光整加工对齿轮传动影响的研究
2018-11-11罗丽霞武增宏
罗丽霞, 武增宏
(1.山西省平遥县新产品开发研究所,山西平遥031100;2.山西省平遥减速器有限责任公司,山西平遥031100)
0 引言
光整加工是被加工对象表面质量得到大幅度提高的同时,实现精度的稳定甚至提高加工精度等级的一种技术,是先进制造技术的一个重要组成部分。
光整加工是指不切除或从工件上切除极薄材料层,以减小工件表面粗糙度为目的的加工方法。近年来发展起来的光整加工工艺技术具有以下功能:1)减小和细化零件表面粗糙度,去除划痕、微光裂纹和表面缺陷,提高和改善零件表面质量;2)提高零件表面物理性能,改善零件表面应力分布状态;3)去除棱边毛刺,倒圆倒角,保证表面之间光滑过渡,提高零件的装配工艺性;4)改善工件表面的光泽度和光亮程度,提高零件表面的清洁度等[1-3]。
对JS160-39.737刮板输送机用减速器所有齿轮进行光整加工采用两种不同的设备,其原理分别如下:1)卧式光整设备,样件水平放置夹在主轴和顶尖间,由升降机构带动,插入料箱磨料中,主轴带动工件旋转。而料箱带动磨料、磨液(水溶液)作线性往复运动,从而使磨料与工件表面产生挤压、划擦等,实现对工件的微切削高效加工。并且通过回转和往复运动的不同速度配比,使不同形状的零件获得最佳的光整效果。2)旋转式光整设备,光整加工时工件装夹在气动卡盘上,通过主轴系统的升降带动工件进入磨料,在行星轮系、振动料箱等多方面运动系统的作用下,对盘式零件的外表面及端面进行光整加工,使磨料与工件表面产生挤压、划擦等,实现对工件的微切削高效加工。
1 光整加工的加工过程及加工前后测量结果对比
1.1 光整加工过程
2017年3月30日,廊坊市某机电技术有限公司对平遥减速器有限责任公司的6件齿轮进行了光整加工。光整设备及技术参数如表1所示。
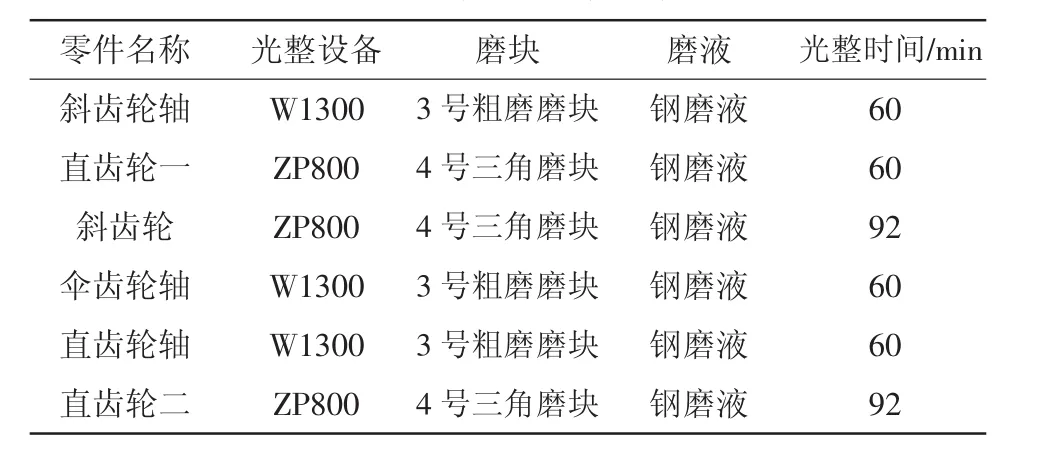
表1 光整加工技术参数表
1.2 光整加工前后测量结果对比
对6件齿轮在光整加工前后,采用时代集团TR200粗糙度仪对零件表面某些部位的粗糙度进行测量,测量结果如表2所示。
1.3 光整加工前后结果分析
