降低油田加热炉烟火管烧损概率的建议
2018-11-01王志国大庆油田有限责任公司第四采油厂
王志国(大庆油田有限责任公司第四采油厂)
引言
近年来,油田广泛使用的加热炉在运行一段时间以后,由于加热炉加热段与缓冲段之间有隔板的原因,在热水对流作用下,介质中的泥砂在烟火管外表面大量沉积,导致烟火管外表面结垢或结焦;一方面使加热炉热效率降低,另一方面使烟火管鼓包,甚至烧穿,给加热炉的安全运行带来了极大的隐患。尤其是油田注聚、注三元以后,采出液的黏度增加,更加快了烟火管的结焦进程和烟火管的破损速度。
目前油田加热炉烧损数量相对较多。通过对损坏的57台加热炉损坏部位分析,加热炉火管鼓包数量28台,占总数的49.1%;火管穿孔数量12台,占总数的21%;焊口开裂数量21台,占总数的37%。
从统计数据看出,加热炉易损坏部位主要是火管,火管鼓包严重的情况就是穿孔,其次是加热炉内部烟火管的焊口部位易损坏。
加热炉火管内部是有明火出现的位置,当出现损坏情况,明火就会在炉膛内到处散发。油田加热炉处理介质多为含水原油、含油污水,属于甲B类液体,闪点小于28℃,当遇到明火就会燃烧;当挥发蒸汽浓度达到爆炸极限,炉体就会发生爆炸。如果加热炉损坏发现不及时,造成烟火管穿孔现象,可能会发生着火、爆炸及伤人等重大事故。
为避免上述情况的发生,就需要了解加热炉烟火管损坏的原因,寻找防治的方法,降低该设备的损坏概率及生产损失。
1 加热炉烧损原因
1.1 金属表面结垢
从烧损情况比较容易发生的设备位置看,烟火管表面结垢[1]严重。油田采出液本身矿化度较高,内部含有大量的Ca2+、Mg2+、SO42-、CO32-等成垢性离子[2],也含有大量的原油、胶质和沥青质等成垢的黏合剂。采出液黏度增加,明显加大含油污水中泥沙量。采出液被加热后,具有过饱和度的CaCO3、MgCO3、CaSO4等盐类会形成晶体析出,沉积于加热炉内表面,形成污垢。如果加热炉烟火管上的污垢累积厚度达到10 mm时,就会明显降低加热炉的传热效率,增加燃气消耗,并可能导致火管变形和穿孔。
1.2 炉体结构设计的影响
1.2.1 微正压加热炉烟火管连接处焊口易开裂
目前某采油厂共有微正压加热炉6l台,该型加热炉在设计上侧重考虑,通过增加加热炉的换热面积提高加热炉效率,增加了细烟管的数量,替代原有的粗烟管,有20多根烟管与火管连接。在运行中由于烟火管受力不均匀,在烟火管连接处易出现焊口开裂。另外,微正压加热炉烟管数量多,烟管与火管之间空隙较小,沉积的杂质无法彻底清除,容易造成局部过热,增加了损坏概率。
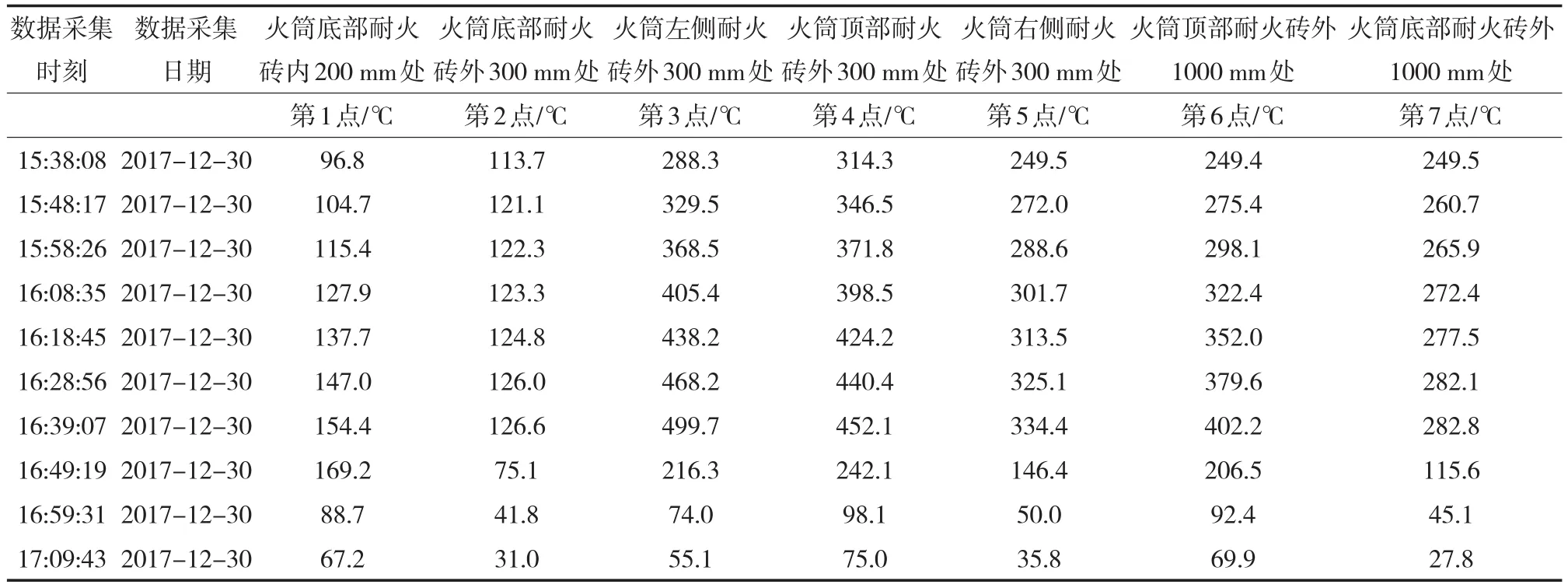
表1 三元217站火管外壁测试温度数据统计
1.2.2 真空加热炉出口温度偏低
