数控加工中的过切分析
2018-11-16郑越中
摘 要:通过多年的经验总结,简要阐述了过切现象,并从多个方面分析了机床加工中产生过切的主要原因,例如半径补偿、内圆弧半径小于刀具半径、尖角、棱角、内角交接处等原因,并提出了解决的对策。提高了铣削加工的精度,以及铣削加工的生产效率。也为数控加工时进行正确的工艺分析、合理的编制加工程序提供了可靠地依据。
随着数控机床加工自动化程度变高、加工精度变高,对零件适应性变强,因而铣削加工的生产效率也越来越高,提高铣削加工的加工精度则显得尤为重要。在铣削过程中,影响加工精度的因素有:铣削振动的影响、铣床本身精度的影响、铣刀及其安装精度的影响、过切等等,因此在实际工作中,过切现象直接影响工件的表面质量,甚至导致加工产品报废,若能有效地控制铣削加工中过切现象,将大大提高铣削加工的加工精度及生产效率。
一、过切现象
铣削过切现象是指:在铣削过程中,由于各种原因使得实际切削的金属层超过预定加工位置的现象。例如:立铣刀周刃精铣盘形凸轮轮廓的型面时,按照加工余量将工作台精确移位,但发现实际铣削大于理论铣削量,此时便产生了过切。用圆柱铣刀进行平面铣削时,由于铣削振动的存在使得实际加工完的平面产生起伏,若其高处符合预定位置的加工要求,而低处则超过了预定的位置要求,因此形成过切,然而过切与表面粗糙度微观几何精度的概念不一样,过切可以在局部发生,也可以在令部加工表面出现;局部过切可能是连续发生,也可能是间隔断续出现。
二、 产生的原因及对策
1 建立或撤消刀具半补偿路径不当引起的过切
原因:按照数控系统功能,凡是建立刀具半径补偿功能的程序,数控系统从建立刀具半径补偿的程序段开始,只能预读其后的两个程序段。刀具半径自动补偿功能(G40、G41、G42)不能在加工面的交接处建立和撤消刀补。刀具进入轮廓加工时改变运动方向,则切削力的大小和方向将改变,在工件表面有短暂的停留时间,因工艺系统的弹性变形,在工件表面会产生伤痕。
对策:刀具的切入和切出应选在切线方向或延长线上。正确的方法是沿着刀具径向切入,切向切出。
2 建立或撤消刀补指令不当引起的过切
原因:建立自动刀具半径补偿功能后,不能连续插入两个或两个以上的与刀补平面内运动无关的程序段。
对策:也就是说,用G代码建立刀具自动补偿功能时,若需要连续两次或两次以上使用不含插补平面坐标程序段时,应在不含插补平面坐标前一程序段加入指示下一刀具运动方向的坐标指令(I、J、K中的任意两个),否则就会过切。
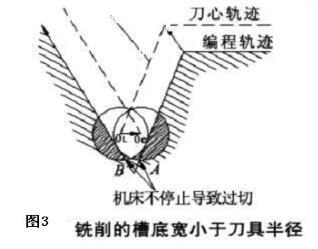
3加工小于刀具直径的沟槽引起过切
原因:如图3所示的槽,槽底宽度小于刀具直径,在加工过程中会产生过切。随着刀具的进给,刀具首先与槽左侧面相切,随着加工的进行,刀具中心走到01 点,这时刀具到切削到B点,然而左侧槽面已经过切。加工槽底直线AB段时,刀具中心轨迹为0L-0e,与编程轨迹相反,这时机床会产生报警而停止运动。
对策:宜选用直径值小于槽底宽度的进行加工,就可避免过切。
4加工小于刀具半径的内圆弧引起的过切
原因:加工的图形中若圆弧半径小于切削刀具半径时,则刀具实际加工的量大于理论加工的量,因此圆弧切削加工会出现过切。此时机床不会产生报警,会继续铣削,铣削结束时,刀具已运动到该程序段的终点因而会产生过切。
