明,宫 辉,陈鸿旭,孙 凯
(马钢股份公司特钢公司 安徽马鞍山 243000)
在线材热态高速轧制的过程中,通过热眼检测技术可以实时采集条钢的表面质量讯息,实时检查异常情况、实时调整优化轧制过程参数,来减少轧废、提高产品质量、增加成材率,保护轧机等设备。本文通过把耳子、折叠、轧辊掉肉、拉丝、结疤等常见缺陷的热眼检测图片(部分纵向压缩)与实物图片进行对比,形成判定经验,及时调控轧制过程。
1 耳子


耳子由于是通条缺陷,缺陷一般集中在热眼的一个摄像头中,如上图(图1)所示就是集中在3号摄像头中,密集的一整条红色缺陷标识。热眼图像默认横向压缩,上图中的耳子呈现的便是模糊的絮状,和基体图像有明显区别,且耳子边部弯曲率较基体大。
尤其在生产中大规格时,这种耳子能够及时在减定径处发现,采取碎断措施,减少大耳子对吐丝管及生产通道的刮伤,划伤。减少因在LCC辊道慢速运输时人工判断不及时造成的批量废品发生。
2 折叠


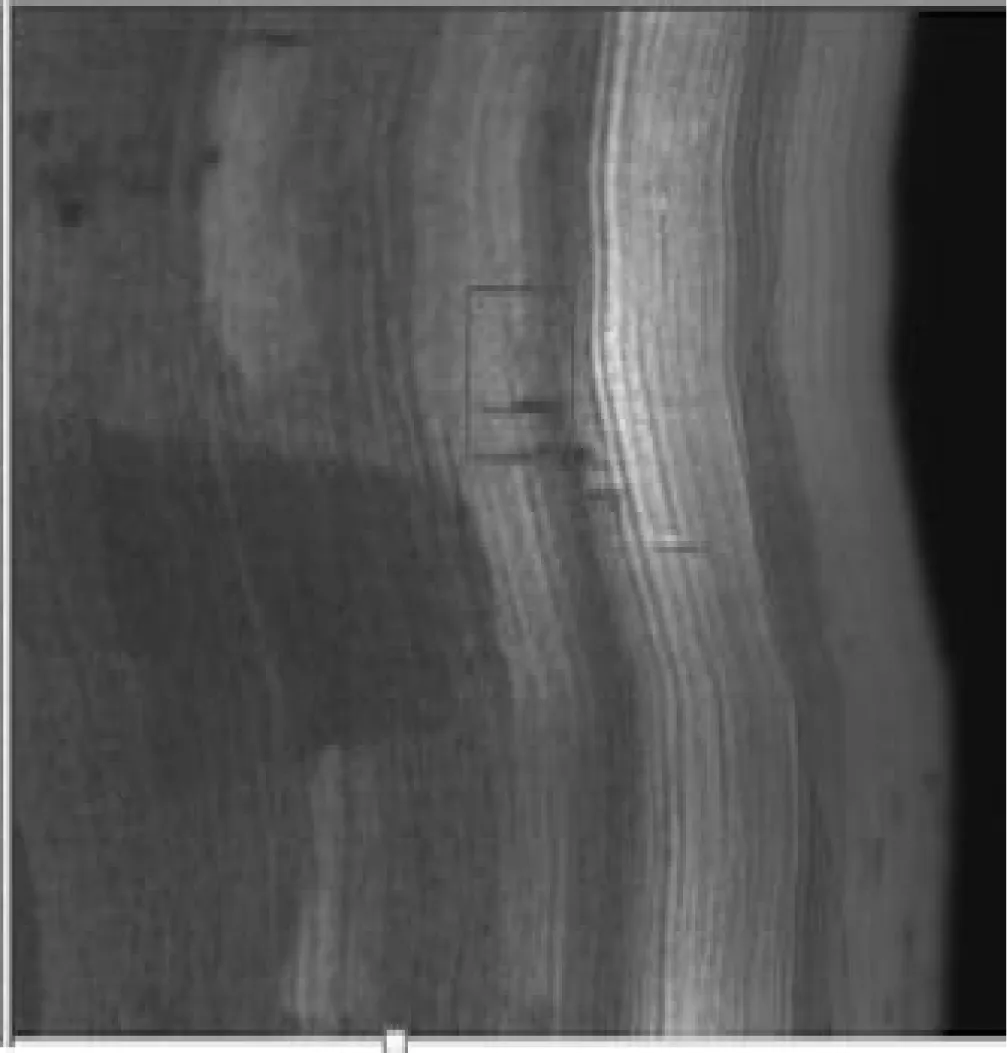
折叠在测径仪中不易反应出问题,依靠热眼检测。虽然也是通条缺陷,但由于前道次轧制表面开口不明显,光线反射角度大,热眼接收有限度,不易将轻度折叠检测出来。深度较大的折叠缺陷一般集中在热眼的一个摄像头中,如上图(图3)所示就是集中在1号摄像头中,密集的一整条红色缺陷标识。热眼图像默认横向压缩,上图中的折叠呈现的是一条弯曲的折线,和基体图像有明显区别。
3 轧辊掉肉


