静压线生产球墨铸铁管件浇注系统设计体会
2018-11-14李从发李晓明张江波蒋昌杰
李从发,李晓明,张江波,蒋昌杰
(芜湖新兴铸管有限公司,安徽芜湖 241000)
随着水资源的日益紧张,同时人类对水质要求的不断提高,输水的安全与可靠性越来越受到人类的重视。球墨铸铁管道以其安装方便、安全可靠和性价比高的优势,成为城市供水的主要管材,同时与之配套的球墨铸铁管件需求量非常巨大。作为国内最大和世界著名的球墨铸铁管供应商的新兴铸管股份公司在安徽芜湖建成了国内规模最大装备最先进的球墨铸铁管件生产基地,其中D N300以下管件采用静压造型线生产。本文主要对比了静压造型线生产球墨铸铁管件浇注系统的不同方式对产品质量的影响。
1 基本生产条件
我公司的静压造型线由苏铸机提供,静压线造型主机如图1所示。当时考虑未来还可以生产一些其他铸件,砂箱选择在 1 300×900×750(400+350),但管件产品以D N300以下为主,一箱可以多件布置,其中D N300规格一箱可以布置两件,如图2所示,D N200规格一箱可以布置2~3件,D N150-100规格一箱可以布置4~6件,且每一个位置上的产品根据市场需求可以更换。

图1 静压线造型主机

图2 静压线DN300系列管件型板模具
2 浇注系统设计与产品质量
2.1 内浇道开设在管件承口、插口或法兰端口
