以大豆油和棕榈油硬脂为原料制备零反式脂肪酸人造奶油
2018-11-27张晨萍连丽强
◎ 张晨萍,连丽强
(忻州师范学院,山西 忻州 034000)
奶油(Cream)分为天然奶油(Natural cream)和人造奶油(Margarine),天然奶油是指从羊奶、牛奶等乳品中提取的白色或黄色脂肪性半固体食品,因此天然奶油又称动物脂奶油,它热量过高,不宜过多食用,且提取成本昂贵[1]。人造奶油是含有一定水分的具有可塑性的乳化状产品[2],以油包水型(W/O)[3]较为普遍,根据基料不同,可分为动物油基人造奶油和植物油基人造奶油。
植物油基人造奶油基料包括葵花籽油、玉米油、椰油、棕榈油等,人造奶油的制备方法多样,得到的人造奶油产品质量也参差不齐。市售人造奶油多由植物油氢化[4]制备而成,它是将植物油部分氢化以后加入乳化剂[5]、抗氧化剂、着色剂以及其他食品添加剂模仿天然奶油的味道制成,该过程会产生大量反式脂肪酸[6],危害人体健康。另外,虽然通过酯交换法[7]得到的人造奶油反式脂肪酸含量较低,但是酯交换法是可逆反应,具有反应速度慢、反应不彻底的缺点[8-9]。本文以不含反式脂肪酸的大豆油和棕榈油硬脂为基料制备人造奶油,以国家标准[10]人造奶油品质特性为参考,对工艺进一步改进,确保得到的人造奶油产品品质佳、不含反式脂肪酸、同时易于保存,为健康无糖人造奶油的实际生产提供理论依据。
