硝酸有机溶液机械失效分析及改进
2018-10-31丁华银
丁华银
赢创特种化学(上海)有限公司 (上海 201507)
腐蚀是材料在环境的作用下发生的破坏或变质,当设备长期处于易发生腐蚀的环境中时会失效。在化工生产中,通过减少或防止腐蚀对材料的危害,可以极大地降低生产成本并避免不可预料的机械失效,这正是众多科学工作者不断追求并希望达到的目标[1-2]。工程上已有许多防止机械设备因腐蚀而发生失效的方法,其中正确选材是最基本、最简便且行之有效的方法[3]。除此之外,工艺过程对某些设备的腐蚀情况同样有重要影响,而在设计阶段通过工艺改进来避免设备腐蚀的方法往往被忽略。
硝酸被广泛应用于化工生产,因其具有强腐蚀性,可快速腐蚀工程上的大部分金属。多年应用实践结果证明,各类不锈钢对常温下的硝酸具有良好的耐蚀性[4-6]。然而具体选用何种材料,除了根据当地的市场情况考虑外,还会根据设备制造服役时对材料物理机械性能的要求来决定。
基于硝酸的使用范围,并结合某工厂的实际工况,在常温下质量分数为68%的硝酸溶液系统中,选择奥氏体不锈钢304 L作为机械设备和系统建造的材料,在几年的运行过程中没有发生腐蚀失效。
然而,当上述68%硝酸溶液经过脱盐水稀释后在产品洗涤系统中应用时,奥氏体不锈钢制机械设备和管道在运行过程中接连不断地发生腐蚀失效,于是开展了一系列材料的失效分析、工况溶液真实成分分析和工艺改进来对失效原因进行探讨。
1 工艺
本文的主要研究对象为已运行多年的产品洗涤塔系统,上游反应中含有弱碱性物质的有机相物料从塔下部进入,经塔中部稀释后的硝酸(此处硝酸质量分数为2%,由68%硝酸和脱盐水按照质量比在混合器内混合后进入塔分布器)洗涤后从塔顶部溢出,到分离罐;经过静置两相分离后,含水部分液体经泵A再进入洗涤塔回收有机相,有机相产品经泵B泵出,废液从洗涤塔底部排出。工艺流程如图1所示。原设计选材根据工艺提供的物料平衡关系确定:塔顶出料中不含硝酸;洗涤塔出口介质为有机相产品,含有水等;流经泵A的是经过两相分离后含大量有机相的水溶液,工况温度约为50℃。考虑有机相工况的需要,该部分管线采用了电伴热。
在泵第一次发生腐蚀失效后,对塔顶出料有机相静置分层后的液相(即B泵的进料)进行测试,其pH为1~3。分离罐底部含大量有机相的水溶液(即A泵的进料)的pH也为1~3。
参照已运行的相同工厂的工艺设计及工况,按照塔内洗涤充分(硝酸接近完全反应生成硝酸盐的理想状态)的原则,结合产品的性能、建造材料性能及建造经济性的需要,对上述工艺背景的机械设备、容器和管道进行选材:塔体、塔内件、分离罐及工艺管线、管件和阀门均采用304 L奥氏体不锈钢,磁力泵过流部件为316 L奥氏体不锈钢。
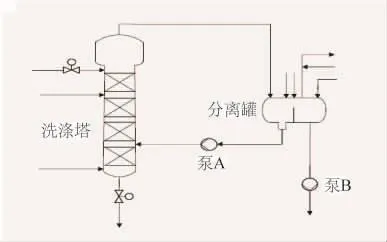
图1 产品洗涤塔工艺流程
