JSFA3181型条并卷机自动运卷系统的研发
2018-11-06张海洋张立彬江岸英韩志国
张海洋 ,张立彬 ,江岸英,刘 明 ,韩志国
(1.江苏凯宫机械股份有限公司,江苏 昆山 215300;2.鲁泰纺织股份有限公司,山东 淄博 255100)
0 引言
目前,国产条并卷机均无法实现与精梳机连续化、智能化生产衔接,在精梳准备和精梳机之间,仍需采用人工运棉小车搬运的方法运输大批量、较重的精梳原料;国产条并卷机的关键技术发展缓慢、滞后,难以满足500钳次/min高速精梳机正常配台的生产需求,严重阻碍我国纺织产业升级换代步伐。随着全球精梳纱所占比重不断增大,精梳工序加工设备智能化的呼声越来越高。中国纺织机械协会发布的《纺织机械行业“十三五”发展指导性意见》中,提出实现精梳设备连续化及智能化控制的重点任务,以及条并卷机与精梳机间实现棉卷自动运转采用智能化搬运机器人及运输设备,实现工序间自动输送的决策。高速、高效、智能化、自动化是当今精梳机的发展方向[1],条并卷机作为精梳机的准备机械最应该满足精梳技术的发展需求[2-3],特别是其配套的自动运卷系统更是实现精梳工序智能化的研发重点。
1 条并卷机研究现状及存在问题
1.1 国外条并卷机的发展现状
在条并卷机的研制方面,瑞士立达(Rieter)公司、德国特吕茨勒(Truetzschler)公司和日本丰田(TOYOTA)工业集团的技术处于世界先进水平,特别是瑞士立达公司制造的新型条并卷机,在纺纱性能、机器的稳定性等方面占据优势,居世界领先水平。目前,瑞士立达公司的条并卷机产品主要以UNIlap E34型、OMEGAlap E36型条并卷机为代表。UNIlap E34型条并卷机是UNIlap E32型条并卷机的优化产品,其产量提高了14%。UNIlap E34型条并卷机的优势源于其简化的驱动系统和节能的耦合技术,优化的接触压力分布卷绕技术可有效控制精梳小卷的外观成形,且质量指标优异,生产速度可达140 m/min,产量达400 kg/h。相比UNIlap E34型条并卷机,OMEGAlap E36型条并卷机的棉卷定量稳定性好、小卷重量CV值小、成纱质量优。OMEGAlap E36型条并卷机采用具有独特张力和压力分布的皮带卷绕技术,其卷绕过程始终以“Ω”形紧紧包围精梳卷进行周向压力控制式卷绕,生产速度达到180 m/min,有效产量可达600 kg/h。OMEGAlap E36型条并卷机得益于成卷机构中成卷和压力理想的条件及可配套SERVOlap全自动棉卷运输系统,具有高速、高效特征及智能化特征[4-5],但价格昂贵。
1.2 国产条并卷机的发展现状及主要问题
在消化吸收国外领先条并卷机优势的基础上,国产条并卷机经过发展有了很大程度提高,技术水平基本接近UNIlap E32型条并卷机或SR80型条并卷机,常用生产速度为80 m/min~120 m/min,但与国外先进机型相比,仍存在很大的差距[6-9]。
