金鼎3号高炉焖炉开炉顺利快速达产实践
2018-11-05肖为站江海峰刘聚云李将兵王志恩
肖为站, 江海峰, 刘聚云, 李将兵, 王志恩
(金鼎重工有限公司炼铁厂, 河北 武安 056300)
金鼎重工有限公司(全文简称金鼎)3号高炉有效炉容901 m3,于2012年11月22日建成投产。高炉采用串罐式无料钟炉顶,软水密闭循环冷却设备,设有2个铁口,18个风口。投产以来,通过多方面技术改进,优化合理的操作理念,保证了高炉长期的稳定顺行。于2017年10月中下旬至11月上中旬对高炉进行中修,重点进行了炉身喷涂造衬,上升管,下降管,重力除尘器喷涂;泄露煤气管网更换,共计停炉45 d,投产顺利,并快速恢复达产。于2018年3月15日随环保形势的错峰限产焖炉10 d,通过开炉焖炉前期精心准备,并优化此次开炉方案,使得本次开炉创造了多项纪录,30 h风压加至250 kPa全风,40 h恢复喷煤富氧,48 h风口全开,第三天产量达2 632 t。第四天产量3 235 t,系数3.6。炉况稳定,炉温合适。
1 焖炉料(见表1)
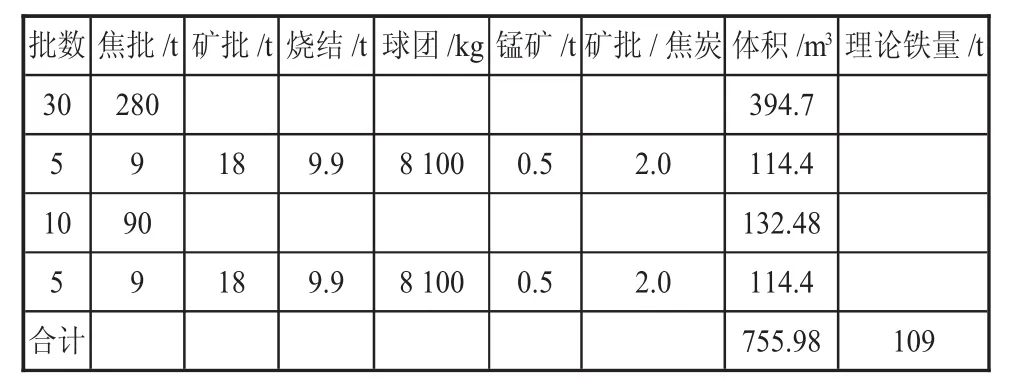
表1 焖炉料料渣
1)采用全焦填充炉缸炉腹,净焦280t(394.7m3)。
2)焦批 9 t;矿批 18 t;配比 45%;矿批/焦炭为2.0;锰矿 0.500 t/批(走 5批)。
3)净焦90 t(132.48 m3)。
4)焦批 9 t;矿批 18 t;配比 45%;矿批/焦批为2.0;锰矿 0.5 t/批(走 5批)。
2 开炉料(见表2)
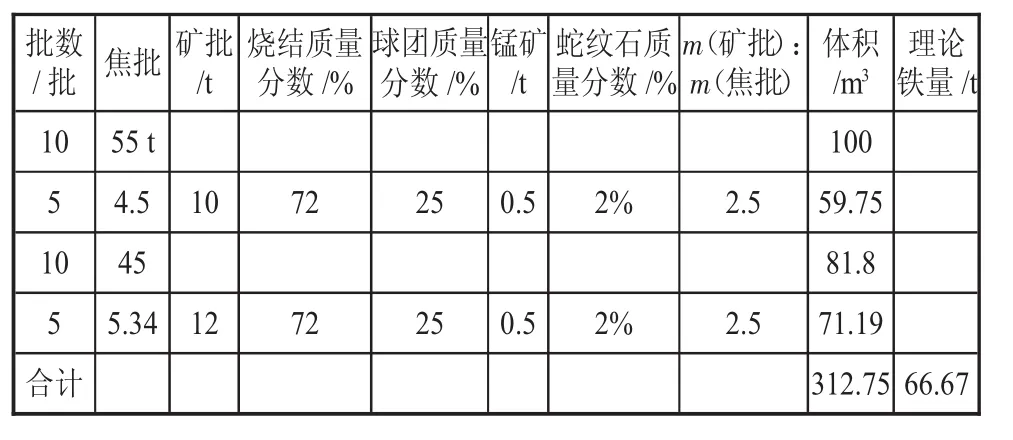
表2 开炉料单
1)焦批5 550 kg/批,净焦55 t(10批)。
2)矿批 10 t;焦批 4.450 t;矿批/焦炭 2.5;配比:烧结72%,球团25%,蛇纹石2%,锰矿3%;计算炉温1.5%;碱度0.97%(10批)。
3)焦批4.450 t;净焦45 t(10批)。
4)正常料,矿批 12 t;焦批 5.340 t;负荷 2.5;配比:烧结72%,球团25%,蛇纹石2%,锰矿3%;计算炉温1.5%;碱度0.97。
5)开炉料成分(见表3)。
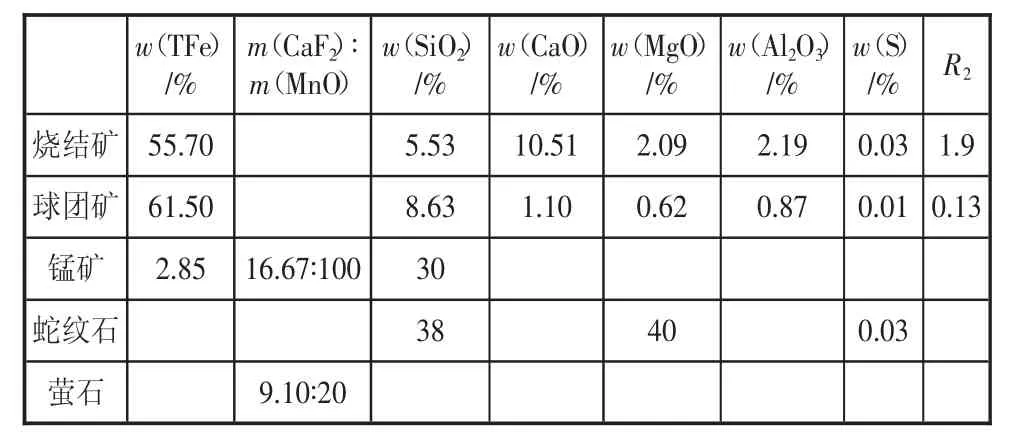