然而该设备从2014年开车运行至工艺改造前,洗涤塔系统多次发生由腐蚀造成的失效。腐蚀失效首先发生在磁力泵的过流部件,然后发生在球阀、止回阀法兰的密封面等位置,泵出口的2次焊缝腐蚀导致了物料的泄露,腐蚀发生时间及初步处理措施如表1所示。

表1 腐蚀发生时间及初步处理情况
2 宏观判断及初步改进措施
对比泵的内转子失效前后的照片,发现失效是由物料对内转子保护层的腐蚀所致。在一年多的运行时间内,失效的部位皆位于磁力泵的过流部件上,其材料为奥氏体不锈钢316 L,而并没有发现管道部件(304 L)的腐蚀失效,根据这一现象,怀疑奥氏体316 L不适用于该工况,向泵厂家建议专门制造一个相同的304 L磁力泵,但更换后的部件腐蚀情况更加严重。
对塔内壁进行检查,发现塔本体和塔的焊缝依旧保持原有的光泽,无腐蚀现象发生。同时,经统计发现,泵内过流部件的失效周期为2~3个月。为了确定腐蚀发生的具体原因以及是否和材料有关,考虑到失效周期和过流部件的材质,制作了原始材料分别为316 L,304 L和304的管段,并按照系统管道相同的焊接工艺焊接组成试件进行试验。在正常的生产工况下,将试件放进洗涤塔釜,约半年后取出,目视和仪器检测均显示焊缝和管体有可见的腐蚀现象发生。
产品洗涤塔系统A泵出口三通管焊缝于2017年4月发生了腐蚀穿孔失效,管材材质为304 L,三通管的宏观形貌及其具体失效位置如图2所示。

图2 失效三通腐蚀位置
将图2中失效三通管的入口端、出口端、支管进行比对,发现入口端法兰密封面被腐蚀,出口端和支管端法兰密封面未被腐蚀。
将失效三通管前后均匀剖分,如图3所示。经检查发现:三通管入口端(编号1)有黑色附着物和腐蚀痕迹,焊缝腐蚀减薄明显,严重处已经穿孔,孔洞位于入口端底部;支管(编号3)靠近管口处出现纵向腐蚀沟槽痕迹;出口端(编号4)只有靠近管口很小的一部分有轻微的腐蚀痕迹,大部分部位都未出现被腐蚀现象;三通管中部(编号2)靠近入口端焊缝部位被腐蚀,其余部位均未被腐蚀。三通管出口和支管焊缝熔合线两侧有凹陷,但不确定是焊接时形成的还是腐蚀造成的。
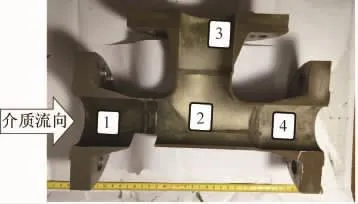
图3 失效三通前部内壁宏观形貌图
3 金相检查
3.1 母材部分的金相分析
图4是失效三通管的切割示意图,进一步切割编号为1,2,3,4处的三通,取其中一部分进行化学成分分析,并观察其金相。此外,将穿孔处焊缝以及两处未腐蚀焊缝分别编号5,6,7,磨制剖面金相并观察。
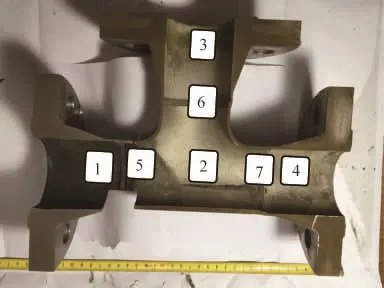
图4 失效三通管切割示意图
入口端(1处)母材所切试样金相图如图5(a)所示。可以看出,材料为单相奥氏体组织,靠近腐蚀面处有轻微变形,远离腐蚀面处金相正常。编号2处的金相图如图5(b)所示。从图中可以看出,材料为单相奥氏体组织,金相组织正常,表面没有腐蚀。
