铝质型管汽车散热器
2018-11-09李政李杨
李政,李杨
(1.山东济宁泰山散热器制造厂,山东济宁 272105;2.齐鲁工业大学(山东省科学院),山东省科学院自动化研究所,山东济南 250353)
关健词:散热器;型管;主片;水室
0 引言
铝塑汽车散热器是当前车辆冷却系统中最广泛采用的冷却部件。由于在实际使用中散热器出现了一些不足,针对收到的市场反馈,实施了多项解决方案,但是,并没能有效解决问题,因而对问题的关注从具体零件逐步发展到对散热器结构的思考。出现的问题是:主片和塑料水室的先期制造投入大,价格下降困难;产品开发周期长;当主片与冷却管连接处出现渗漏时不能焊修;靠近边板处的冷却管时常出现故障等。
上述问题的关键是:铝塑汽车散热器的水室是开式结构,只有与主片结合才能构成封闭的空腔,因而水室与芯体的连接不能离开主片,冷却管集群和边板也需要在主片上固定,所以,主片是铝塑汽车散热器结构中的关键零件。
如果取消主片零件,改变水室的开式结构,用型管把主片与水室的功能合为一体,直接与冷却管连接,就从结构上改变一个散热器品种,出现匹配一种专用的主片、塑料水室和橡胶密封条的情况。由此可以使生产成本大幅度降低,产品降价能够实现,产品开发周期也能够得到大幅度缩短。
型管汽车散热器全部采用铝合金材料,所以当散热器出现泄漏时可以焊修,由此显著降低了产品报废率。
铝塑汽车散热器的芯体是管带式结构,由于边板与冷却管在传热、冷却的过程中,各自的膨胀、收缩不同步,致使芯体边板附近的冷却管常常发生泄漏故障。曹金山在文献[1]中报道,铝散热器芯子受热后体积膨胀较大,侧板本身有一定的挠度或与水室连接时加缓冲垫,为体积膨胀留出余地。塑料水室不能作为承重件使用,需要安装中冷器或冷凝器时,要单独安装或制作刚性框架集中安装。
如果采用加强型冷却管取代边板,就可以从根本上解决这个受热膨胀的问题。型管水室的强度和刚度都远超过塑料水室,能够作为承重件使用。由此因为塑料水室不能承重而专门制作刚性框架的情况也可以改变。
分析铝塑汽车散热器薄弱环节形成的原因,提出可行性的改进方案,有利于汽车散热器的进一步完善。
1 铝塑汽车散热器的结构分析
铝塑汽车散热器的芯体由主片、冷却管、散热带和边板组合后钎焊完成,塑料水室压装在芯体的主片上,水室与主片之间由橡胶条密封。
铝塑散热器品种众多,各品种之间的主要区别实质上是芯体的区别。芯体以散热性能的需要作为设计的依据,水室等其他零部件的设计则是从属于与芯体匹配并且满足冷却系统配置的需要。芯体的变化虽然很多,但是其结构形式在当前基本上就是一种,即管带式结构。所以主要体现在芯体换热面积的改变,通常表现为芯体尺寸的改变,而保证和固定这种改变的关健零件就是随之变化尺寸的主片。
1.1 新产品开发
每种主片都需要经过拉深、切边、翻边、冲孔4道冲压工艺过程,塑料水室需要经过结构复杂的塑料注射模具制造。只要芯体的尺寸改变,一般会导致主片尺寸改变,从而使与主片匹配的塑料水室和橡胶密封条也随之改变,需要改变的零件都要重新做。