1 材料
1.1 实验材料
大豆油:中粮福临门食品营销有限公司;棕榈油硬脂:益海(广州)粮油工业有限公司;全脂奶粉:荷兰皇家菲仕兰有限公司。
1.2 主要仪器与试剂
1.2.1 主要仪器
BN0332分析天平:上海桂戈生物技术股份有限公司;THZ-82A水浴恒温振荡器:江苏省金坛市荣华仪器制造有限公司。
1.2.2 试剂
食品级大豆卵磷脂:好用食品添加剂有限公司;食品级单硬脂酸甘油酯:北京生东科技有限公司;食品级丙二醇脂肪酸酯:石家庄方晓生物科技有限公司;食品级维生素E:祥盛食品添加剂有限公司;食品级L-抗坏血酸棕榈酸酯:中原食品添加剂有限公司。
2 试验方法
2.1 人造奶油配制方法
在大烧杯中称取50 g大豆油和棕榈油硬脂,按一定比例混合。搅拌并加入一定比例和不同种类的乳化剂,置于一定温度的水浴恒温振荡器中乳化一段时间。称取全脂奶粉,加入蒸馏水溶解,用转速为1 500 r/min的打蛋器搅打6 min,形成均匀的浑浊液。将浑浊液放入-16 ℃冰箱中,快速搅打到凝固状态,凝固后再搅打3 min,最后将得到的固体奶油进行理化指标的检测。
2.2 单因素实验
将大豆油和棕榈油硬脂分别按30∶20、27.5∶22.5、25∶25、22.5∶27.5和20∶30比例放入大烧杯中,单乳化剂评价分析:以大豆卵磷脂、丙二醇脂肪酸酯、单硬脂酸甘油酯作为乳化剂,添加量为0.3%、0.5%、0.7%。