目前某采油厂共有真空加热炉40台,该型加热炉在使用1年后,介质加热温度达不到设计温度,具体表现为换热器部分容易结垢。2006—2008年共有30台次真空炉均经过酸洗,酸洗后温度能超过70℃,但运行一段时间(一般3个月),出口温度下降,达不到生产要求,影响油井热洗。在某转油站真空炉检修时,打开换热器封头后发现,通过污水的管程截面已有一半被水垢堵塞。由于真空加热炉属于全自动控制加热炉,器件出现问题只能联系厂家进行维修,售后保障不够及时,对生产有一定影响。
1.3 管理不当
当加热炉结垢而没有进行清垢时,在操作过程中为保证加热介质的出口温度,必须加大燃气量,这样就会使火管壁温度升高,结垢更加严重,导致热量不能及时传导,形成恶性循环,从而造成加热炉烟火管烧损。

图1 中102转油站加热炉炉管泥沙淤积照片

图2 中601站1#加热炉炉管塌陷照片
由图1、图2可知,加热炉长时间运行后,火管表面会有大量泥沙淤积,严重时火管局部出现塌陷的情况。
2 解决加热炉烧损问题的技术对策
2.1 安装防炉管超温防爆安全监测保护装置
由于加热炉存在局部高温区使烟火管易烧损,因此,有必要掌握加热炉烟火管的温度分布状态以采取必要的保护措施。2017年,在三元217站(20171218)2#加热炉火管外壁和聚中209站(20171125)火管外壁试验安装防炉管超温防爆安全监测保护装置[3],该系统与已建的自动燃烧器进行连接,在监测火管壁温度的同时,系统还具有报警和控制的功能。三元217站2#微正压加热炉试验情况及加热炉火管外壁安装测温点位置见图3,测试温度数据见表1。
该加热炉在2017年12月30日16:08之前属于由烘炉到逐步提温阶段。从试验数据看出,加热炉火管壁外部各点温度分布不同,耐火砖内外温差较大,火筒上部耐火砖外300 mm处温度最高,确实存在局部高温区。16:39时第3点达最高温度,即左侧耐火砖外300 mm处(499.7℃),当第3点温度超过450℃时,装置报警,操作人员到现场查看火筒有漏水迹象,停炉等候维修。通过风压测试检测到该加热炉漏点位置位于耐火砖外侧下面某点处。加热炉的火管材料属低合金钢Q245R,根据GB 150.2—2011《压力容器第2部分:材料》所规定的碳素钢和低合金钢钢板许用应力可看出,加热炉火管温度不能超过450℃,否则就不能继续使用。在试验阶段,找到火管温度的最高点,将最高点温度设定430℃报警,设定445℃停炉,然后检查炉管结垢情况,若严重需要清淤。在采用技术手段监测炉管运行情况后,加热炉火管鼓包、穿孔的现象基本解决了。目前某采油厂应用防炉管超温防爆安全监测保护装置的加热炉共2l台。
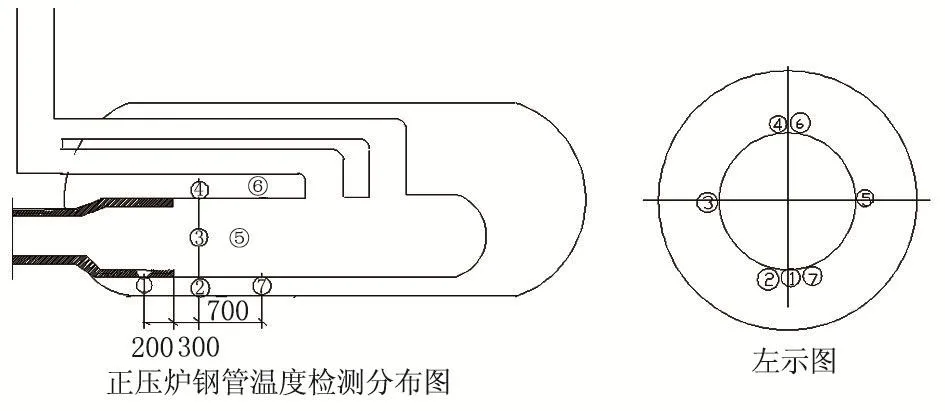
图3 中217站安装测温点示意图
2.2 安装燃气辐射管
为了降低加热炉烟火管局部高温区的影响,采用新的防护技术,在聚中410站(20171020)和聚中七站(20171031)安装了加热炉辐射管[4](图4、图5)。

图4 4 m长、4 mm厚的不锈钢辐射管