因而,散热器的品种越多,主片、塑料水室和橡胶密封条的品种也就越多。例如,一家拥有1 000个品种的中等规模的汽车散热器生产商,仅主片模具和水室注射模具就有5 000多套,这些模具不仅需要大量的投资,而且还需要专设模具库房进行存放、管理、维修和保养。由于汽车设计改型很快,散热器也常常需要随之更新,一些原来开发的模具还没有到寿命周期就不得不闲置起来,必须开发新的模具才能完成新产品的生产,如此被沉淀的模具数量也在不断增加。
由于一个散热器品种有多家生产商供货,所以在散热器行业里,为一个品种而由多家生产商各自开发的相同模具的数量则又扩大了N倍,并且这种重复开发的局面始终难以避免,最终导致了社会资源的重复消耗。
1.2 产品的生产
铝塑汽车散热器在生产过程中,塑料水室与芯体完成压装后,如果出现泄漏,只有一次拆开重装的机会,重装后如果再次出现泄漏,则芯体只有报废。这是因为主片上的压装齿只能反复弯曲压合2次,如果出现第3次,齿的弯曲压合力就会大幅度降低,而且也常易折断。由于芯体上的主片与冷却管、散热带、边板整体硬钎焊在一起,各个零件都已经不能完整拆卸下来,所以主片零件如果失去功效,整个芯体就要随之报废。
1.3 产品的使用
铝塑汽车散热器在装车使用过程中,其泄漏故障多发生在主片与冷却管的连接处,此处不能焊修,因为高温会使紧贴主片的橡胶密封条失效,也会使塑料水室与主片压装齿紧密接触的部分因受高温而产生变形,发生泄漏,这些故障都会导致散热器报废。
由于塑料水室的抗冲击能力低,如果行车途中塑料水室受到超出其强度允许的冲击,产生的后果是水室会发生破裂,或者水室没有破裂但是出现了变形从而与橡胶条之间的密封失效,这些故障同样不可维修,散热器也只能报废。
1.4 芯体结构
铝塑汽车散热器芯体上的边板和冷却管都与相同主片钎焊连接,当高温冷却液通过冷却管时,冷却管迅速膨胀伸长,但是,边板没有高温冷却液通过,也就没有条件像冷却管一样迅速膨胀伸长。冷缩时,两者也不同步。所以,边板和其附近的几列冷却管以及它们与主片的钎缝各自受到反向的作用力,长期反复如此作用的结果,常常是靠近边板的冷却管断裂,或者与主片钎焊处的钎缝受到破坏,从而散热器出现泄漏,冷却液流失,发动机工作温度升高。
显然,上述在实际中存在的问题都与铝塑散热器自身的结构有关,与一个受主片零件制约的结构有关。所以,要从根本上解决这些问题,不能不考虑如何从水室与主片的结构上进行改变。
2 铝质型管汽车散热器的结构特点
铝质型管汽车散热器[2]的结构要点是取消了主片,把主片与水室的功能合并到型管上,用型管做散热器的水室主体,在型管上加工出冷却管孔和其他型孔。
沙拉等人在文献[3]中报道,水室设计的目标就是在可接受的几何形状,以及较低的压降下(水室中的压降损失不会在两种流体间产生任何的传热效果,传热过程只在换热器的管芯部分发生),为管芯部分的流动均匀分布提供支持。出水室的设计要与进水室相匹配(反之亦然),以便使换热器中心部分保持均衡的压降,从而使得此处的流动均匀。