复配乳化剂评价分析:将大豆卵磷脂、丙二醇脂肪酸酯、单硬脂酸甘油酯三种乳化剂两两按1∶3、1∶1、3∶1复配,乳化时间分别设为10、20、30 min和40 min,乳化温度设置为55、60、65 ℃和70 ℃,测定其理化性质。
2.3 正交试验
在单因素实验的基础上,综合考虑油相配比、乳化剂、乳化时间和乳化温度4个因素对人造奶油理化性质的影响,进行三水平四因素L9(34)的正交试验,各因素水平见表1。

表1 正交试验因素水平表
2.4 人造奶油理化指标的测定
2.4.1 感官评定
将40组人造奶油样品置于洁净一次性纸杯中,由10位评审员对人造奶油的色泽(10分)、结构质地(30分)、滋味气味(60分)三个方面做感官评分,最后综合各得分之和确定优质奶油。具体人造奶油感官评分标准见表2。
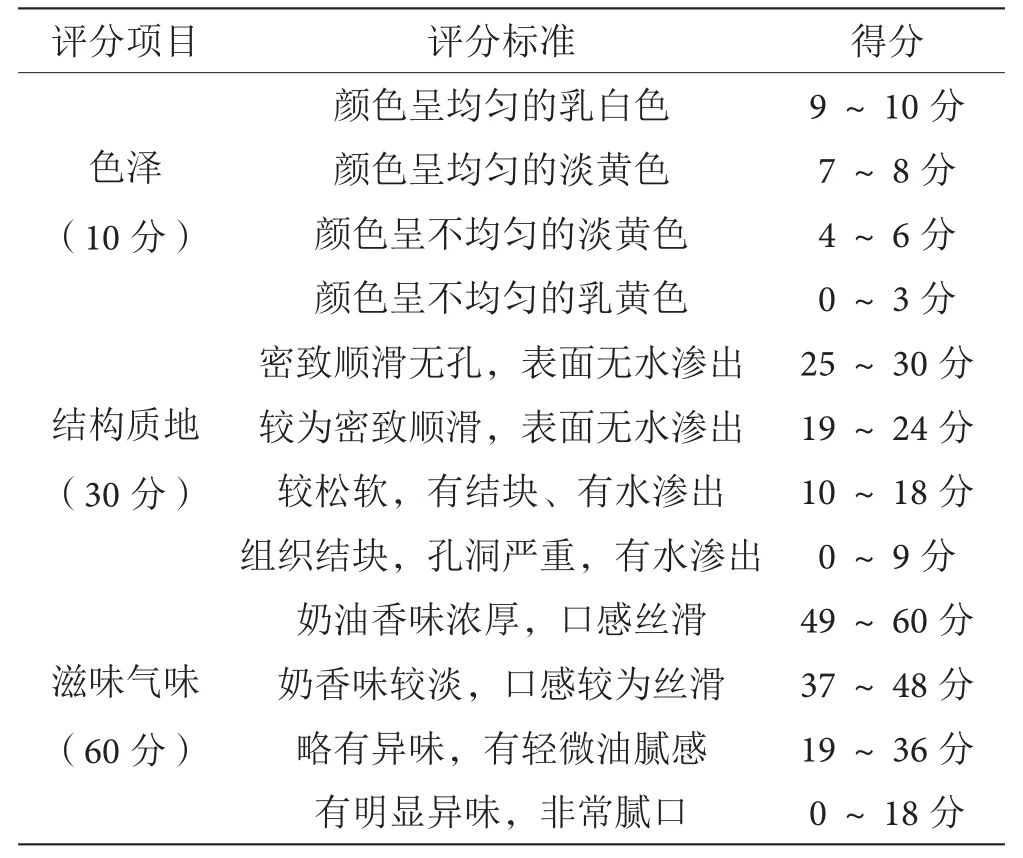
表2 人造奶油感官评分标准表
2.4.2 水分以及挥发物含量测定
测定方法参照GB 5009.236-2016[11]。精确称取10 g试样,置于105 ℃的电热干燥箱中1 h,再移入干燥器中,冷却至室温,称量。重复加热、冷却和称量,直到连续两次称量的差值不超过4 mg。
2.4.3 熔点测定