同一个零件光整加工前后经数码观察王观察、手感触摸、粗糙度仪测量,光整加工后,零件被加工表面毛刺全部去除,锐边钝化,棱边倒圆整齐,手感润滑,粗糙度明显降低。
2 减速器加载试验过程及结果分析
两台JS160-39.737刮板输送机用减速器为试验对象,其中一台减速器的所有齿轮最终工序为磨齿及光整加工,编号T005。另一台减速器的所有齿轮最终工序为磨齿,编号T006。
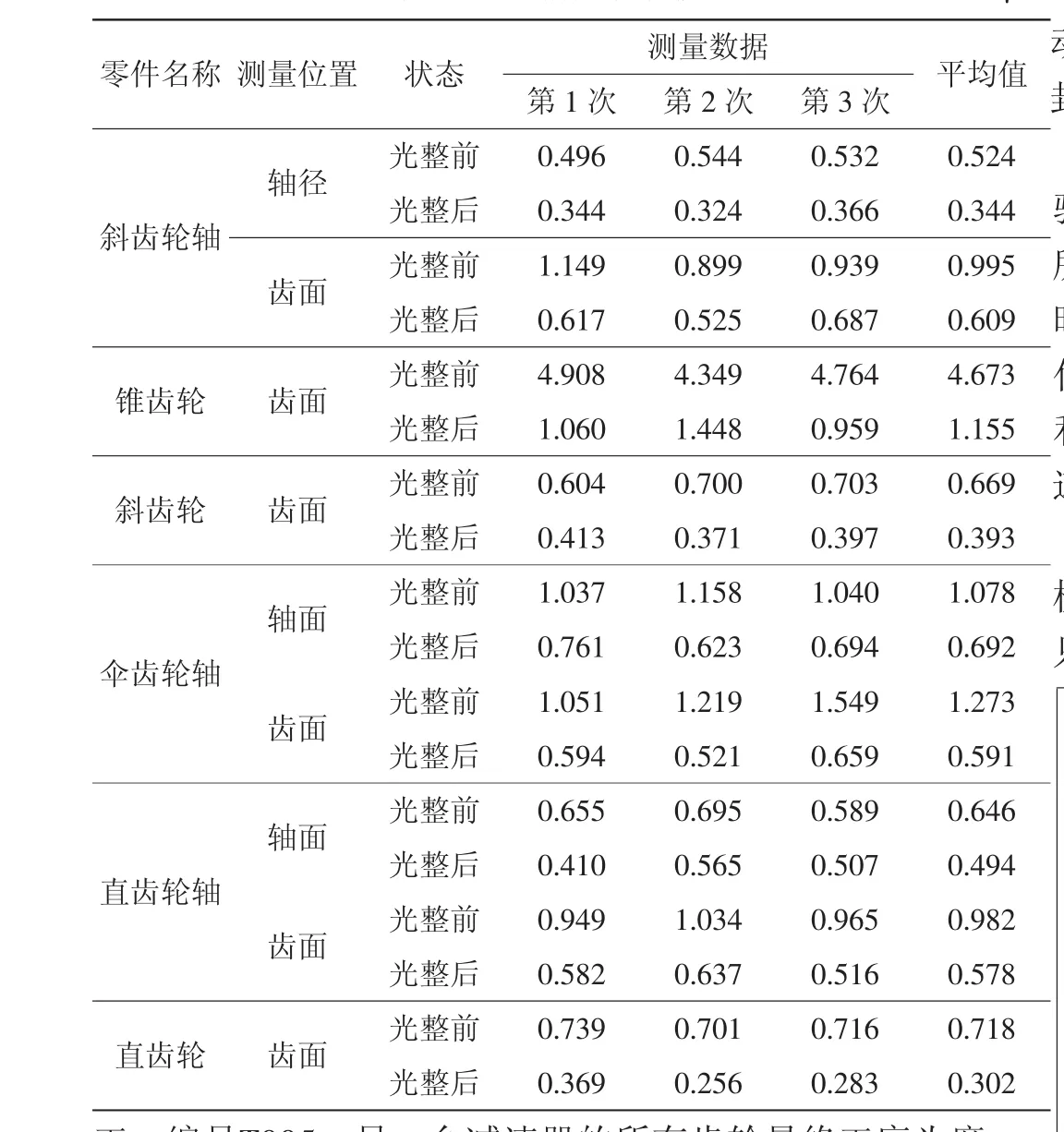
表2 光整加工前后粗糙度对照表 μm
2.1 试验系统
运转式齿轮试验装置,能使减速器在一定的转速下进行试验,这种试验装置可根据试验功率情况分为功率流开放式、功率流封闭式和功率流半封闭式三种。
功率开放性减速器试验装置通常由原动机、受试验的齿轮装置和耗能负载三部分组成,这种试验方法的传动原理如图1所示。

图1 功率开放性减速器试验装置的传动原理
采用这种减速器性能试验装置结构简单、配置灵活,可在运行过程中对被测装置加载。但对于大功率或被试减速器输出轴端转矩较大的情况:1)功率开放试验有一个耗能装置消耗的功率比试验减速器的还要大,能耗大,不符合现在国家提倡的节能环保政策;2)目前公司配置的转矩转速传感器的规格有限以及大规格转矩转速传感器生产厂家也少;3)原动机1的容量和体积会很大、加载器5的体积也会很大。
功率封闭性齿轮试验装置有电功率封闭性和机械功率封闭性两类。电功率封闭性齿轮试验装置根据使用电动机的不同分为直流电动机电封闭试验装置、感应电动机电封闭试验装置、交流整流子电动机电封闭试验装置[4-6]。
本次两台JS160-39.737刮板输送机用减速器对比试验采用感应交流电动机电封闭齿轮运转试验装置,如图2所示。把两台同型号的交流电动机:电动机1和电动机2同时并接与电网(电动机转速通过变频器控制),转矩转速传感器3将电动机1和T005减速器4相连接,T005减速器4和T006减速器5两台减速器通过联轴器联接起来,转矩转速传感器6将电动机7和T006减速器5相连接。
这种布置方式的特点是驱动电动机(电动机1或电动机2)所消耗的功率可循环利用,整个系统所损耗的功率只是摩擦损失。
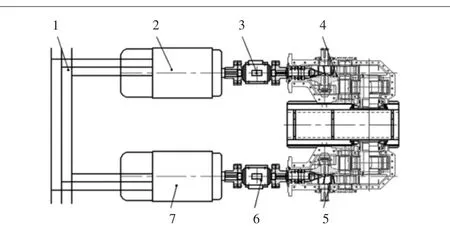
