一种新型过滤装置对工业胶片表观提升的研究
2018-11-08赵迎新任学锋张学超
赵迎新,任学锋,张 杰,张学超
(乐凯医疗科技有限公司 河北 保定 071054)
1 引言
乐凯医疗科技有限公司在通过转型升级后,其主导产品之一为工业胶片,作为工业产品的质量要求来讲,必须是严格的。作为生产产品的涂布车间,涂布表观的保证是产品性能的主要质量指标之一。目前产品在2015年时有一个急需解决的质量问题:胶片表观条道多。
为做好产品质量提升工作,分析各种条道出现的原因,及采取对应解决措施进行处理。最终有一种条道:胶片射线曝光检测时为不固定的细直条道,总是容易出现,通过理论与实践相结合的分析出症结所在,针对性加以升级改造,使质量问题得到圆满解决。
2 工业胶片涂布和检验过程
工业胶片是通过计量泵,将具备一定物化性能和照相性能的物料,定压定量的经过静态混合器供入恒温涂布嘴,再从涂布嘴间隙中挤出,以层流方式沿坡流面下流,经过涂布负压系统形成的涂布辊和涂布嘴间的物料弯月面,均匀铺展到匀速运行的支持体上,涂有物料的支持体通过斜密集辊进入冷凝段冷凝定型,而后进入平板干燥段热风干燥,最后通过平板平衡段和箱式平衡段加湿回潮后收卷,工业胶片是四层两面过机涂布,最终生产出半成品宽片。收片岗位人员进行收卷产品的取样,通过送样窗口送达到表观检验岗位,表观检验人员通过观片台进行产品的表观检验,再通过在线自动检测仪二次确认[1]。
3 各种条道产生的原因分析
产品检验分为生片检验和射线曝光检验两种。条道弊病有很多种,产生的原因也不同。条道的检测也是从这两个检验方式中区别发现。就目前发现的条道有四大类:(1)生片能看到的固定位置直条道,(2)生片能看到的不固定细直道,(3)生片看不到,显定影后有不固定位置宽条道,(4)生片看不到,显定影后才能看到的不固定细直道。
从整个涂布环节分析,因为涂布上嘴后经过的干燥系统是稳定的,产品的表观一旦出现条道,弊病的出现在一定是在涂布嘴上嘴前。分析四大类条道,有一种条道为固定位置,即条道1,考虑到物料是经过涂布嘴的坡流挤压涂布,必定要经过涂布嘴,通过胶片的条道位置与涂布嘴进行比对,检测发现,涂布嘴有伤口,经过处理后固定位置出现条道的问题得到解决。再从生片能否看到条道区分,即条道2,生片能看到有条道,说明涂布面已经被破坏,且位置不固定,说明不是涂布嘴的伤口,而只有个别的不固定细直条道,并且通过查找记录发现,在过接头擦嘴后,此位置条道消失,说明此类条道是偶然事件,而且是发生在弯月面或是涂布嘴间隙上,因为在过接头擦嘴之前只有弯月面是与支持体接触的,若有飘落到弯月面的情况,飘落到涂布嘴间隙的可能也是存在的,通过单层双层都擦嘴和保证涂布小室的洁净度,此类条道的出现几率基本杜绝。