测定方法参照GB 5536-1985[12]。取洁净干燥的毛细管3支,分别吸取试样达10 mm高度,用酒精喷灯封闭管端,4 ℃冷藏过夜,将管扎在温度计上,使试样与水银相平,置于烧杯中水浴加热,至试样完全变成透明液体为止,立即读出温度。
2.4.4 打发倍数测定
在500 mL烧杯中加入50 g人造奶油样品,1 500 r/min搅打,直到软尖峰出现为止。
用干燥的瓶盖注满未打发的样品,称重并记录,用同一瓶盖装入打发后的人造奶油,注意不要混入气泡,装满后用玻璃棒抹平,保证与注满未打发的人造奶油乳状液的体积相同,然后称重记录。打发倍数[13]计算公式为:

式(1)中:N为打发倍数;m1为未打发的人造奶油和瓶盖的总质量,单位为g;m2为打发后的人造奶油和瓶盖的总质量,单位为g;m0为空瓶盖的质量,单位为g。计算结果保留小数点后两位。
2.4.5 反式脂肪酸测定
利用气相色谱-质谱联用技术(GC-MS)[14]分析人造奶油样品中游离脂肪酸的种类,以匹配度确定化合物的名称,面积归一化法计算其百分含量。
2.4.6 数据处理
采用Design-Expert 8.0.6对实验数据进行分析。
3 结果与分析
3.1 单因素实验分析
3.1.1 油相配比影响因子
由表3可知,大豆油∶棕榈油硬脂为25∶25时人造奶油的熔点最高,为37.0 ℃。但是产品的水分及其挥发物和打发倍数呈现不规则变化,可能是由于油相配比的不同使得大豆卵磷脂与丙二醇脂肪酸酯的乳化作用不尽相同,其中油相配比为22.5∶27.5时,产品的打发倍数最高为1.36。