静压线球墨铸铁管件端口主要分承口、插口及法兰端口三种,如图3、图4、图5所示,管件的内浇道也主要开设在这三类端口上。浇注过程中,铁水从承口、插口或法兰端口充型时,管件不易产生冲砂缺陷。因此,内浇道开设在这三类端口处的浇注系统一般为封闭式浇注系统。下面将用实例进行说明,并对这三种充型方式对产品质量的影响进行具体分析。

图3 管件内浇道开设在承口
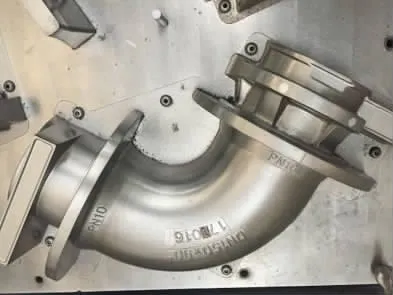
图4 管件内浇道开设在法兰端口

图5 管件内浇道开设在插口
2.1.1 浇注系统横截面积比
如表1所示,管件内浇道开设在承口、插口或法兰端口的浇注系统均为封闭式浇注系统,此类浇注系统以内浇道为阻流,金属液在横浇道内流速较快,阻渣效果欠佳,但充型速度快,可有效防止冷隔、浇不足等缺陷。
2.1.2 对产品质量的影响
内浇道开设在承口或法兰端口的浇注系统一般为封闭式浇注系统。该浇注系统充型速度快,可有效防止冷隔、浇不足等缺陷,但当管件长度较长,充型距离较远时,管件内外壁易产生冷隔、气孔等缺陷,且部分管件内浇口会出现不同程度的缩孔缺陷,如图6所示。相比而言,内浇道开设在插口的浇注系统可有效防止管件冷隔、气孔及内浇口缩孔等缺陷。因此,有插口的管件一般优先将内浇道开设在插口。
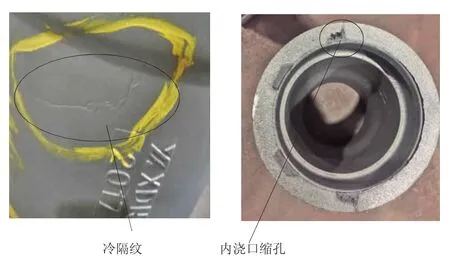