宽条道而且是在显定影后,说明涂布层破坏的不严重,但有一定的图层不匀现象出现,涂层经涂布嘴是没有直观问题的,但在干燥后发现有位置不固定的宽条道,说明是各涂层之间的匹配不是很好,通过调整表面活性剂的用量,达到各层之间良好的物化性能。通过以上三种条道的原因分析和对应的措施解决,现在还剩下一种条道,即条道4,此类条道生片看不到,显定影后才能看到的不固定细直道。
本文具体分析及解决第4类条道,从表观上看,生片看不到,说明涂布层没有受到严重影响,显定影后才能看到细直道,且位置不固定,通过生产经验分析,直道的出现即为气泡,而且通过出现细直道后通过分别拔掉护膜和隔层发现,只有护膜和隔层完全拔掉涂布的乳剂层才没有了细直道,说明气泡是在隔层和护膜中存在的。通过隔层和护膜的配方分析找出,这两层中有多种,大量的表面活性剂,在物料的供料过程中极易产生气泡,接下来就是分析气泡产生的环节,从熔化供料往下分析,整个系统基本上都是保证正压状态(即管路的压力比外界大气压大),而涂布嘴岗位的过滤装置和超声装置均有排空阀,也是正压状态,这样的状态下是不会出现气泡的,唯独有一个环节是就是过滤装置,负压状态,而且这个环节是必须要有的,过滤装置是防止大个颗粒或硬度大的物体通过齿轮泵的吸力进入齿轮泵内部,打坏齿轮的过滤装置,它是没有排空阀的。一旦造成齿轮泵报废,一套齿轮泵的造价为3万元,一是成本浪费的表现,更重要的是影响生产的进度,耽误工时。图1为物料从配制到供料到涂布嘴的流程图,
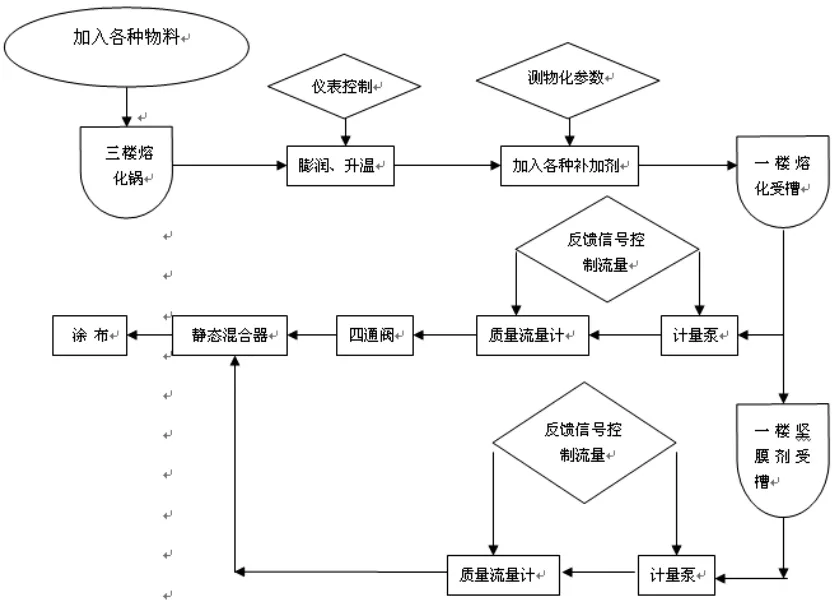
图1 物料从配制到供料到涂布嘴的流程图Figure.1 Flow chart of material from preparation to feeding to coating nozzle
从流程图中可以看出,物料从高液位配制好后,通过重力作用过滤到一楼熔化受槽,通过计量泵把物料供到涂布嘴进行涂布,为了防止大颗粒进入计量泵,所以在计量泵之前加入过滤装置。
4 过滤装置改进
4.1 作用
过滤装置的作用只是过滤大颗粒物质,类似于茶具筛子,受此形态和使用情况影响,考虑改造过滤装置,使之变成小而精的过滤装置。
通过分析和实践,改造出如下装置,图2和3为改造前和改造后过滤装置的外型图。