中华人民共和国农业行业标准NY 479-2002《人造奶油》要求人造奶油的水分含量不超过16%,表3五组人造奶油产品的水分及其挥发物含量基本符合该国家标准。在感官评定中,油相配比为22.5∶27.5的人造奶油产品得分最高为86分。因此选择油相配比为22.5∶27.5更合适。
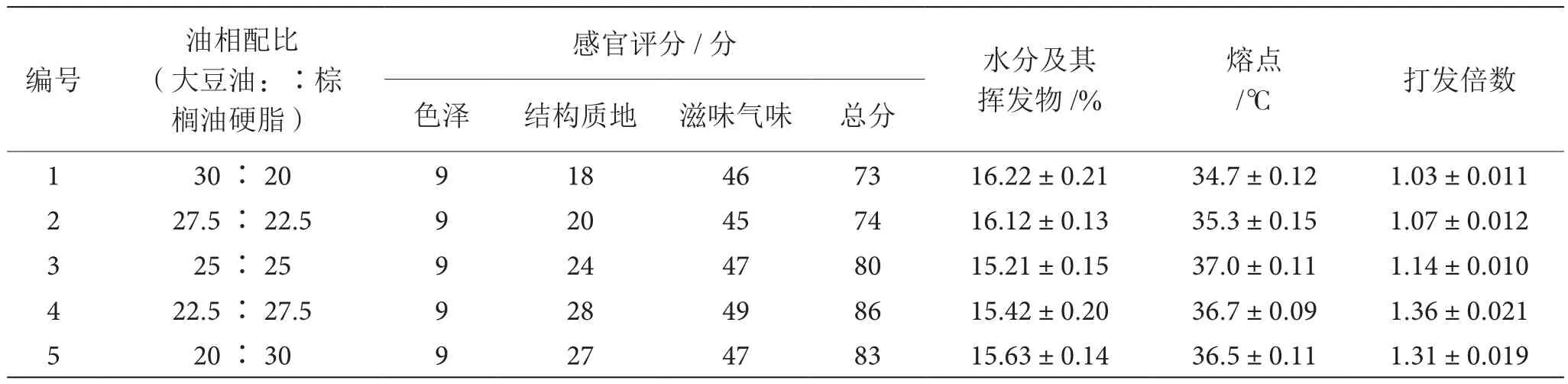
表3 各油相配比的理化指标结果表
3.1.2 乳化剂影响因子
由表4可见,添加量为0.3%和0.5%的丙二醇脂肪酸酯水分及其挥发物含量明显超出国家标准NY 479-2002《人造奶油》的规定。LST 3217-1987《人造奶油(人造黄油)》规定,人造奶油的熔点范围是28~38 ℃,表4中9组熔点符合该规定。其中3种乳化剂添加量为0.5%时产品的打发倍数均高于添加量为0.3%时的打发倍数。当单硬脂酸甘油酯的添加量高于0.5%时,人造奶油产品的打发倍数改变不大,而当大豆卵磷脂和丙二醇脂肪酸酯的添加量高于0.5%时,人造奶油产品的打发倍数降低。因此,以添加量为0.5%的大豆卵磷脂、0.5%的单硬脂酸甘油酯和0.7%丙二醇脂肪酸酯3种乳化剂做单乳化剂添加时,更适宜制备人造奶油产品。
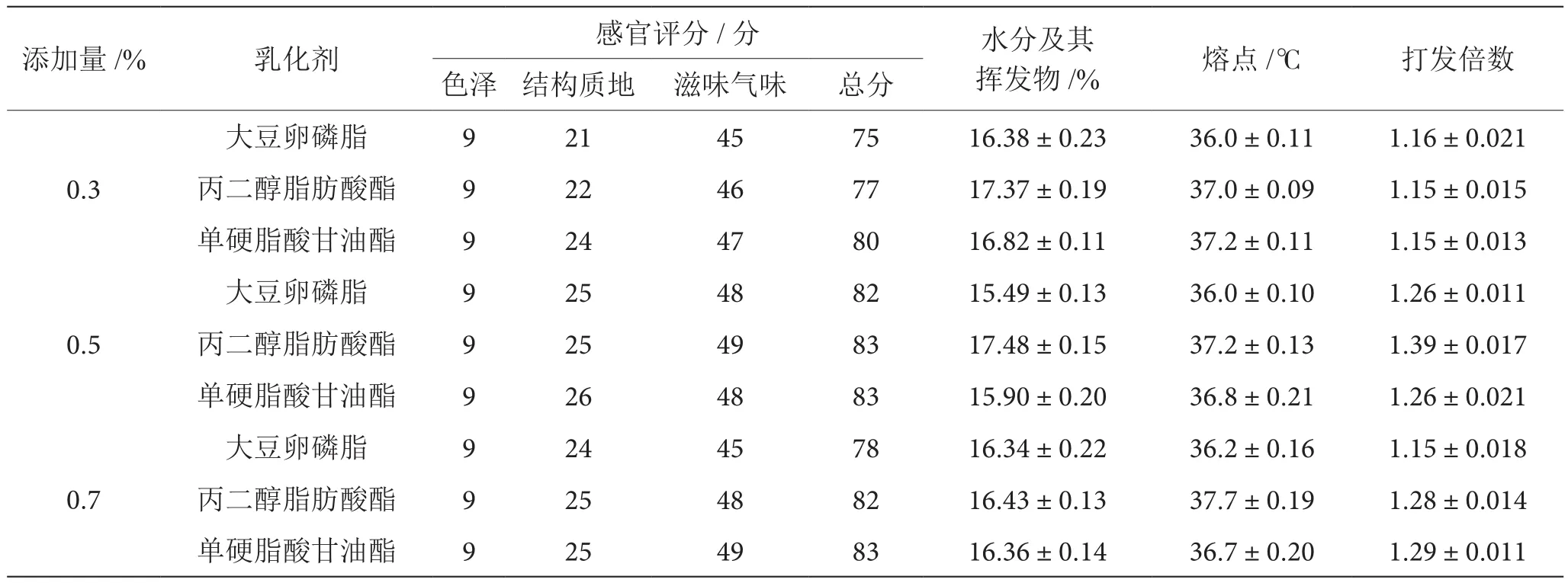
表4 各单乳化剂的理化指标结果表