图6 内浇道开设在承口或法兰端口的管件出现冷隔及缩孔缺陷

表1 静压线G002与G007管件浇注系统截面积比统计
2.2 内浇道开设在管身
对于无插口类的管件,若选择将内浇道开设在承口或法兰端口,管件易出现冷隔、气孔及缩孔类缺陷。因此,针对此类管件可考虑将内浇道开设在管身,如图7所示。内浇道开设在管身不仅使得管件在浇注过程中充型均匀,而且可以在内浇道处增加侧冒口防止内浇口缩孔缺陷。但内浇道开设在管身的管件易产生冲砂缺陷,为防止此类缺陷,可将浇注系统改为开放式浇注系统,此类浇注系统可有效防止冲砂缺陷。

图7 管件内浇道开设在管身
2.2.1 浇注系统横截面积比
如表2所示,管件内浇道开设在管身的浇注系统一般为开放式浇注系统,此类浇注系统阻流截面在直浇道上口(或浇口杯底孔)。当各单元开放比例较大时,金属液不易充满直、横、内浇道,浇注系统呈非充满流动状态,充型平稳,对型腔冲刷力小,可有效防止管件产生冲砂缺陷。
2.2.2 对产品质量的影响
相对而言,内浇道开设在管身的浇注系统充型均匀,可有效防止管件出现冷隔、气孔缺陷,且浇注系统改为开放式可有效防止管身冲砂问题、但内浇道处易产生缩孔,如图8a)所示。内浇道缩孔问题可通过在内浇道处增加侧冒口解决,如图8b)所示。但此类浇注系统挡渣能力较差,管件的管身易产生渣眼,因此,此类浇注系统可考虑在横浇道搭桥处设置过滤网挡渣系统,可有效防止管件渣眼缺陷。