图2 试验系统原理
两台电动机在工频状态下启动,作为电动机运行,即空载(零转矩)启动,整个系统不传递功率。在运行过程中,通过变频器调整一台电动机的转速,使其转速超过交流电动机的同步转速,则该电动机成为加载发电机,使齿轮受载。同时加载发电机发出的电回馈到电网,形成电封闭系统。
2.2 试验过程
减速器试验过程分为4 d进行:第1 d编号T005减速器作为主试减速器进行逐步加载及满载的正转试验;第2 d编号T005减速器作为主试减速器进行逐步加载及满载的反转试验;第3 d编号T005减速器作为陪试减速器进行逐步加载及满载的正转试验;第4 d编号T005减速器作为陪试减速器进行逐步加载及满载的反转试验。减速器作为陪试减速器时,处于增速运转状态。
试验地点:平遥减速器有限责任公司公司齿轮箱测试中心;试验方法:315 kW电封闭加载;试验执行标准:MT101-2000《刮板输送机用减速器检验规范》;试验的项目有:空载及满载试验、效率测定、温升测定、噪声及振动等。
测试仪器有:JC20转矩转速传感器:(湘仪动力测试仪器有限公司);JX-3机械效率仪(湘仪动力测试仪器有限公司);TM-1310高精度温度测试仪(上海五久自动化设备有限公司);UT311测振仪(广东优利德科技有限公司);HS5633B噪声测试仪(嘉兴市蝶图腾电子设备有限公司)。

表3 试验数据表
试验过程中每隔15 min采集一次数据,并进行统计分析,试验数据如表3所示。
负荷效率曲线如图3所示。
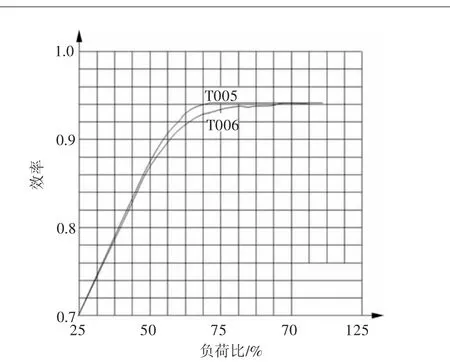
图3 负荷效率曲线
2.3 结果分析
1)齿轮传动具有周期性啮合的基本特性,所以齿轮振动是不可避免的。齿轮振动会激励减速器内空气,因为空气具有可压缩性,在齿轮的振动作用下,周围的空气就会产生交替的压缩和膨胀,这种过程就会渐渐向外传播产生声波。但声音标准大于85 dB频率在300 Hz时产生噪声,因此,齿轮的振动是诱发齿轮噪声的主要原因。另一方面在齿轮啮合中,由于轮齿间相对滑动产生滑动摩擦力方向随时变化在节圆上产生冲击力,与齿轮制造、安装误差及运动中受力变形,使齿与齿碰撞产生啮合冲力。这种运动的不平稳也是诱发齿轮产生噪声的主要原因。总之引起齿轮噪声的根本原因是齿轮在运行中产生节线冲力和啮合冲力[7]。
