浅析带式输送机胶带跑偏原因与解决办法
2018-11-19李欢良
李欢良
(江西铜业集团公司教育培训中心,江西 贵溪 335421)
带式输送机是一种重要的运输设备,被广泛应于冶金、矿山、港口、粮食和化工等行业,适用环境温度为-20~40℃。它既能输送粉状、团块状物料,也可输送成件物品;可用于水平安装输送或倾斜安装输送;能应用于堆取料机、装船卸船机、粮食输送机等连续输送设备上。而它由于制造、安装、日常维护、磨损、张力不均匀、物料不对中以及胶带的接头不正等因素的影响,胶带跑偏问题不可避免。
1 跑偏危害分析
胶带跑偏是带式输送机运转中,由于各种因素的影响,导致胶带中心线偏离机架中心线,从而使胶带偏向输送机一侧的现象称为胶带跑偏。当偏移量达到带宽的5%时,必须对其进行纠偏,否则胶带跑偏量大将越来越大。出现跑偏如不及时调整,长时间运行会造成:
(1)运输过程中物料外撒,污染现场及环境。
(2)胶带边缘与机架相互摩擦,立辊、下托辊支架和下机架磨损,胶带边缘刮伤、拉毛损坏,缩短带式输送机使用寿命。
(3)在机头、机尾处跑偏严重会造成卷带、撕带,并增加输送带运行阻力,严重时烧坏电机、胶带从输送机上脱落,引起设备停机,直接影响生产。
(4)出现滚筒断轴、胶带撕裂甚至报废等严重事故,造成更大经济损失(一般来说,胶带造价约占一条完整带式输送机设备成本造价的30%左右),给生产安全带来严重隐患。
(5)当使用非阻燃胶带时,长时间跑偏促使胶带摩擦发热甚至着火,造成设备损坏及人员伤亡事故。
因此解决胶带跑偏问题,提高输送设备运行的安全可靠性,具有可观的经济效益。
2 跑偏原因分析与解决办法
2.1 跑后不跑前
从图1左侧可以看出:当胶带中心线与托辊中心线相互垂直时,在胶带与托辊接触位置任取一点,该点胶带线速度V1、托辊旋转线速度V2,V1=V2,托辊与胶带之间没有相对滑动速度为静摩擦,胶带对托辊的摩擦力与托辊对胶带的摩擦反力两者相平衡,胶带横向不受力不会产生跑偏。当胶带中心线与托辊中心线两者不垂直时,见图1右侧,任意接触点上胶带的线速度为V3、托辊旋转线速度V4,由于胶带与托辊中心线不垂直,两者之间产生的相对滑动速度为动摩擦。胶带在运行过程中给托辊一个向前的牵引力F,这个牵引力可分解为使托辊转动的分力F1和横向分力F2,F2对胶带产生反作用力F3使胶带向右侧偏移,导致胶带跑偏。由于托辊是在运行方向的左侧朝前,右侧朝后,导致胶带向右侧朝后的一端移动而跑偏,即“跑后不跑前”。
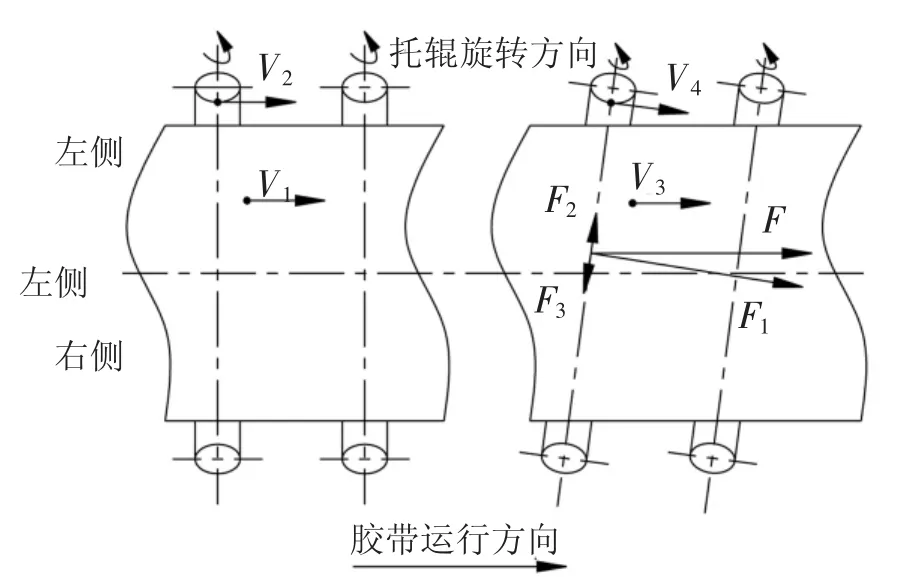
图1 托辊与胶带中心线示意图
调整方法:把右侧托辊支架前移,或者左侧托辊支架后移,使托辊的中心线与胶带的中心线垂直。调整后如果胶带反而跑向相反一侧说明调整量过大,那么可以在已调过的托辊中进行小量回调。总调整原则是尽量在跑偏段其中一侧调整托辊支架,且每个支架的调整量不宜过大,要做好标记避免混淆,经过反复调整,直至胶带运转正常。