由表5可以看到,一些乳化剂的复配具有协同作用,其中以1∶1(添加量为0.5%)复配的3组产品的打发倍数较其他复配组的高。
以大豆卵磷脂∶丙二醇脂肪酸酯1∶1和3∶1作为复配乳化剂时,产品的水分及其挥发物含量符合NY479-2002《人造奶油》的规定。从感官评定来看,以大豆卵磷脂∶丙二醇脂肪酸酯1∶1作为复配乳化剂的产品得分最高为86分。综上,大豆卵磷脂∶丙二醇脂肪酸酯1∶1适合作为实验室制备人造奶油的复配乳化剂。
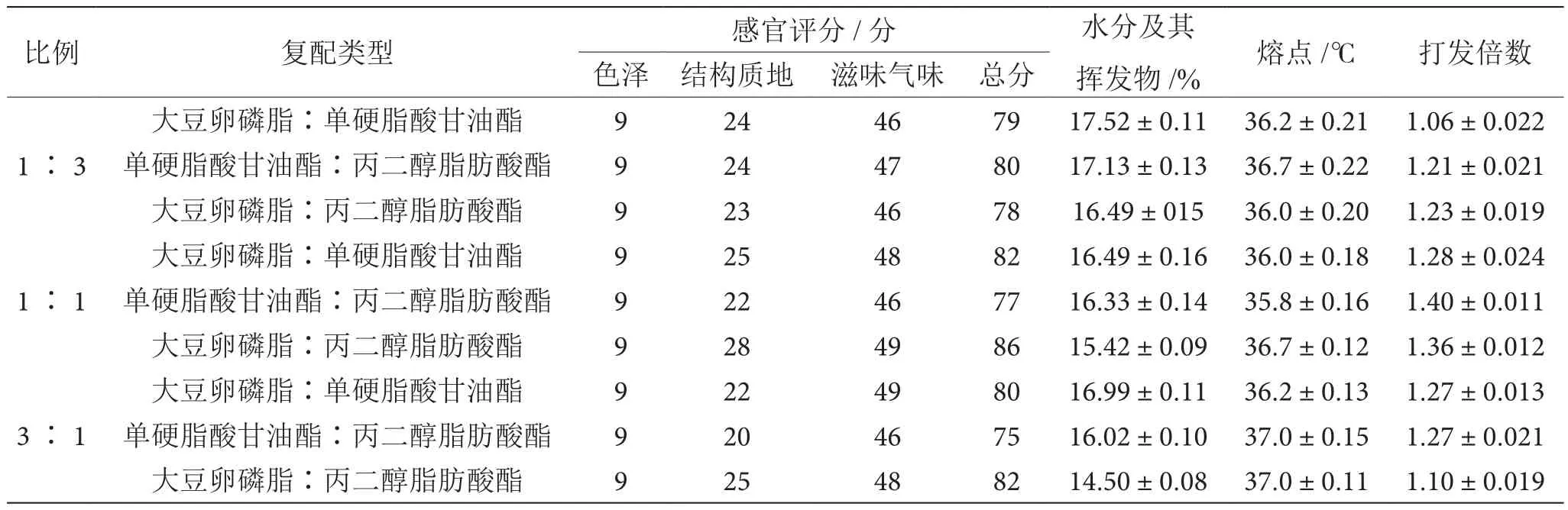
表5 各复配乳化剂的理化指标结果表
3.1.3 乳化时间影响因子
表6表明,乳化时间低于20 min的产品打发倍数较低。乳化时间为30 min和40 min产品的水分及其挥发物含量和熔点符合国家标准的规定。而乳化时间为30 min的产品打发倍数最高为1.36,综上,应选择30 min作为实验室制备人造奶油的乳化时间。

表6 各乳化时间的理化指标结果表
3.1.4 乳化温度影响因子
乳化温度在一定程度上能够影响人造奶油的乳化效果,以合适的温度进行乳化反应能够提高生产效率和产品品质;不合适的乳化温度导致人造奶油品质差,温度过高可能会产生反式脂肪酸,对人体不利。由表7可知,4组人造奶油产品的水分及其挥发物含量和熔点均符合国家标准。其中乳化温度为60 ℃时产品的打发倍数最高为1.41,其感官评分得分最高为89分。综上,60 ℃为人造奶油的最适乳化温度。