编号3处为支管有纵向沟槽腐蚀痕迹的部位,金相的取样为垂直纵向沟槽方向。其端面所切试样金相如图5(c)所示。从图中可以看出,管道内壁有多处腐蚀凹坑,与宏观的腐蚀痕迹纵向相对应。材料为单相奥氏体组织,金相组织正常。
编号4处端面金相图如图5(d)所示。从图中可以看出,材料为单相奥氏体组织,有少量腐蚀凹坑。
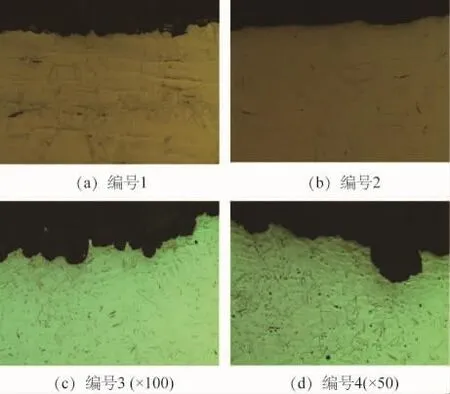
图5 失效三通处端面金相图
3.2 焊缝金相分析
入口端焊缝减薄穿孔处(编号5)所切试样金相如图6(a)所示。从图中可以看出,管道的母材部位组织为单相奥氏体,焊缝组织为奥氏体和少量铁素体,金相组织正常。没有发现热影响区存在沿晶腐蚀现象,也没有发现铁素体的选择性腐蚀现象。
编号6处支管上焊缝所切试样金相如图6(b)所示。从图中可以看出,管道的母材部位组织为单相奥氏体,焊缝组织为奥氏体和少量铁素体,金相组织正常。熔合区并没有发现明显的腐蚀现象,而宏观上焊缝两侧的凹陷可能是焊接时的咬边造成的。
编号7处焊缝所切试样的金相如图6(c)所示。从图中可以看出,管道的母材部位组织为单相奥氏体,焊缝组织为奥氏体和少量铁素体,金相组织正常。熔合区并没有发现明显的腐蚀现象,而宏观上焊缝两侧的沟槽可能是焊接时的咬边造成的。
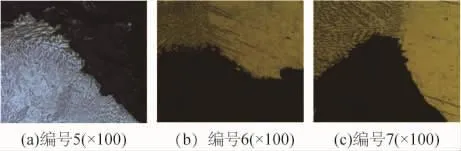
图6 失效三通焊缝金相图
4 化学成分和能谱分析
4.1 化学成分分析
各部位的化学成分分析结果如表2所示,参照GB 13296—2007《锅炉、热交换器用不锈钢无缝钢》,可看出三通各部分的化学成分符合标准。
4.2 表面腐蚀产物能谱分析
通过能谱分析,只能测出颜色发黑处的表面所含元素的大致含量,无法测出化合物的准确分子式。通过X射线衍射分析可以分析产物的结构,但需要一定量的粉末(即腐蚀产物)。根据实际情况,对图3中编号1,2,3处分别进行能谱分析,结果见表3。能谱分析结果表明腐蚀产物含有C,O和少量的S元素,可见腐蚀产物主要为氧化物。
5 腐蚀原因分析及改进措施
5.1 腐蚀原因分析
失效三通母材和焊缝材料均为304L不锈钢,根据上述试验和分析结果可知,三通管道各部位的化学成分以及金相组织均正常。从三通的宏观形貌可以看出,其入口处颜色发黑,而焊缝的腐蚀恰好在颜色发黑处。通过观察,发现三通管道入口端的焊缝两侧熔合线发生了严重的腐蚀,而金相分析结果显示焊接热影响区不存在晶间腐蚀和铁素体的选择性腐蚀,说明腐蚀现象和焊接工艺无关。同时,止回阀的入口端颜色发黑,也发生了腐蚀,而三通管道出口端颜色发亮,没有发生腐蚀。三通管道出口管和支管的焊缝熔合区存在凹陷现象,这可能和焊接过程中的焊缝咬边有关。从不同材料在正常工况下的试验结果可以看出,腐蚀现象的产生与所选材料无关。通过表2可以看出,腐蚀与材料的化学成分也无关。