与OMEGAlap E36型条并卷机相比,国产条并卷机主要存在以下问题:① 实纺速度低,随着精梳机速度的大幅提高,其与高速精梳机的配台产量供应难以维持在1∶6;② 在精梳准备和精梳机之间,主要依靠运棉小车进行人工管理搬运,生产效率低。针对我国条并卷机存在的技术瓶颈,江苏凯宫机械股份有限公司开展了产、学、研、用技术攻关,对JSFA3181型条并卷机自动运卷系统进行研发,创造性地设计了2套自动运卷系统方案——KBK桁架输送系统和AGV智能小车导航输送系统,以满足纺企对条并卷机高产能、智能化及高性价比的多目标要求。
2 KBK桁架输送系统
KBK桁架输送系统主要由运卷机构、支架机构、吊卷机构和输送机构等组成,并开发了嵌入式吊卷系统控制程序,以实现条并卷机和精梳机间高效化、自动化、智能化的连续生产衔接。KBK桁架输送系统如图1所示。
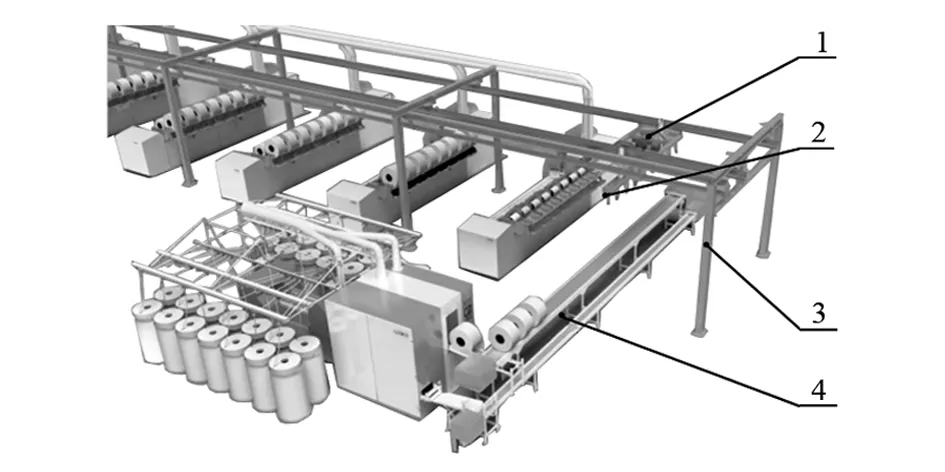
1—输送机构;2—吊卷机构;3—运输支架机构;4—运卷机构。图1 KBK桁架输送系统示意
JSFA3181型条并卷机的KBK桁架输送系统优点如下。
a) 不同于传统的运棉小车地上运输方式,采用KBK桁架空中悬挂起吊运输方式,能合理利用厂房空间,减少了20%的机台占用面积。
b) 嵌入式吊卷系统控制程序,实现4台JSFA3181型条并卷机与24台精梳机间的智能、自动化运输衔接,减少用工,提高生产和管理效率。
2.1 运卷机构
KBK桁架输送系统的运卷机构见图2,主要实现条并卷机的输出满卷和输入空管的储存、输送功能,并能有效地组织协调每8个为1组的满卷之间的距离,控制空管有序进入条并卷机,保证条并卷机的输出端和输入端顺利工作。该运卷机构的运行过程是在JSFA3181型条并卷机完成成卷工作之后,自动把满卷运送到输出端运卷机构上(所用时间约为150 s)。运卷机构上的检测装置检测到满卷之后,依靠皮带输送把满卷准确地移动一定位移,同时运卷机构的输入端依靠另一根皮带的反向运动,把空管运送到条并卷机的喂空管机构,然后条并卷机自动喂入空管并进入成卷满卷的工作状态。条并卷机依次重复上述工作步骤,直至运卷机构上形成8个1组的定长满卷,运卷机构会把1组满卷自动地输送到精梳机的吊卷运输区域,以备吊卷机构后续使用。
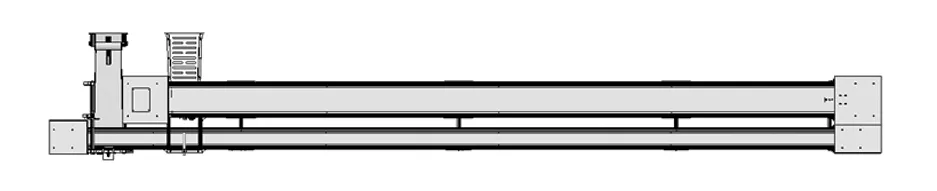
图2 运卷机构
2.2 运输支架机构
KBK桁架输送系统的运输支架机构,主要为输送机构提供行走轨道系统,并承担输送机构、吊卷机构及其所携带物体的悬挂负重等任务。运输支架机构可根据条并卷机与精梳机之间的配台关系及要求进行搭建互联,可实现4台JSFA3181型条并卷机与24~28台精梳机间智能化、自动化的原料运输。JSFA3181型条并卷机的运输支架机构配置急刹和缓冲装置,以保证输送机构停车的及时性和停车定位的准确性。该KBK桁架输送系统的运输支架机构有效地利用了传统精梳机上方的无用空间,提高了空间利用率;运输支架机构以钢结构为主体,各机件之间采用焊缝、螺栓或铆钉紧固连接,且其自重较轻,施工简便快捷,安全可靠。
2.3 输送机构及吊卷机构
KBK桁架输送系统的输送机构依靠滑轮轨道装在支架机构上,见图3,具有对满卷或空管的输送、停运及定位功能。