表7 各乳化温度的理化指标结果表
3.2 正交试验分析
从表8可知,9组人造奶油产品的水分及其挥发物含量和熔点符合国家标准的规定。从表9可知,各个因素对人造奶油打发倍数的影响顺序为B>A>C>D,即乳化剂以及添加量>油相配比>乳化时间>乳化温度。A2B3C3D1是最佳的水平组合,即油相配比22.5∶27.5、乳化剂丙二醇脂肪酸酯0.7%、乳化时间40 min和乳化温度55 ℃,此条件下打发倍数为1.41。
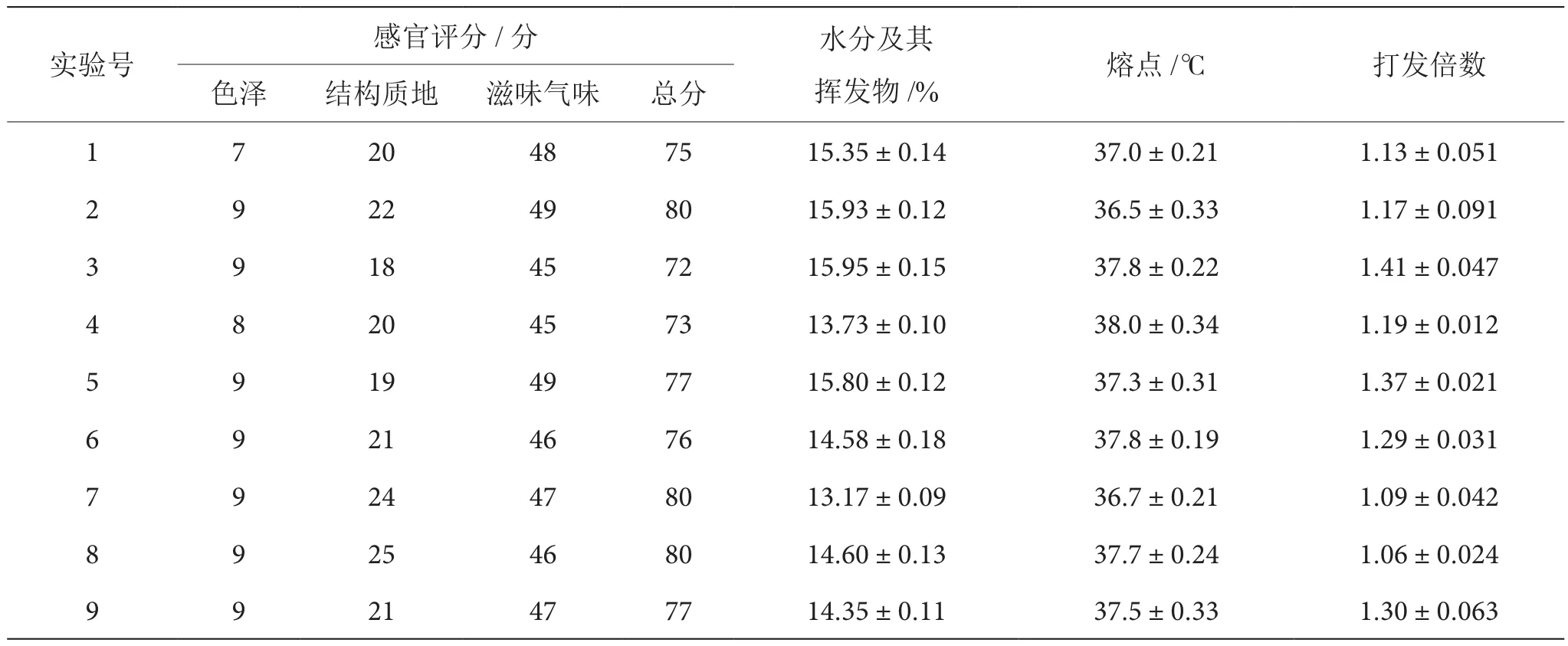
表8 正交试验的理化指标结果表
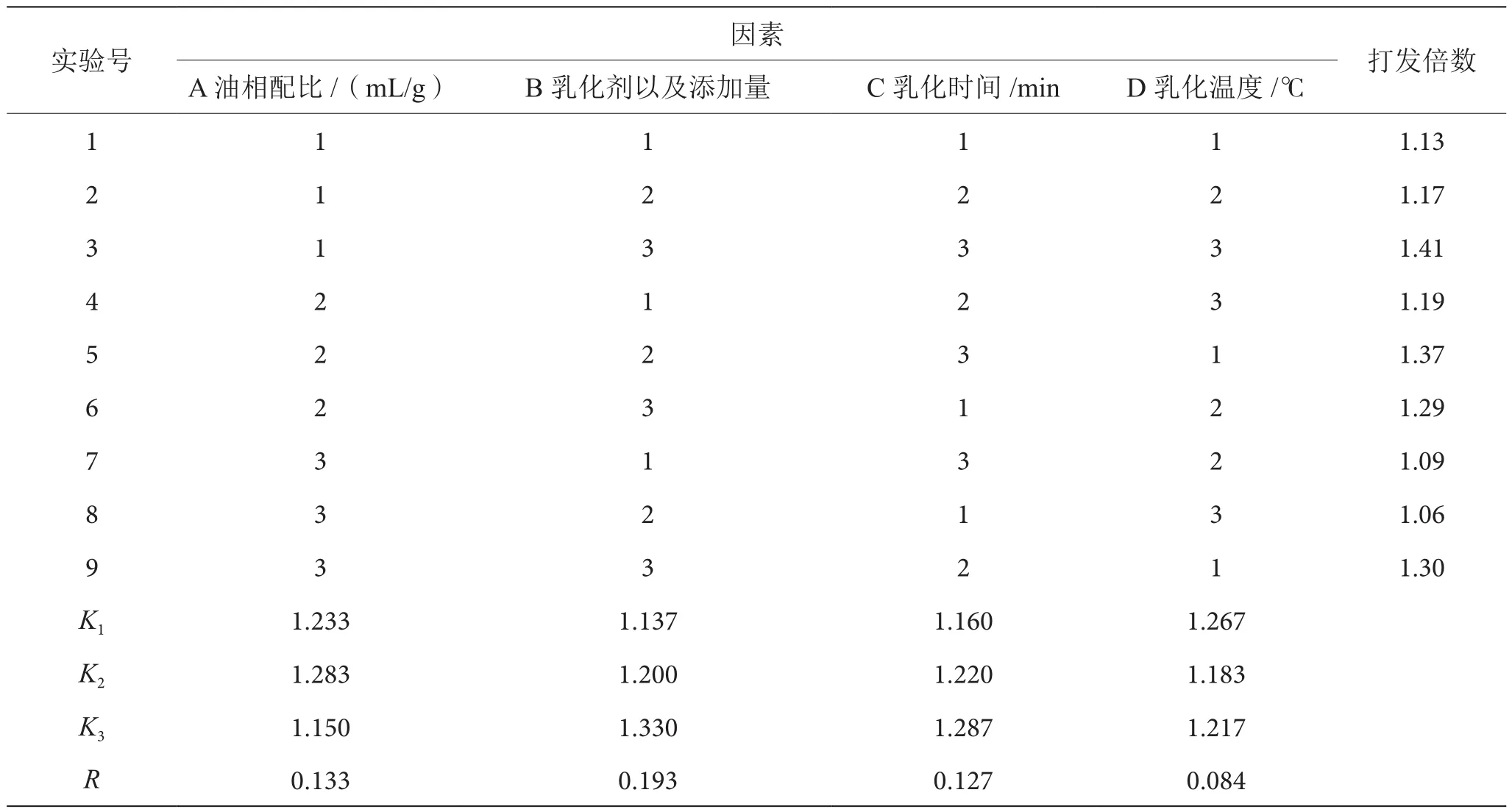
表9 正交试验直观分析表
3.3 反式脂肪酸含量分析
油相配比为大豆油∶棕榈油硬脂=22.5∶27.5(油相比重占80%),乳化剂为大豆卵磷脂:丙二醇脂肪酸酯=1∶1(添加量0.5%),乳化时间为30 min,乳化温度为60 ℃的条件下制作的人造奶油产品A脂肪酸测定的结果如图1所示。
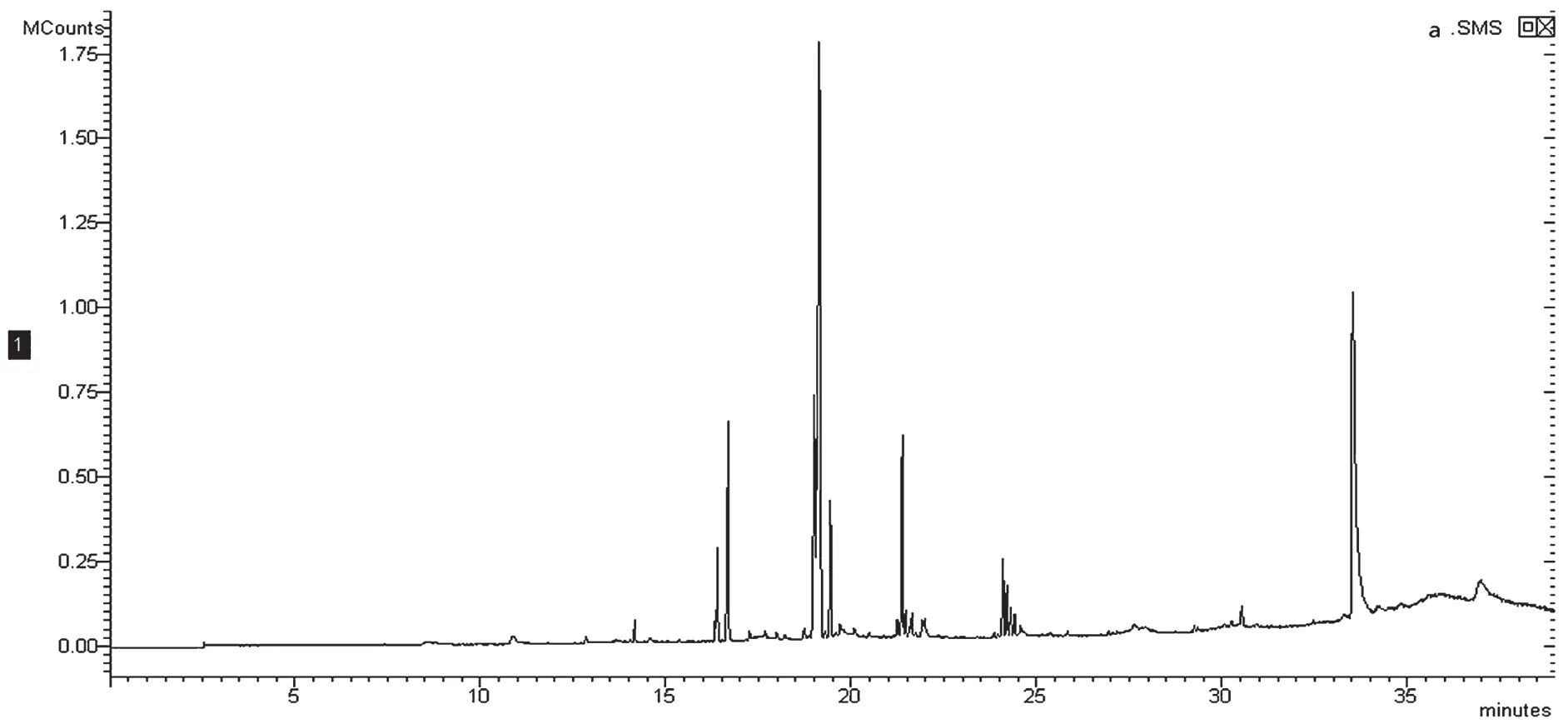
图1 人造奶油产品A脂肪酸图
油相配比为大豆油∶棕榈油硬脂=20∶30(油相比重占80%),乳化剂为丙二醇脂肪酸酯,添加量0.7%,乳化时间为30 min,乳化温度为55 ℃的条件下制作的人造奶油产品B脂肪酸测定的结果如图2所示。