表2 三通各处的化学成分%

表3 三通各处的能谱分析结果%
《腐蚀数据与选材手册》[7]明确表示:各类不锈钢对常温下一切浓度的硝酸都有良好的耐蚀性,究竟选用哪一种钢,除了根据当时当地的市场情况考虑外,通常根据对材料物理机械性能的要求来决定,如韧性、焊接性等,在这两方面铬镍不锈钢优于铬钢;对于高浓度、高温度的酸,宜采用高铬、镍成分的不锈钢。由此可以推断,该系统中材料及部件的腐蚀失效不仅仅来自低质量分数的硝酸,一定还有其他微量成分诱发腐蚀或加速腐蚀失效。Cl-是导致奥氏体不锈钢发生腐蚀的一种元素,从生产工艺和68%硝酸溶液在上游系统的良好运行等方面进行分析,可以排除物料中含有Cl-[8-9]。以洗涤塔作为一个工艺单元进行分析,其进料的上游单元中含有S-,PO43-。黑色附着物可能和硝酸与溶液中其他成分的反应生成物有关,从能谱测试结果看,腐蚀产物中含有S元素。在B泵进口处采集5个试样进行分析,表4列出了造成失效的主要成分(有机相成分未列出)。

表4 物料成分分析结果
通过对物料的样品测试,证实了溶液中S元素的存在及含量,这也和失效材料上附着的化合物能谱分析吻合。同时,进一步证实并量化了硝酸和S元素的存在。
5.2改进措施
参考兄弟工厂类似的工艺、建造材料选择标准以及分析改进措施的可行性、经济性,经过反复论证(改造方案的范围、如何改造、改进后如何检测),于2017年10月份对系统作了局部改进并调整了部分工艺操作参数,包括更换已存在腐蚀的工艺系统、更换A泵的类型、增加硝酸溶液进液口,从而延长塔内洗涤S元素的时间,保证能够充分地对微量的S元素进行洗涤。经工艺改进后的物料成分见表5。
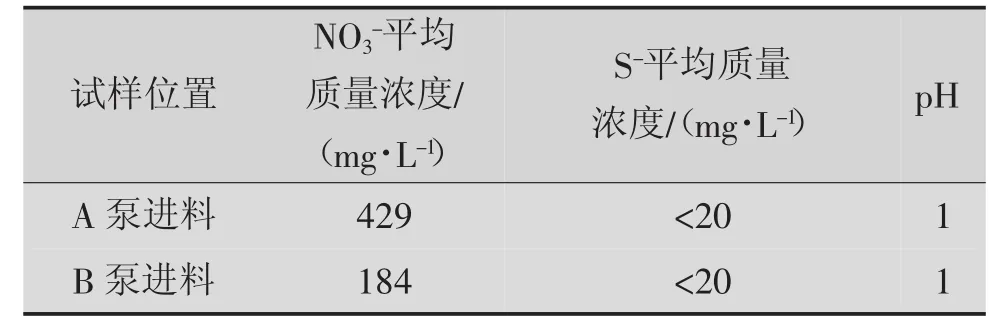
表5 改进后的物料成分
5.3 工艺改进后的效果
全新的B泵过流部件在改造后的系统中连续运行近4个月,对其进行外观检查,没有发现腐蚀现象,更没有出现失效的过流部件;相应管道法兰密封面光泽如新,密封线完好:说明改进措施有效。
6 结论
对某化工厂洗涤塔系统中泵及管道接连发生腐蚀失效的原因进行了分析,通过查阅相关奥氏体不锈钢成分的组成、焊接工艺要求,并对失效部件进行跟踪、分析和测试,得出如下结论:
(1)对于奥氏体不锈钢而言,腐蚀现象的发生与所选择的材料无关。
(2)位于三通管道焊缝部位的失效与焊接工艺无关,三通管道出口管和支管的焊缝熔合区存在的凹陷现象可能与焊接过程中的焊缝咬边有关。
(3)在含有低质量分数硝酸的有机相溶液中,含有微量的S元素[文中工况ρ(S)>20 mg/L]会诱发并加速腐蚀失效;泵内的过流部件运转时受物料冲刷,且有机相和含硝酸溶液在运转中分层,因此其腐蚀程度更为严重。