表3 开炉料成分和碱度
3 送风前准备工作
1)各系统做好联动试车,确保各系统设备运转正常。
2)提前使用空压风和柴油对热风炉进行保温和烧炉,确保送风初期有一定的风温。
3)捅开所有风口,要求所有风口必须能够见红焦炭,再重堵好,留铁口两侧4个风口,其他风口必须堵结实(要求不捅不开),安装吹管,打压试漏;提前烧铁口,保证有足够的空间安装好氧枪,使用氧枪将风口与铁口之间烧通,氧枪01:00正式投入使用;02:30 10号风口吹活,为开炉送风后顺利出铁奠定关键基础。
4)在计划送风前提前8 h开炉顶放散进行自然抽风,提前4 h通知启动风机,提前1 h恢复冷却系统水压。
5)检查各阀门是否处于休风状态,确保送风系统正常。
6)送风前炉顶、上升管、下降管、质量除尘器、布袋箱体全部使用氮气吹扫完毕,送风引煤气正常后关闭。
7)炉前做好出铁的各项准备工作,把主沟做好临时出铁沟,下渣沟做放干渣准备,并做好临时小坑,检查好泥炮打泥和开口机运转情况,备好开炉所有的各种工具。
4 送风后具体操作
4 月 25 日 03:36 送风 50 kPa;加焦 55 t;布料角度:焦 25°,矿 23°;风口开(9号、10号、11号、12号)4 个;04:02 引煤气;04:10 开始加风,每次 5 kPa,至115 kPa。06:30—07:30(烧开)开第一次铁口(大喷铁口出焦)风压 115 kPa;第二炉铁 07:50—08:10 正常开口;08:00 加风至 120 kPa;08:43—08:55 第三炉铁见渣铁(R=0.85);铁后开 8号风口;08:55加风至 130 kPa;09:05 加风至 138 kPa;09:40 加风至145 kPa。09:35—09:43 第四炉铁正常开口,见渣铁。第四炉铁后,5 min提炮,铁口自开;造成炉前清渣困难,第五炉铁出铁间隔时间较长(63 min)10:46—11:00渣铁约有10 t(w(Si)=1.32%;w(S)=0.251%);风压165 kPa。
12:11—12:20 第六炉铁;第七炉铁 12:45—13:00(w(Si)=2.15%,w(S)=0.056%)矿批 12 t,负荷2.5(10 批);第八炉铁 13:50—14:10 分(w(Si)=3.41%,w(S)=0.025%,R=1.21)14:15 分开 13 号风口。