图2 改造前的粗过滤(1#)照片Figure.2 The coarse filter (1#)photo before the transformation

图3 改造后的粗过滤(2#)照片Figure.3 The coarse filter (2#)photo after the transformation
4.2 考虑因素
4.2.1 在外型大小,作用机理和操作使用上考虑,通过加装透明供料管路二次确认,保证供料平稳后的物料状态。下面就改造前和改造后的关键点进行分析比较,见表1。
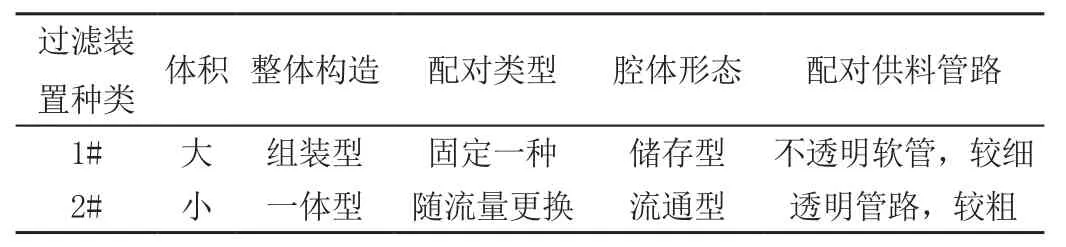
表1 两种种类过滤装置特征对比表Table.1 Comparison of two types of filter devices
4.2.2 体积 考虑过滤装置只是起到过滤掉大颗粒物的作用,避免把齿轮泵打坏,所以不必要做的很大,1#粗过滤体积大,对应的腔体就会大,物料从静止锅流出,通过一个大的腔体,再到一个细小的腔体内,由于横截面积的巨大改变,势必会导致流体的运动发生变化,而物料有有大量的表面活性剂,通过变化流动很容易导致气泡产生。2#粗过滤体积小,对应的流入和输送的管路直径大小没有骤然变化,如图4所示。

图4 锅底阀流入和输出管路图Figure.4 bottom valve inflow and output pipe diagram
4.2.3整体构造 1#过滤装置为卡盘手工上紧的方式,由于个人手法的不同和夹套本身使用的磨损状态的不同,很容易导致夹套没有上紧而漏气,因为只有过滤装置的位置是负压状态,一旦漏气,空气中的气体就会到过滤装置中,伴随齿轮泵的不断供料,把气泡供到涂布嘴去,导致在整个涂布过程中,始终伴随气泡的出现,最终影响表观情况。2#为一体型,不会出现人工手法导致漏气现象的出现。
4.2.4 配对类型 1#过滤装置的型号只有一种,及各个涂布层对应的粗过滤只有一个型号,而对于不同涂布量的物料和不同功率的齿轮泵来说,在流量大的时候,物料流动快,气泡会随着大流量带走,而小流量的时候,物料流动慢,气泡不易一起带走,而积攒到腔体内部。而2#过滤装置只是类似一个接头阀,对应不同的流量选择不同大小的相匹配的粗过滤,合理使用,如图5。

图5 不同型号的2#过滤装置Figure.5 different models of 2# filter
4.2.5 腔体形态 1#过滤装置为上进上出型,会在腔体内部填满物料,滤网和腔体之间会随时进行物料流动,虽然通过中间的滤网拦截大颗粒物质,但随着时间的延续,过滤网中的物质会发生化学反应,自身会形成大颗粒或产生化学变化形成其他产物,输送输送出去。而2#过滤装置腔体内部不会积攒物料,只是起到过滤网作用,起到使大颗粒拦截,物料快速通过的作用,具体分解见图6和图7。

图6 1#粗过滤腔体内部构造Figure.6 1# coarse filter cavity internal structure

图7 2#粗过滤内部构造Figure.7 2# coarse filter internal structure
4.2.6 配对供料管路 1#过滤装置对应的齿轮泵后面的供料管路为较细的不透明的供料,不方便观察有无气泡,而且,直径较细,气泡更容易粘附在管壁上,带不走。2#过滤装置对应的齿轮泵后面供料管路为透明的,且直径较大,既方便观察,气泡也会随着物料的流动迅速带走,如图8所示。

图8 2#过滤装置对应的透明管路供料Figure.8 2# coarse filter corresponding transparent pipeline feeding
5 实施效果
通过熔化锅底阀过滤装置的改造,配套使用的透明的直径较大的供料管路,把隔层护膜流量小的涂布层带不走气泡的问题得到根本解决,再次确认排泡效果,在出现气泡的源头控制气泡的产生,从而为涂布嘴的排泡提供了源头保障,从而降低工业胶片的条道率。使生产同样产量的工业胶片工时缩短了三分之一,物料返回率降低了二分之一,条道率从之前的50%降低到了10%以下,如生产四万平米的工业胶片,改造后节约3个班的工时,物料返回次数之前平均为6次,现为3次以下,条道轴数之前生产20轴有10轴有条道,现在降低到了3轴以下。通过工业片的过滤装置的升级改造,推广到涂布车间的各个片种,主要的生产片种有医用干式片等。