库潘在文献[4]中介绍,壳体内芯体的摩擦压降是主要的,约占总压降的90%以上。入口和出口损失在高雷诺数、短流动长度及短传热芯体时显得重要。
塑料水室内腔一般都设有加强筋,型管水室内腔光滑平整,冷却液的流动阻力低于塑料水室,两者截面形状大体接近,所以,型管水室代替铝塑水室和主片不会增加冷却液在散热器流动中产生的压力损失。
2.1 型管水室
型管水室主体示意图如图1所示。
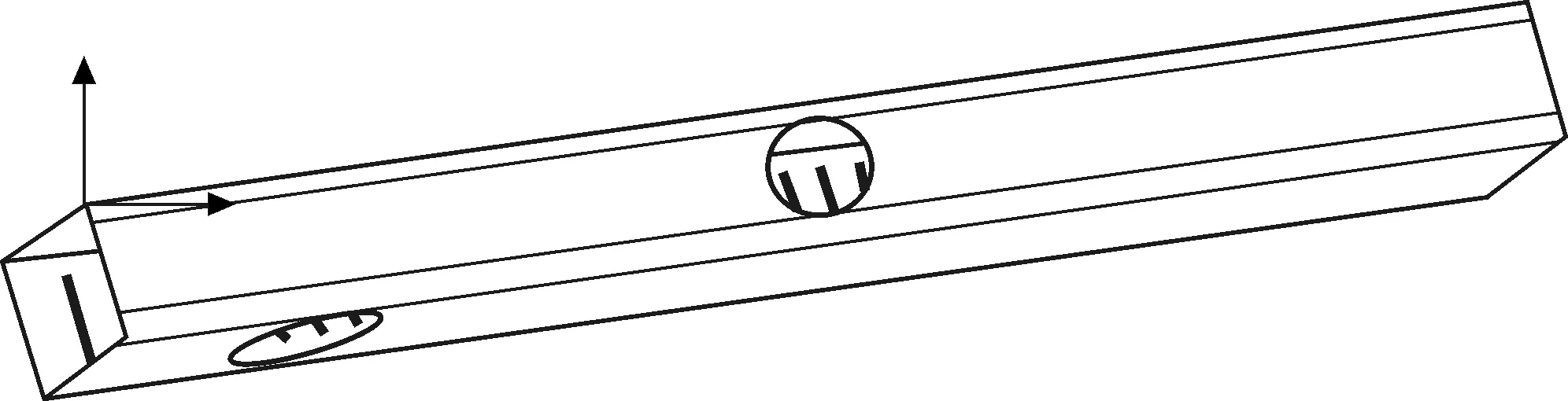
图1 型管水室主体示意图
型管由挤压工艺制造,材料3003,型管内表面镀敷一层材质为7072的防腐层。谢建新等在文献[5]中报道,型管截面外接圆直径在50~100 mm时,最小可挤压壁厚为1.2 mm,这是常规挤压条件下的工艺参数,实际上,采用一些新的技术,可以成形壁厚尺寸更小的制品。所以,在满足设计要求的前提下,型管水室的壁厚向小尺寸倾斜具备实际条件。
型管截面有多种类型,例如:矩形、D形、梯形等。由于矩形截面的型管便于加工和装配附件,所以适合作为汽车散热器水室的基本管形。
图2为铝塑散热器水室结构示意图,图3为型管水室结构示意图。

图2 铝塑散热器水室结构示意图
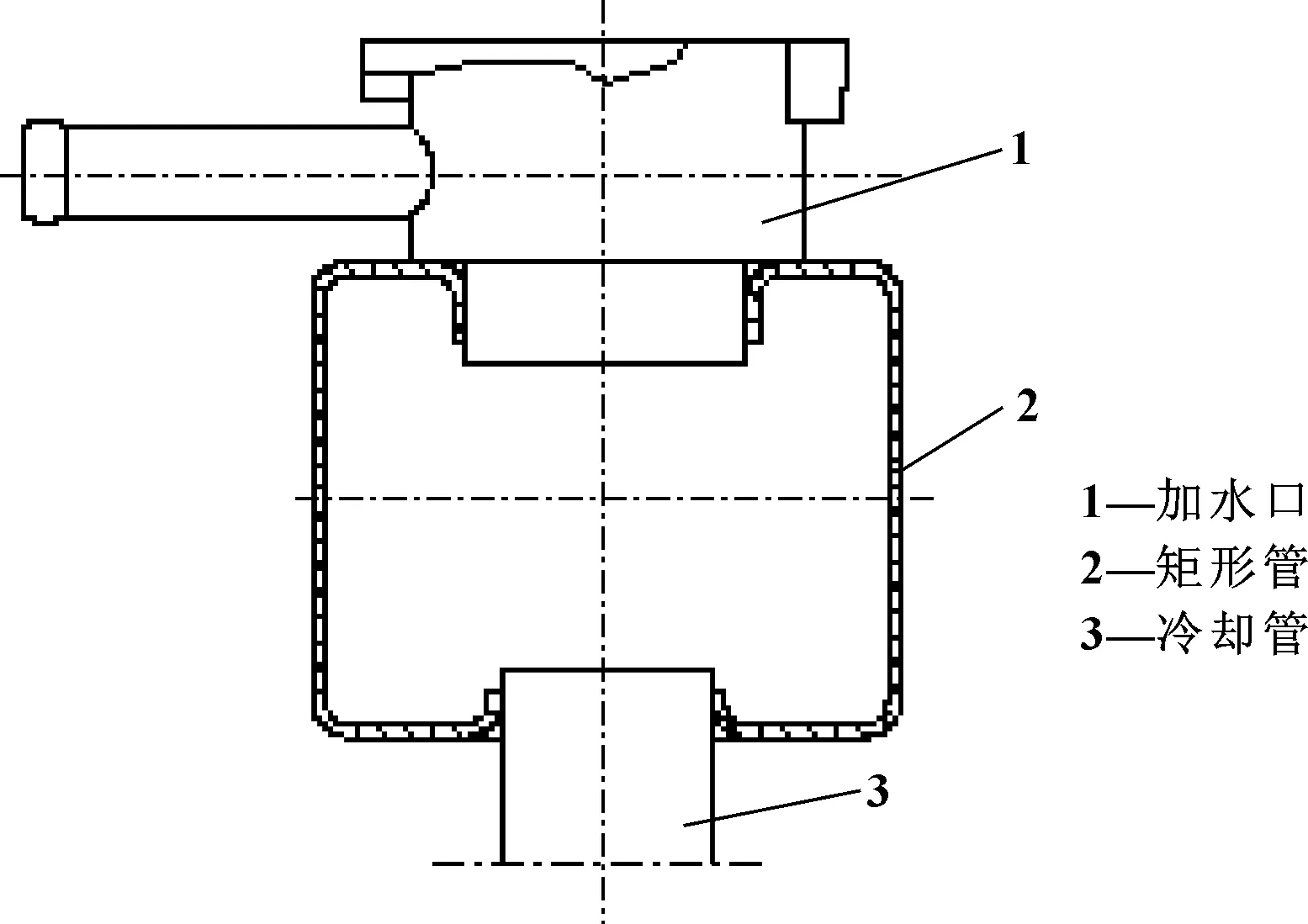
图3 型管水室结构示意图
矩形管水室上要加工出各类型孔,用以连接各类零件,其接头形式均为套接。为保证钎焊强度和密封,型孔都需要冲孔翻边,翻边后的直边高度为其套接接头的长度,依下式确定[6]:
X=δ(D-δ)Yσb/τD
式中:X为套接接头长度,mm;Y为安全系数(一般情况下为4~5);D为管的外径,mm;δ为板厚,mm;σb为母材的抗拉强度,MPa;τ为钎料的抗剪强度,MPa。
在型管的两端安装堵盖,形成封闭的水室空腔。型管上安装水室附件,如进水管、出水管、加水口、放水开关座以及支撑件等,由此构成水室总成。将水室总成安装到芯体上。型管散热器总成由夹具固定,经保护气氛炉完成钎焊。
型管水室针对各种类型的散热器具有广泛的适应性,散热器品种的改变,其改变的主体就是芯体,如果芯体的宽度改变,可以通过改变型管水室自身长度相适应;如果芯体的高度或者厚度改变,可以通过改变型管规格、型号,从而改变型腔的容积,以满足芯体对水室容量的需要,这些改变十分方便和简单。型管水室上面的附件安装孔的位置、形状以及大小,也都可以方便地随之变化。
这种型管水室的结构,终结了主片、塑料水室先期制作的大量投入和多家供应商重复开发相同模具的情况,存放大量模具的库房以及使用相关模具的专用设备等,也将不再需要。采用这种结构所带来的一系列的变化,使散热器新产品的开发成本能够实现大幅度的降低,新产品开发周期也会随之大幅度缩短。
2.2 加强管芯体
针对铝塑汽车散热器芯体上的边板和冷却管胀缩不同步,人们采取过多种措施,例如:
(1)将靠近边板处的几列冷却管堵塞,不让冷却液从中通过,使其与相邻的边板胀缩同步,以此减少冷却管被损坏的概率,但是,这也同时减少了冷却液的流通量,从而降低了散热器的散热性能。
(2)完成芯体总成钎焊后,将其两侧的边板锯断,这实际上变成了冷却管起作用,边板转变成了摆设。
(3)把边板中间部分的材料切除,剩余部分再预先弯曲,做成有膨胀节的边板,但是,实际上达不到要求的效果,还新增加了边板的制造成本。
李杨[7]提出了加强管芯体的结构,这种结构能够应用在所有管带式芯体的换热器上,如汽车散热器、中冷器、汽车空调平行流冷凝器、平行流蒸发器等。
结合上述分析,得出该技术方案:把芯体上的边板取消,由冷却管替代,将其称为加强管。其有益效果:彻底消除了原来的散热器芯体上边板与冷却管胀缩不同步的缺陷,还提高了散热能力。
加强管既可以采用同芯体上的相同规格的冷却管,也可以采用增加了管壁厚度的专用管。
2.3 型管散热器的生产
铝质型管汽车散热器总成进入保护气氛炉中钎焊前,必须夹紧固定,由于铝合金的线膨胀系数比通常的金属约大1/3,因此夹具应该采用挠性的。夹具材料采用发蓝处理的钢材或氧化处理的不锈钢,以免让夹具和铝母材也钎焊在一起。最好使用自夹紧接头,即用铆钉、机械胀管、凸线压紧、锁缝甚至定位焊等办法固定而不采用夹具。
经过NOCOLOK钎剂保护气氛炉中钎焊后,散热器形成了坚固的整体连接。进入密封检验工序后,如果检测出来泄漏点可以采用火焰钎焊补漏。
张启运等在文献[8]中报道,氟铝酸钾钎剂用于火焰钎焊补漏对焊接工艺有一定的要求,这是因为气体燃烧以后的废气主要是水蒸气和CO2,火焰的高温容易使KAlF4水解,使得水解产物脱水后的Al2O3残渣增多。这时要耗费许多钎剂才能完成钎焊的过程并且接头很不美观。有经验的焊工常在施加钎剂之前将工件充分预热,达到钎剂融化的温度再施钎剂,尽量缩短火焰和钎剂接触的时间,只有这样才能获得比较满意的结果。
采用中温铝合金钎焊是对型管散热器焊修、补漏的另一项重要方法。钎剂的配方和应用如表1所示。
中温铝钎焊钎料有:Al-Cu-Ag-Zn系钎料(液相线温度范围400~500 ℃),Al-Ge-Si系钎料(液相线温度425~500 ℃),Zn-Al系钎料(液相线温度383~400 ℃)。
药芯铝钎焊丝是一种管状的钎料合金丝中填充粉状钎剂的复合钎焊材料,主要用于钎焊时不方便添加钎剂的情况。铝氟酸铯填芯的Al-Zn(98%)焊丝。液相线温度为400 ℃,几乎适用于所有铝合金的钎焊。

表1 铝用硬钎剂的配方和应用[8]
补漏后要进行密封检测,再发现渗漏,型管散热器能够接受多次补焊。
如果冷却管出现漏点,鉴于管的壁厚仅为0.3~0.35 mm,需要采用铝软钎焊补焊。PHILLIPS在文献[9]中报道,铝和许多铝基合金,可以采用和焊其他金属相似的技术,进行软钎焊。含镁量不大于1%或含硅量不大于5%的铝合金,最容易软钎焊。包覆铝合金,可以改善软钎料和软钎剂润湿性能,并能减少软钎料向合金中扩散。软钎焊铝,大多数软钎焊钎剂的残渣,能够迅速地溶解于水。温水能满意地清除锌软钎剂残渣,对低温软钎焊接头应该用酒精清洗。