17:05—17:20 第十一炉铁(加焦 45 t);第十二炉铁 18:10—18:25(w(Si)=2.05%,w(S)=0.026%)18:26开7号风口;矿批14 t,负荷2.49,锰矿500 kg,蛇纹石 200 kg,萤石 100 kg(20 批);第十三炉铁 20:00—20:27分(物理热1 367℃)。
26 日 2:30—2:56(w(Si)=1.28%,w(S)=0.010%,物理热1 435℃)风压230 kPa,过临时弊渣器,渣铁流动性良好,后逐步开风口加风。
5 具体开风口时间及条件
1)风量,风压平稳,炉况稳定顺行,渣铁物理热充沛,流动性顺畅。
2)风口工作均匀,无涌渣挂渣,热量充沛,炉内下料顺畅,探尺工作良好,无滑尺,塌料现象。
3)炉前出铁正常,渣铁分离良好。各设备运转正常,保证正常生产。
4)开风口加风一次不超100 m3/min,保证足够的风速,以稳定气流为基础,逐步按顺序进行。具体操作见表4。
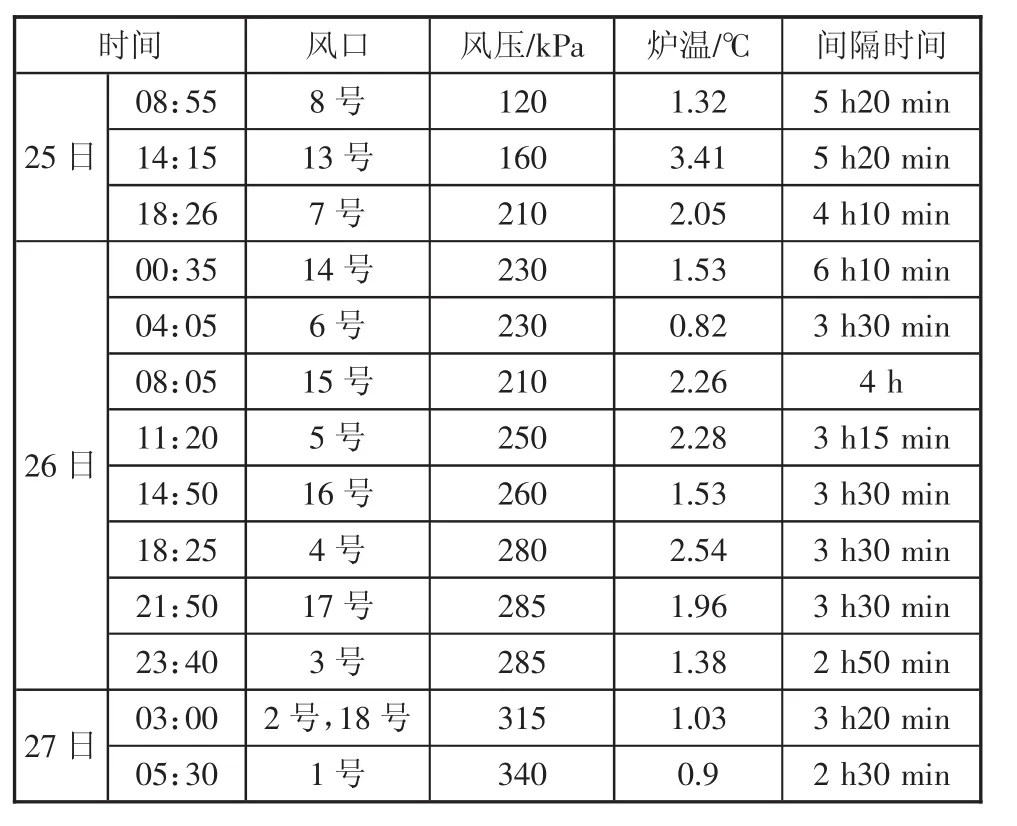
表4 开风口具体操作
6 结论
1)在全厂停产没有煤气情况下,焖炉时间长达10天的过程中,对热风炉采用柴油和空压风进行保温烧炉,为开炉前期风温的使用创造了有利条件,同时在送风后,迅速加风引煤气保证了后期风温的使用,快速提升了炉缸的热量。
2)对高炉焖炉料的优化,采取上部压负荷料和覆盖水渣做密封,2 d后全关炉顶放散做保温,很大程度减少热损,为开炉做好 准备。
3)提前采用改进型氧枪,并完善掌握氧枪的使用方法,快速烧通铁口与风口,达到了送风5 h后见渣铁,为加快恢复进程奠定了基础。
4)此次焖炉开炉使用焦炭全部一级干熄冶金焦,对开炉料碱度的调整上做了细致计算,保证了在合理的硅素下,炉渣碱度的合理性,使得开炉过程中渣铁流动性可以,保证了炉前及时顺利的排放渣铁,更降低了劳动强度。
5)在焖炉停炉时,由于突然停电,炉内仍存有少量残余渣铁,同时炉温和物理热相对偏低,为后期复风带来压力。今后休风总结教训。
6)复风后炉温下行过程中补加净焦量偏多,导致炉温后期在高温区持续时间较长,从而影响恢复速度。
7)此次焖炉开炉打破以往常规,在焖炉料成分,装料顺序方面采取了疏松边缘为主,保证了开炉顺利快速加全风,顺利达产,更缩短了开炉时间,为今后的强化冶炼和此类情况树立了良好标杆。