2.2 跑松不跑紧
输送机在运行过程中,头部传动滚筒或尾部改向滚筒的轴线与输送机机架纵向中心线之间不垂直,造成头部或尾部滚筒处胶带产生跑偏。滚筒由于安装不正产生倾斜,导致胶带与滚筒接触处两侧的松紧程度不一致,从紧边到松边滚筒轴向所受的牵引力Fq递减,从而导致胶带产生一个向松边的移动力Fy,引起胶带向较松一侧跑偏,即“跑松不跑紧”。
调整方法:滚筒安装不正引起跑偏是胶带跑偏过程中较为常见的现象。滚筒安装后要根据安装规范与检测标准检查其与带式输送机中心线是否垂直。无论是头部传动滚筒或尾部改向滚筒处胶带跑偏,胶带朝哪一侧跑偏,则将跑偏一侧胶带进行张紧(向前或向后移动滚筒轴承座),或相反一侧胶带进行放松即可,见图2。

图2 滚筒跑偏及调整示意图
2.3 跑低不跑高
由于安装原因使机架两侧高低倾斜,托辊不在与胶带运行方向平行的同一个水平位置上而是一侧高、一侧低,致使胶带不水平,胶带荷重就会向低的一侧移动,造成跑偏。调整方法:在空载运行过程中胶带总在某一侧跑偏,当上承载胶带跑偏时可用垫块将跑偏侧托辊支架适当垫高,从跑偏位置支架开始逐步减小垫块的厚度;当回程空载胶带跑偏时应在跑偏相反一侧开始用垫块并逐步减小垫块厚度,直至跑偏现象消失。
2.4 跑大不跑小
滚筒筒体面因加工质量、磨损不均匀等因素造成筒径大小不一,胶带向直径大的一侧跑偏;有时因清扫器清扫不干净,滚筒和托辊表面会粘料,直径局部变大,引起胶带两侧松紧不一、张紧力不均匀,产生跑偏。调整方法:滚筒直径加工误差大或磨损大的需更换滚筒。清扫不干净时调整或更换清扫器,并将滚筒、托辊和胶带内侧积料清理干净。
2.5 空载不跑负荷跑
物料的落料位置对胶带跑偏有较大影响。带式输送机运行时,胶带空载不跑偏,负载运转就跑偏,说明胶带承载面上的物料分布不均匀、不居中,引起输送带受力不均,造成跑偏。调整方法:落料漏斗安装不正时应校正漏斗或在漏斗内设活动可调挡板,调整落料方位,使物料分布均匀一致。
2.6 负荷不跑空载跑
带式输送机在运行一段时间后,由于胶带的拉伸变形和老化等因素使胶带松弛,张紧力下降引起跑偏。调整方法:调整拉紧装置张紧力,绷紧胶带或更换新的胶带,使胶带张力满足运行要求。
2.7 其它跑偏
胶带接头不平直:如果胶带运行时总向其中一侧跑偏,跑偏位置正好在接头处并随着胶带运转移动,说明胶带接头质量不合格,需重新制作接头。
导料槽两侧压力不一致:由于导料槽橡胶挡料板与胶带接触时,两侧压紧程度不一致,导致胶带在两侧运行阻力不一致引起跑偏。此时应松开橡胶板,重新调整使两侧橡胶板压力均匀一致,跑偏现象就会消除。
3 结语
通过对带式输送机胶带跑偏原因进行分析,提出了相应的调整措施。对于胶带跑偏现象,只要掌握其规律,从设计、制造、安装、维护等各方面考虑,正确判断跑偏原因,及时采取相应的措施,就可确保带式输送机的正常运行。