2台大修加热炉安装辐射管投产后,相比其他加热炉,试验加热炉温度提升较快,应用效果较好。测试聚中410站火管壁温度(测温点距离火筒端口分别为1.8 m、2.2 m、4.2 m),最高温度仅为292℃,说明辐射管热流密度最高值显著降低。加热炉炉效已于2017年11月26日由节能监测中心完成测试,聚中410站1#炉为82.26%,聚中七站5#炉为81.41%。目前全厂应用辐射管装置的加热炉共20台。
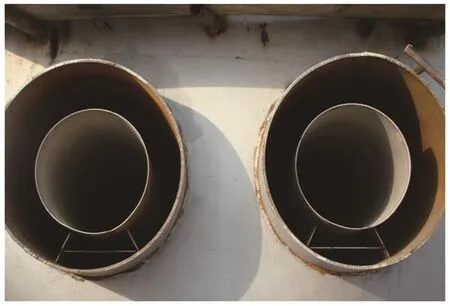
图5 安装辐射管的加热炉火管
2.3 更换加热炉
更新加热炉是将原有加热炉拆除,将新炉安装在原炉位置上,再配套安装工艺管道、电气及自控等设施。
2.4 大修加热炉
先停产,清罐、割开单侧封头。根据加热炉损坏情况,在达到动火条件后,将炉内原有烟火管全部或部分拆除,再将新预制的烟火管安装进去或对部分损坏的烟火管进行修补。完成后对破坏的防腐保温层进行修复。
经过采取上述技术措施,可以降低加热炉烧损的数量,提高加热炉的热效率,降低维修费用。
3 结论
1)火管局部采用15CrMoR耐高温钢。针对加热炉火管结垢过厚导致局部散热不畅,引起钢材机械性能下降的现象,从火筒本身入手,设计在加热炉新建和改造项目中,局部使用抗高温性能较好的钢材(15CrMoR)[5],应用效果需要跟踪。目前共有56台加热炉应用了该材质。
2)改进加热炉设计不合理的炉体结构。对于微正压加热炉,已经对烟火管的连接方式进行了技术改造,取消烟管弯头结构,增加了内烟箱,解决了因结垢严重致使金属壁温升高、烟管弯头产生热裂纹的问题,在一定程度上延长了加热炉的使用寿命。将微正压加热炉的烟管由ϕ89改为ϕ219,烟管间的间隙尽可能大(图6);同时试验应用膨胀节技术,在靠近烟囱烟箱处,每根烟管上依次错开增设金属波纹管膨胀节,减少因烟管与火管轴向膨胀量不同而产生的烟管对火管管箱的作用力等。需要对已经改进的加热炉的应用效果进行跟踪。

图6 1.0 MW加热炉烟火管改造前后布置对比
3)对于真空加热炉[6],已经与厂家达成协议,制定出每台有问题的真空加热炉的详细改造方案;考虑到加热设备改造及使用的安全性,改造工程量较大时均要求有正规设计,由油田管理部和规划设计所共同负责,彻底解决真空加热炉的问题。
4)结合常温和降温集输工作,降低掺水温度和掺水量,减少加热炉运行台数,降低加热炉运行负荷,杜绝高温和高负荷运行对加热炉造成损害。
5)加强加热炉清污的质量监督,保证加热炉内泥砂和烟火管的附着物清除干净,提高传热效率。
6)原来,某采油厂每年需要修理的加热炉25台,更换1台加热炉烟火管需要40万元,年修理费用多达1000万元,还不能彻底解决加热炉烧损概率高的问题。经过采取一系列的技术和管理措施后,某采油厂加热炉使用寿命逐步延长,大修加热炉的数量每年逐步降低,年减少维修数量15台;以单台加热炉维修费用40万元计,年节约维修费用约600万元。