图2 人造奶油产品B脂肪酸图
从表10可以看出,两组人造奶油产品都检出14种脂肪酸,包括了6种饱和脂肪酸和8种不饱和脂肪酸,未检出反式脂肪酸,实现了制备零反式脂肪酸人造奶油的目标。
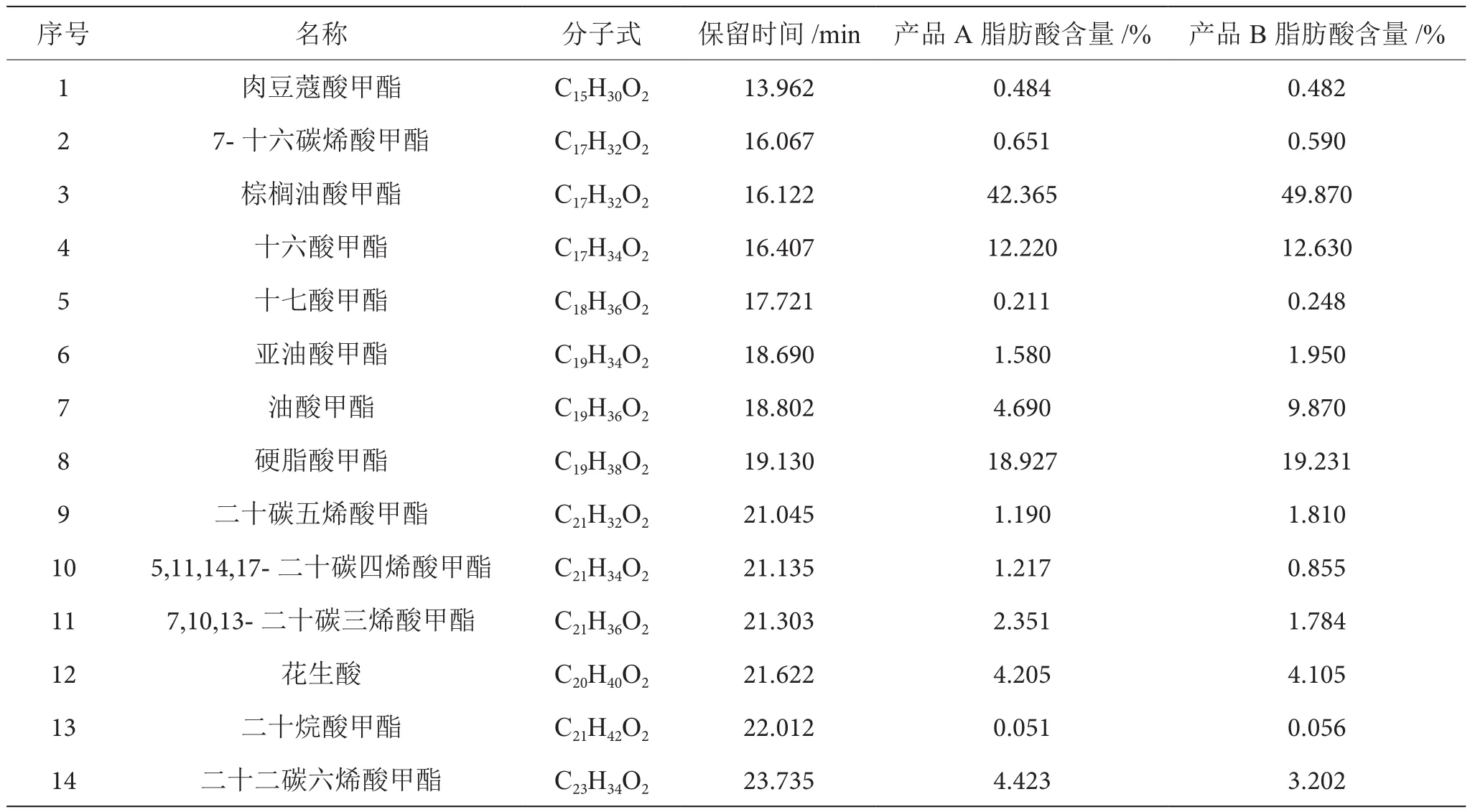
表10 脂肪酸测定结果表
4 结论
棕榈油硬脂所占比例升高能够使人造奶油产品的熔点升高。根据正交试验直观分析表(表9)得出,比较人造奶油产品的打发倍数时应该优先考虑乳化剂对其影响。本实验测得所有产品的水分及其挥发物含量和熔点大部分在国家标准规定的范围内,但是水分及其挥发物含量在13%~16%为最适,熔点越高越利于奶油的储存。乳化时间和乳化温度均会影响奶油的乳化效果,过高或过低都会导致奶油品质变差。
本文以大豆油和棕榈油硬脂为原料,综合考虑了人造奶油理化性质的影响因素。为了获得最优工艺条件,在对油相配比、乳化剂、乳化时间和乳化温度4个因素作单因素实验的基础上,设计正交试验对其进行优化,得出制备零反式脂肪酸人造奶油的最优工艺条件为:油相配比22.5∶27.5(油相比重占80%),乳化剂为大豆卵磷脂,丙二醇∶脂肪酸酯=1∶1(添加量0.5%),乳化时间30 min,乳化温度60 ℃,此条件下产品的打发倍数最高为1.41。