对策:对于内侧圆弧切屑,只有加工的圆角半径R≥刀具半径r时,才能正常切削不产生过切。(图4)
5 轴速度滞后性引起的过切
原因:角为直角的工件轮廓,其刀具中心正好沿着两正交轴移动,在某一坐标伺服系统的位置为加工终点,而另一个正交轴伺服系统紧接着接受位置指令,度瞬间从零加速至指定值。但在两正交轴改变的瞬间,第一正交轴对指令位置有滞后性,使得第二正交轴加速时,第一正交轴未到达拐点,出现过切。
对策:(1)在编程时,对第一正交轴采用分级加度,或编程轨迹改变时有自动减速和加速功能;(2)改变编程中正交轴的位置;(3)编程时在拐角处停留一段时间。
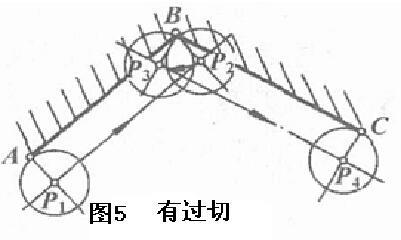
6 内角交接处引起的过切(图5)
原因:(1)当铣刀运动至内角交接处B 点时,铣刀与工件的接触面积增大 ,切削力也随之增大 ,然后过拐角由铣两面变为铣一面时切削力减小 ,工艺系统弹性变形恢复致使刀具向工件加工表面内侧变形,从而产生过切;(2)对大惯性系统 ,当进给速度较高时,由于其运动惯性也可导致刀具过切。
对策:(1)选择刚性好、抗震及热变形小的短柄刀具。选择好的刀具虽然增加了刀具成本 ,但可提高加工品质 ,大大降低加工成本;(2)采用进给速度分级编程。得在拐角处降低进给速度 ,从而减小刀具惯性,达到减小过切区域的目的。
7尖角棱角的过切现象及对策
原因:有时在用折线逼近曲线时没有注意到其尖角是凸是凹,尤其是在曲线拐弯点附近不太容易分辨,这时若在尖角处采用过渡圆弧编程就很容易产生过切;有时候凸型尖角附近有轮廓限制,例如铣刀直径过大,尖角采用过渡圆弧编程也会产生过切。在铣削棱角轮廓时,若刀具中心位移量与轮廓尺寸相同时 ,有可能发生过切现象或刀具中心轨迹不能连续现象。为此,在编写工作加工程序时,应考虑棱角的过渡轨迹,合理安排过渡程序。
对策:1)一般采用人工直线过渡编程来进行切削加工。
2)用C型刀补。C型刀补是采用直线作为轮廓之间的过渡,它可实现过切自动报警,从而避免過切现象
8 其他原因
以上为过切的几种可能发生情况。当然,引起过切还有一些其他原因,例如夹具刚性,机床本身的往返间隙等的影响,在实际工作中还要针对具体机床具体分析,具体处理。
三、 结束语
在数控切削加工中,引起过切的原因是多方面的,零件结构工艺的不合理,刀具选择不恰当会发生过切,机床夹具刚性、机床本身往返间隙的影响也会引起过切。对于数控加工的零件,应视图形的特点采取针对性措施,防止过切的发生。从而提高工件的加工质量。
参考文献:
[1]周保牛 . 数控铣削与加工中心技术 [M]. 北京:高等教育出版社,2007
[2]李佳.数控机床及应用[M] .北京:清华大学出版社,2001
[3]张 伟.数控铣削中过切现象分析与研究[J]. 机械制造与研究2005(8) :30-32.
[4]党新安;劳庆海 刀具半径补偿使用中出现过切及其解决方法[期刊论文]-工艺与装备 2006(02)
[5]丁跃浇.数控铣床加工中的过切现象浅析[J].机械设计与制造2003(4):82—83.
作者简介:
郑越中,1985年12月,男,天津市人,专科,助理工程师,研究方向:数控技术应用