铝软钎剂[8]牌号:QJ204,成分为三乙醇胺(质量分数82.5%),Cd(BF4)2(质量分数10%),Zn(BF4)2(质量分数2.5%),NH4BF4(质量分数5%),钎焊温度为270 ℃。铝软钎料:Cd70Zn钎料的液相线约为292 ℃,抗拉强度约为130 MPa。
由于能够在散热器总成上应用不同熔点的钎料进行钎焊补漏,从而在保证产品质量的原则下大幅度降低了生产过程中的废品产出。
车辆行驶过程中,出现泄漏可以在沿途维修点焊修,现在的散热器维修点大多数都可以操作铝火焰钎焊。
2.4 型管散热器的防腐蚀
杨前明在文献[10]中报道,从2002年开始,由于主片孔蚀严重,造成散热器漏水,散热器公司因此造成的赔偿大幅度提高,某公司最高时年赔偿达到130万元左右。
型管散热器为全铝材料,其内部流动冷却液,外部处于车辆行驶的复杂环境中,预防和减少腐蚀是不容忽视的工作。
型管散热器在保护气氛炉中钎焊,使用NOCOLOK钎剂,没有腐蚀,焊后允许焊剂残留物残留在工件上,不用清理。
作用于换热器上的腐蚀种类主要有:电偶腐蚀、点腐蚀、缝隙腐蚀和疲劳腐蚀。
(1)电偶腐蚀[4]。电动序不同的两种金属或合金在电解液中相互接触时,电偶阳极的金属发生腐蚀。热交换器的一些特定部位对电偶腐蚀是敏感的,如:管子和管板间的接触区域、焊接接头、硬钎焊接头,以及软钎焊接头等。预防措施:添加缓蚀剂来减少环境的侵蚀性或控制阴极或阳极的反应速率;使用牺牲阳极,如Zn或Mg作为两种金属结构的阳极。
(2)点腐蚀[4]。当保护性表面膜有一处损坏时,点坑就会产生。点腐蚀是最具侵蚀性的腐蚀形式并且由于表面穿孔而导致提前失效。预防措施:降低环境侵蚀性,这包括酸度、温度、氧化剂和氯离子浓度控制;通过系统清理和消除滞流区域,保持管子的清洁。
(3)缝隙腐蚀[4]。少量溶液进入裂纹或溶洞的情况下,通常发生在只有几个千分尺宽的缝隙内,而不发生于宽阔的间隙或沟槽内。相应的预防措施:结构设计应避免一切缝隙,不可避免的缝隙应填充焊接金属或绝缘的密封剂或胶合剂;强调焊接金属完全焊透的必要性,以避免很微小的缝隙存在;在设计中避免尖角、滞流区域;对于热交换器管,建议最小流速为1.524 m/s;在管式热交换器运行期间,尽量使流体以均匀的速度通过整个热交换器。
(4)疲劳腐蚀[4]。对于有膜保护的合金,应力反向导致其保护性表面膜的再三开裂,这就使腐蚀性物质进入未受保护的金属中,结果发生腐蚀。对于热交换器,疲劳腐蚀能在任何管材上发生。相应的预防措施:使用防护性涂层;向环境中添加缓蚀剂;阴极保护。

2.5 型管水室的标准化
汽车散热器上的零件、部件和材料等有的已经标准化,例如:JB/T 2292-1978《汽车拖拉机用散热器进水口出水口加水口及盖》,QC/T 29025-1991《汽车管带式散热器芯子型式尺寸》,GB/T 2532-2005《散热器水室和主片用黄铜带》等。