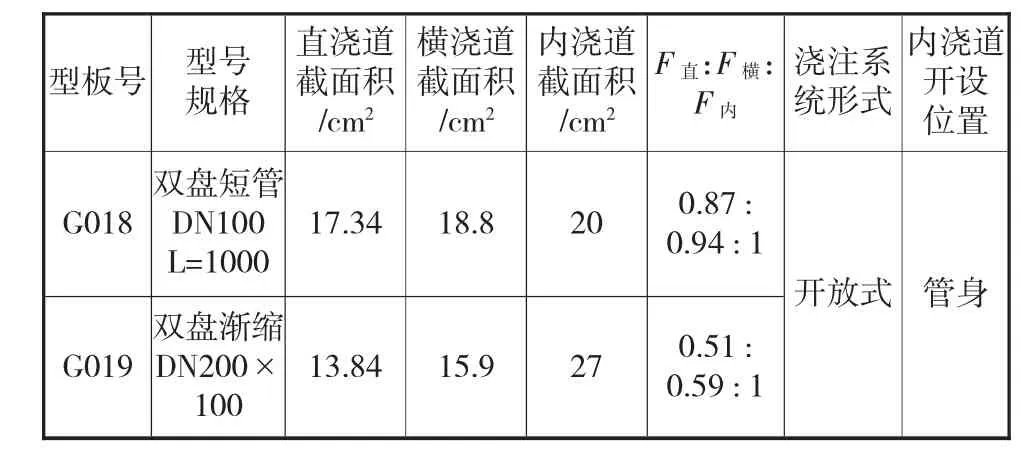
表2 静压线G018与G019型板管件浇注系统截面积比统计
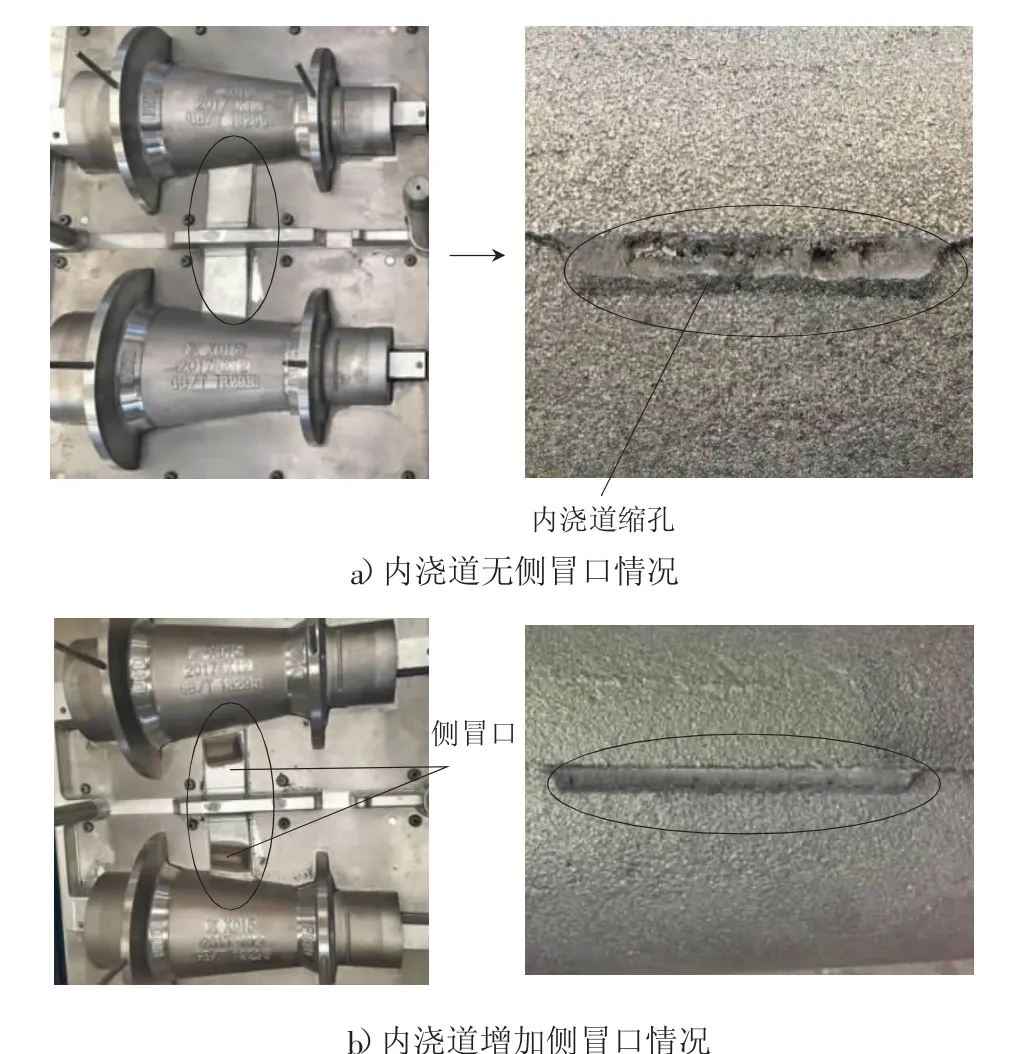
图8 内浇道增加侧冒口前后,管件内浇口外观质量对比
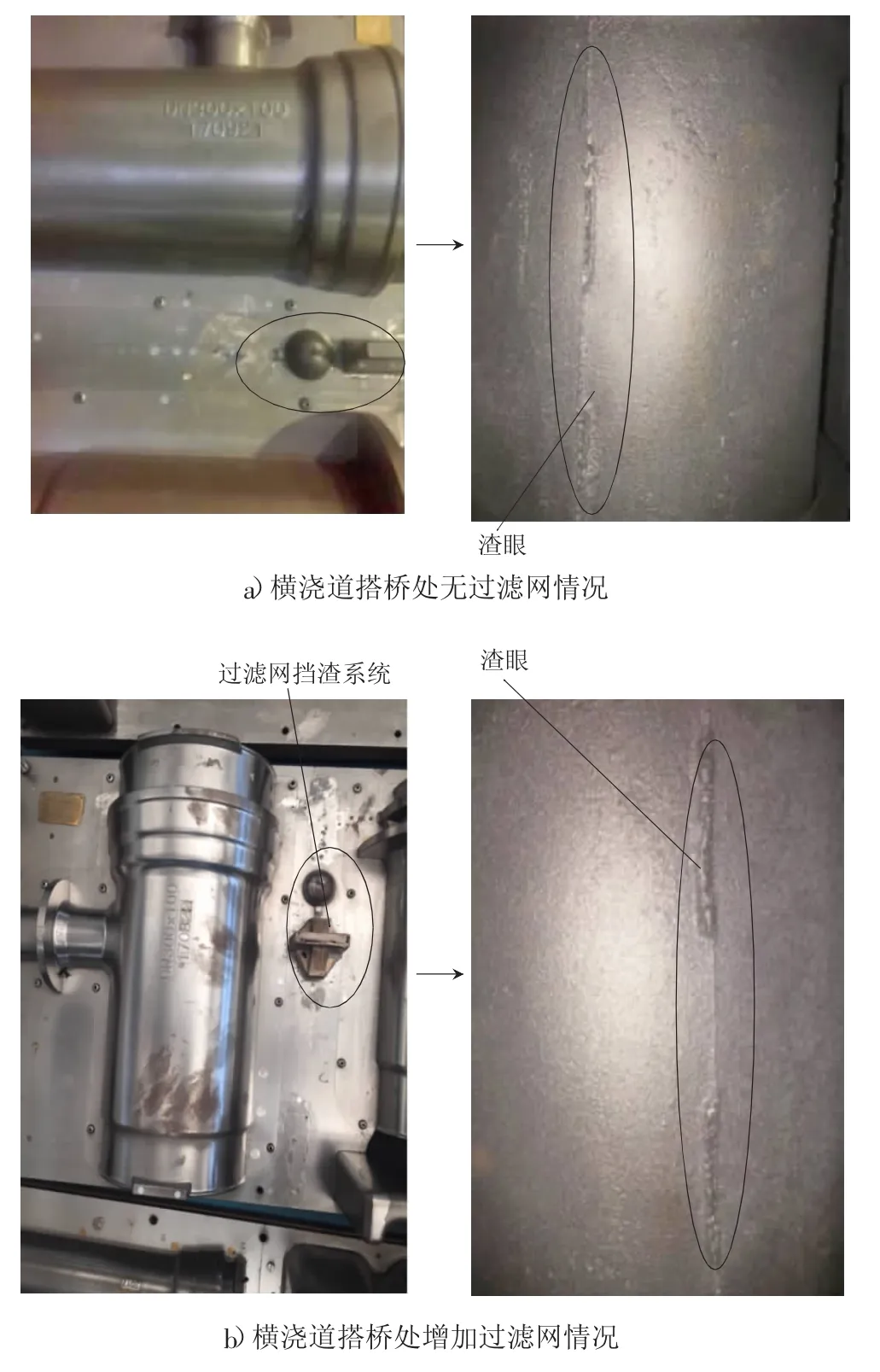
图9 横浇道搭桥处增加过滤网挡渣系统前后,管件外观质量对比
3 结论
1)对于有插口类管件,优先将内浇道开设在插口位置,且浇注系统为封闭式浇注系统,此类浇注系统充型速度快且从薄壁处充型,可有效防止管件出现冷隔、气孔及缩孔等缺陷。
2)对于无插口类管件,若选择将内浇道开设在承口或法兰端口时,当管件充型流程较长,在保证浇注系统为封闭式浇注系统的同时,需适当增加浇注系统各单元的横截面积,通过增加金属液充型速度来防止管件产生冷隔及气孔问题;另外将内浇道开设在上箱承口或法兰端口处,可有效防止内浇口缩孔问题。
3)对于无插口类管件,可选择将内浇道开设在管身,且浇注系统一般为开放式浇注系统,此类浇注系统可有效防止管件冲砂问题,针对内浇口缩孔问题可考虑在内浇道处增加侧冒口;针对管身渣眼问题可考虑在横浇道搭桥处增加过滤网挡渣系统。