KBK桁架输送系统的吊卷机构固装在输送机构上,见图4,主要实现精梳满卷或空管的吊卷和卸载功能。输送机构和吊卷机构的工作过程是当运卷机构把8个1组的精梳满卷自动输送到吊卷运输区域后,输送机构根据嵌入式吊卷系统控制程序指令,移动到相应位置后停止,吊卷机构下移至满卷筒管中心位置处,其吊卷棘爪机构顺时针方向转动90°,吊卷机构吊装满卷上移至程序设定安全运行区域后停止,输送机构把满卷精确地输送到程序指定的精梳机位置后止动,吊卷机构下移至满卷接触精梳机承卷罗拉位置后止动,吊卷机构上的吊卷棘爪机构逆时针方向转动90°后根据程序指令上移到精梳机空管相应位置,根据程序指令依次反复进行。JSFA3181型条并卷机的输送机构依靠程序控制行程,定位精准,吊卷机构安全可靠。
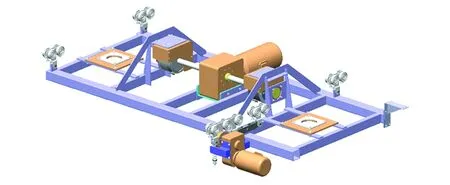
图3 输送机构
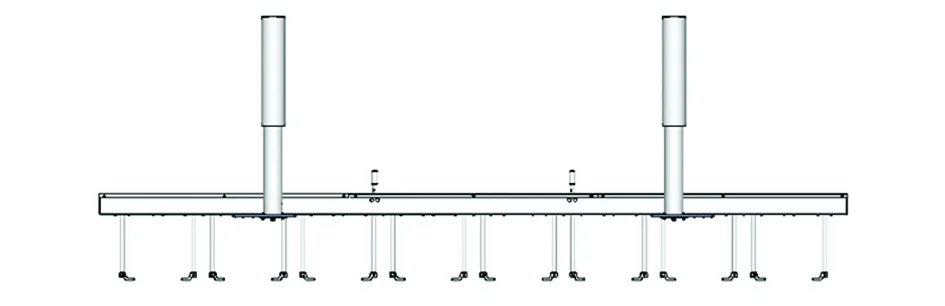
图4 吊卷机构
3 AGV智能小车导航输送系统
AGV智能小车导航输送系统由AGV智能小车、导航输送系统,以及在线自动充电系统等构成,并配备AGV调度控制管理系统和通讯系统集成。JSFA 3181型条并卷机的AGV智能小车导航输送系统的优势体现在以下2个方面:① 相对于传统的运棉小车人工运输方式和KBK桁架输送系统,开发了新的智能运棉小车及与AGV智能小车相结合的运棉方式,以减少用工、提高生产效率;② 配备AGV调度控制管理系统和通讯系统集成,实现4台JSFA3181型条并卷机与24~28台精梳机间的智能化、自动化运输,从而提高了用工看台能力,提高了经济效益。
AGV智能小车导航输送系统如图5所示。
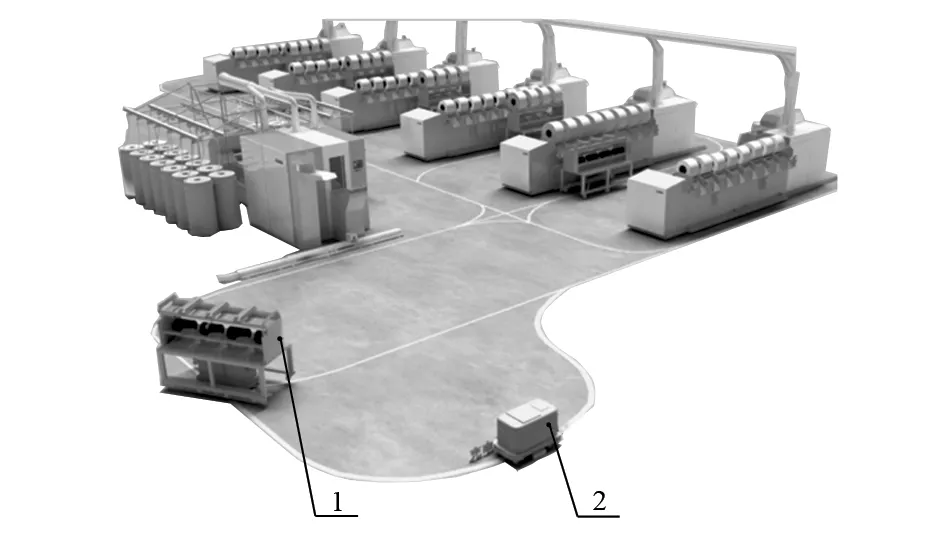
1—智能运棉小车;2—AGV智能小车。图5 AGV智能小车导航输送系统
AGV智能小车具有安全保护及移载功能,其配载蓄电能源,能够沿指定路径行驶,实现携带智能运棉小车运动,智能运棉小车是一种可携带精梳满卷及空管的运输工具。导航输送系统可生成AGV的运输、装卸、充电等运行任务,解决多个AGV间的矛盾判定及运行不畅的问题。AGV智能小车导航输送系统的工作过程是AGV调度控制管理系统和通讯系统集成给AGV智能小车下达程序命令,使其将智能运棉小车托运到JSFA3181型条并卷机进行4个1组的空管输出及满卷输入,直至精梳机进行4个1组的满卷输出和空管输入,有序地实现条并卷机和精梳机间满卷、空管的便捷运输。
4 结语
JSFA3181型条并卷机自动运卷系统配备的2套自动运卷系统方案已在2016年中国国际纺织机械展览会暨ITMA亚洲展览会上亮相,JSFA3181型条并卷机正处于紧张有序的试车阶段。现阶段的试运行证明,2套自动运卷系统方案较为合理、可行性强、稳定性好。JSFA3181型条并卷机自动运卷系统的研发,解决了国产条并卷机与精梳机间不能连续化、智能化生产衔接的问题,填补了国产条并卷机的一项技术空白,可极大提升我国高端精梳成套设备的技术水平,缩小与世界先进精梳成套设备的差距,满足国内外市场对条并卷机的需求,打破国内长期依赖外企的局面,在纺织企业的技术升级改造中起着重要作用。