齿面粗糙度是影响噪声的重要因素,粗糙度越大,齿轮传动时摩擦力矩越大,噪声越大,齿面磨损也快,特别是主动齿轮节圆以上的齿部和从动齿轮节圆以下的齿部。光整加工作为一种新工艺,可以使齿面粗糙度明显降低,改善啮合环境。使齿轮啮合运动更加平稳,减速器的空载及重载噪声也有所降低[8]。
通过表3可以得出,齿轮磨齿机光整加工的编号T005减速器的综合噪声及振动低于齿轮磨齿的编号T006减速器。
2)减速器传动过程中的功率损失主要包括齿轮传动过程中的啮合摩擦损失功率、轴承的损失功率、密封装置损失功率、齿轮搅油损失功率等,其损失的功率主要通过箱体向外散热[9]。
本测试系统为电功率封闭试验方法,也是减速器生产厂家所说的“背对背侧功率法”。其测得的效率是两台减速器的平均效率,其计算式为

式中:T1为输入端转矩转速传感器5测得的输入端转矩,N·m;T2为输入端转矩转速传感器4测得的输入端转矩,N·m[10]。
通过图3的效率曲线分析,我们可以得出:减速器的测试效率随负荷的增加而逐渐升高,但载荷增大到使齿轮箱热平衡温度达到极限温度时,趋于某一稳定数值。齿轮磨齿机光整加工的编号T005减速器的传动效率高于齿轮磨齿的编号T006减速器。
3)依据文献[1]可以得知,一对外啮合定轴齿轮传动,轮1主动和轮2主动时,其齿轮传动过程中的平均效率是不同的,其公式如下:
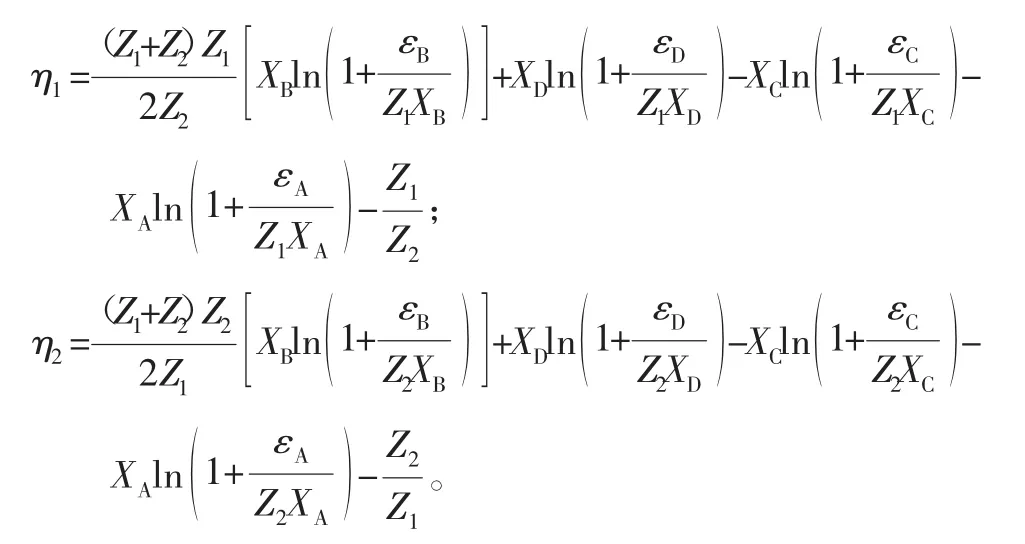
通过试验数据表3及负荷效率曲线图3,我们可以得出,光整技术对齿轮箱做增速运动时效率提升显著。
3 结语
根据上述分析得出零件进行光整加工后对减速器的性能影响如下:1)零件进行光整加工后对减速器的空载噪声降低2~3 dB,对整机的满载噪声降低2 dB;2)零件进行光整加工后对减速器的振幅降低7 μm;3)零件进行光整加工后对减速器的效率提高1%~1.5%,光整技术对齿轮箱做增速运动时效率提升显著;4)零件进行光整加工后对减速器的温升没有明显影响;5)零件粗造度比光整前均有提高,且对零件形体尺寸没有影响。