铝塑汽车散热器上每一个品种需要专用一种塑料水室,致使塑料水室的种类极多,且还没有查阅到塑料水室的标准。铝质型管汽车散热器上的水室主体只有一种,即铝质矩形管,能够覆盖几乎所有的汽车散热器,所以便于也应该实施标准化、系列化和通用化。
水室主体用铝质矩形管的标准化是指将型管的材料、质量、规格、性能、结构等方面的技术指标加以统一规定并作为标准来执行。系列化是指对矩型管,在基本条件下规定出若干不同的尺寸系列。通用化是指在不同种类的型管散热器或不同规格的型管散热器中尽量采用同一结构和尺寸的型管。
实施“三化”的有益效果是减轻设计工作量,方便制造,合理发展产品品种,提高企业应变能力,易于保证产品质量,节约材料,降低成本,充分维护消费者利益。
3 型管散热器对冷却系统部件的集成
姜晓溪在文献[11]中报道,冷却系统的循环有两种:一种是全封闭(膨胀水箱式)的压力循环系统;一种是半封闭(溢流壶式)的压力循环系统。
全封闭系统。膨胀箱是在压力系统之内,压力盖一般设计在膨胀箱上,系统的压力调节及释放都是由膨胀箱实现的,在系统工作的过程中,膨胀箱随时释放系统压力,为发动机补充冷却液。
半封闭系统。压力盖一般是设计在散热器的水室上,压力盖直接根据散热器的压力调节系统压力。储水桶的作用是当系统压力高于压力阀的压力时,储存从压力盖溢流出来的冷却液,同时,当冷却系统形成真空时,储水桶里的防冻液被吸入散热器里。
3.1 型管散热器与膨胀箱
汽车冷却系统中的膨胀箱,通常是作为一个部件单独设置。但是,在型管散热器上,可以将膨胀箱集成到水室上。
立式结构的型管散热器,以矩形管做膨胀箱,叠加在上水室上,散热器整体钎焊后,膨胀箱与上水室成为一体,膨胀箱与上水室之间的通道是一个φ8 mm小孔,膨胀箱上安装加水口、排气管接口、补水管和液面高度标识。
图4为膨胀箱与上水室叠加示意图,图5为排气孔剖面示意图。

图4 膨胀箱与上水室叠加示意图

图5 排气孔剖面示意图
膨胀箱在冷却系统中的位置十分重要,放置不对会直接影响膨胀箱的功能。卢永生在文献[12]中报道,若水箱的上水室低于发动机的出水口时,副水箱的底部要高于发动机的出水口;若水箱的上水室高于发动机的出水口时,副水箱储液室的上平面应高于水箱上水室上平面。赵利德在文献[13]中报道,膨胀箱的容量一般按照冷却系统总容量的8%~14%,内部注水量通常按膨胀水箱容积的2/3~3/4来设计。
3.2 型管散热器与储液箱
储液箱(或称溢流壶、储水桶)也像膨胀箱一样设置在型管散热器的上水室上面,与膨胀箱不同的是,压力盖设置在上水室上,压力盖上的排气管与储液箱连通,管口插入储液箱内的液面以下。储液箱上不设补水管,也不与发动机水套连接。
型管散热器对冷却系统部件集成的有益效果是提高了冷却系统的紧凑度,降低了发动机舱的占用空间,减少了管路设置。
4 结束语
铝质型管汽车散热器产生于对市场反馈的研究,由此简化了产品结构,提高了产品性价比,是对汽车散热器的有益完善。
