圆形互感器升高座焊接变形的原因分析及处理措施
2018-10-26王仕宁谭明志
■ 王仕宁,谭明志
关键字:法兰盘;椭圆形;刚性;内应力

扫码了解更多
电力变压器中的互感器升高座,用来安装电流互感器、二次引线及套管等零部件。升高座两侧为法兰盘,中间为钢板滚圆的筒体,筒体与筒体、筒体与法兰盘均采用焊接的形式,如图1、图2所示。升高座通过两侧法兰盘的孔与变压器油箱、套管安装到一起,如图3、图4所示。
图1所示的L型升高座、图2所示的直筒长圆形升高座在加工过程中时常出现变形问题,即筒体在焊接两侧的法兰盘后,圆度出现变形,法兰盘成椭圆形,出现无法安装问题。
下面就互感器升高座的变形情况及产生原因进行介绍。
1. 升高座圆度变形的情况
升高座上的法兰盘与筒体通过焊接方式连接在一起,焊接后测量法兰盘的外径尺寸及光孔分度圆直径,存在互差较大法兰盘变形的问题,类似于椭圆,形式如图5所示。

图 1

图 2

图3 变压器箱盖上连接的升高座

图4 变压器箱壁上连接的升高座
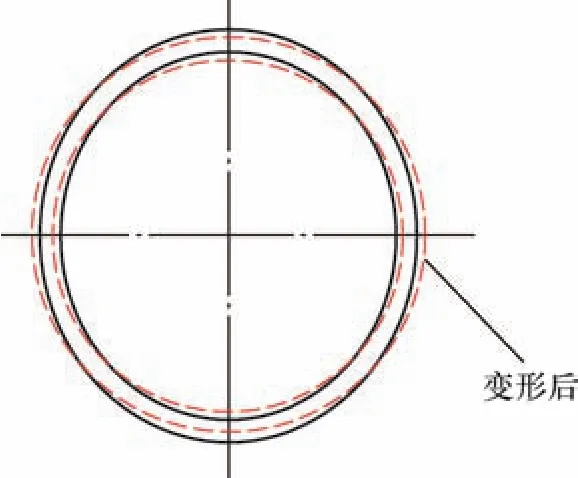
图5 升高座变形后的法兰
以外径1500mm,内径1320mm,厚度为25mm法兰盘为例,焊接6mm厚的筒体,焊接完后法兰盘内外径和光孔分度圆直径均发生变形,测量最大尺寸和最小尺寸的互差为10~20mm。
2. 升高座变形原因分析
根据升高座的变形情况对其焊接过程进行跟踪,并测量升高座焊后法兰盘尺寸,发现引起升高座变形的因素主要有以下几点,具体如下。
(1)升高座直径大,尤其是直径>1m以上,如果法兰盘厚度薄、宽度窄,其自身刚性差对升高座的支撑作用就小,会导致焊后升高座刚性不足变形。
(2)不同直径、不同长度的升高座应选用不同厚度的筒体壁厚,筒体钢板的厚度越薄焊后产生的变形越大。
(3)对于大直径L型升高座来说,筒体与筒体的马蹄状对接位置距离法兰盘越近,焊后升高座产生椭圆的趋势越大,原因为一端马蹄形的筒体单件滚筒后即出现椭圆变形的趋势,如果距离法兰太近,变形趋势未消除会连带法兰一起产生变形。
(4)对需要焊后使用镗铣床等设备加工升高座两端法兰面、孔的,在加工前需用至少两件的压板等对升高座进行压紧装夹,压板压紧也会导致升高座变形,圆度不合格。
升高座变形有时不是焊后即刻出现,而是在一段时间后待内应力慢慢释放后显现。
3. 升高座变形的处理措施
根据升高座变形原因的分析,采用以下方法对预防变形的升高座进行矫正:
(1)火焰矫正法 首先测量升高座法兰盘圆度最大互差值,确认变形量及变形部位。根据法兰盘的变形情况,在升高座内径最小位置的内部用丝杠或千斤顶等工具支撑,将升高座撑圆并在此基础上再外撑一定尺寸(根据变形大小确定),然后利用焊枪对法兰盘外侧边缘部位进行局部的线状火焰加热(见图6),加热部位为圆度超差最大和最小部位的一定范围内,降温后去掉丝杠或千斤顶。尽量不采取三角形加热以免产生死弯变形,如需要采取三角形加热,温度不能过高、三角尺寸不能过大。
(2)敲击振动法 对变形小一些的升高座可采取敲击振动的方法进行矫正。敲击振动法与火焰矫正法前期工作一样,即确认变形量及变形部位,在升高座内部利用丝杠或千斤顶外撑一定尺寸;然后利用大锤轻敲击法兰厚度方向,敲击部位为法兰盘变形最大、最小位置的一定范围内,通过敲击振动释放法兰内部应力,达到矫正变形的目的。敲击振动后不要立即去掉丝杠或千斤顶,待放置至少4h以后再去掉。
4. 升高座变形的预防措施
可采用如下措施预防升高座变形:
(1)对大直径,尤其是直径≥1m的升高座,法兰盘环的宽度≥100mm、厚度>25mm,筒体壁厚应为8~10mm;对直径在0.7~1m的升高座,法兰盘环的宽度≥80mm,厚度≥25mm,筒体壁厚为8mm;对于直径<0.7m的升高座,法兰盘环宽度80mm,厚度>20mm,筒体壁厚应为6~8mm。
(2)对L型升高座,加大法兰盘与筒体和筒体对接焊缝的距离。
(3)对需要焊后使用镗铣床等设备加工升高座两端法兰面、孔的,升高座焊接后内部用钢管或丝杠进行支撑,然后再进行装夹、加工(见图7)。

图6 火焰加热矫正变形

图7 内部加支撑
5. 结语
通过对升高座采取措施进行前期预防控制,有效保证了升高座的质量,满足了互感器升高座与变压器油箱、套管的装配要求。