轧辊掉肉在夜间和高温作业时,容易发生而且不易发现,而造成批量废品事故。依靠热眼检测很容易发现减定径、精轧机处发生的辊环掉肉,及时停轧换辊避免批量废。但是对于预精轧、粗中轧轧辊掉肉检测准确性要有所降低,因为通过前道次的轧制,表面开口被轧平,开口不明显,光线反射不出来,不易将轧辊掉肉明显暴露出来,需要人工仔细对比图像辨别。
轧辊掉肉缺陷一般也集中在热眼的一个摄像头中,如上图(图5)所示就是集中在2号摄像头中,密集的一整条红色重复性缺陷(双斜杠表示),此类重复性缺陷可以根据标尺,判断出周期(图5两个缺陷间距离),进而判断出哪一架轧辊掉肉,减少检查范围。此外,如果轧辊掉肉发生在粗中轧、预精轧,缺陷又不显眼,热眼可能报十几到几十以上的结疤,需要点开详细图片一张张查看缺陷形状是否类似,从而判断轧辊掉肉。
4 刮丝


刮丝常见发生于活套、自由辊、导卫等位置,在热眼检测图像中也主要集中在一个摄像头如图7所示在2号摄像头。因存在刮丝亮片,故在热眼图片中可以看出存在明暗相间的坑。发生该类缺陷,可以检查活套、自由辊、导卫等位置。
5 结疤
结疤可以分为铸坯冶废结疤、轧制通道产生结疤和修磨不良产生的结疤。每一种结疤形状有所不同,在热眼里也需要分辨出来,方便调整。
铸坯冶废结疤尺寸较大,不规则分布(见图9),常见于不采用精炼冶炼质量不良的钢种。轧制生成的结疤主要是轧制通道造成的,常见于导卫导槽、导辊、活套等过度磨损或粘钢造成的结疤,热眼可以看出一般沿一个方向分布(见图10)。修磨不良产生的结疤主要是方坯修磨过度、不平滑,存在凹坑毛刺和直角,在轧制后成团簇分布在线卷表面(见图11)。


6 结束语
通过热眼检测技术的使用经验积累,一方面可以快速判断耳子、折叠、轧辊掉肉、拉丝、结疤等重大缺陷,防止发生大批量产品质量问题,提高成材率,减少红检工劳动量。另一方面,在深入研究线材表面微小缺陷如辊纹、高频抖动、水纹、轻划伤数量时,通过对生产线进行不断调整,有助于发现生产工艺或设备上的不足,通过及时进行工艺调整和设备改造来推动产品升级,不断提高特殊钢线材的生产轧制水平。
