智能切削刀具磨损视觉在线监测系统
2018-10-26西安工业大学陕西710021郭天赐李丽娟
■西安工业大学 (陕西 710021) 郭天赐 曹 岩 李丽娟

扫码了解更多
1.智能切削刀具在线监测系统
在切削加工过程中,刀具持续的加工磨损会使刀具切削力的波动和振动噪声增大,进而使被加工工件的加工质量和尺寸精度等重要因素的偏差越来越大,所以在自动化的数控加工过程中,智能切削在线监测尤为重要。切削加工中,任何工件的加工过程都少不了刀具的参与,并且损耗大,需求量多,更换速率频繁,其在线监测具有重要意义。
智能切削刀具在线监测系统的任务就是对刀具从入库到报废全程监控,包括:入库准备期、使用准备期、使用期到报废期的全生命周期管理等多个状态的监测。其基本关系如图1所示。其刀具生命周期全过程数据的采集与处理包括很多过程的协同作业,其基本运行过程如图2所示。
结合现有刀具管理流程构建刀具管理模型,在整个管理过程中,通过物联技术ZigBee构建无限网络进行实时传输,视频在线检测模块进行刀具的磨损检测。刀具从中央刀库到装夹对刀再到进行加工生产以及拆卸全程都有视频在线模块的参与,极大程度的提高了刀具的管理效率和应变能力。
2.入库编码

图1 刀具全生命周期管理
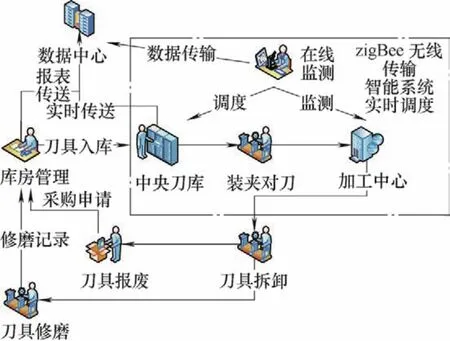
图2 刀具运行过程
(1)刀具编码准则。基于物联网的刀具管理系统,必须对刀具进行编码。并且合理有效的刀具编码系统,有利于对种类繁多的刀具进行有效的智能管理,形成刀具编码与刀具一一对应的关系,提高刀具管理系统对刀具的管理与使用效率。只有对在线监控刀具进行编码,才能在管理上合理有效的对刀具进行在线检索、在线识别、智能调度,合理安排刀具购买和供应、协调生产。
刀具编码作为刀具识别的唯一准则,必须具备多种性质才能达到智能管理的要求,如图3所示。
(2)刀具编码方案。刀具编码由一长串定长或不定长的字符串或者数字组成,用来反映刀具对应的类别以及基本的参数。目前应用最广泛的就是柔性分类编码,该分类编码采用数字与字母相结合的方式,其结构由固定码和柔性码组成。固定码主要用来描述零件的综合信息,如类别、材料和总体尺寸等;柔性码主要用来描述零件各部分详细信息,如形位公差、尺寸精度等。
本系统采用柔性分类编码,编码结构由刀具类码、参数代码、辅码以及姐妹码组成。其中,刀具类码反映刀具所属类别,参数代码反映对应的特征参数,辅码反映刀具结构、切削精度、材料等属性,姐妹码用来区分对应相同类别刀具。该系统的基本编码结构如表1所示。
(3)代码的自动生成。刀具编码的生成与使用,最重要的就是回收与再次利用。在整个管理过程中,刀具的代码会插入、删除和修改,如果删除或未利用的代码不生成,就会留有很多代码空余,影响代码利用率,进而代码无限增大,超出范围值,甚至导致数据库字段溢出,系统出错崩溃。所以,必须采取合适的方法对未利用的代码实现回收,其基本方案如图4所示。
3.基于改进贝叶斯算法的工序-刀具流调度
刀具作为数控加工过程的重要组成部分,其合理的调配与否将直接关系到任务的加工效率以及生产成本。在实际生产加工过程中,刀柄相对刀头更加昂贵与稀缺,因此,在实际的调度过程中,实现对刀柄的调度才能降低刀具成本,提高刀具利用率。在这种环境下,寻求一种合适的工序与刀具集成调度方案能极大程度上降低加工成本,提高生产效率。所以,在数控加工过程中,加工工序的合理排序与刀柄资源的合理调配缺一不可,两者都是制约企业发展的关键因素。
(1)改进贝叶斯算法。由于传统算法在求解类似最优解问题的过程中,存在着收敛速度慢,陷入局部最优解的缺点,本系统采用改进贝叶斯算法来实现对刀具流和工序流的集成优化,以历史运行经验为初始解群,针对该算法的每一代解集,构建基于变量取值的概率描述模型——改进贝叶斯网络,然后以所构建的模型产生新的可行解用以组成下一代解群。

图3 刀具编码准则

图4 代码自动回收流程

表1 刀具编码方案
(2)算法实现。根据柔性制造系统中工序流和刀具流之间具有一定逻辑关系组成的层次结构,可以引入一种分层的贝叶斯网络模型进行表示与识别,其结构区如图5所示。
4.在线监测
在数控加工中心的切削加工过程中,刀具的状态是影响加工质量和加工效率的关键性因素,刀具的磨损状态、破损状态,将直接影响刀具的加工精度,进而导致加工工件表面粗糙度和尺寸精度的急剧降低。所以,在自动化生产加工车间,刀具状态的在线监测尤其重要。本系统采用计算机视觉检测的方法,由硬件和软件两部分组成,硬件部分对待测得刀具进行数据采集,软件部分对所得数据进行分析处理,得倒对应的磨损参数,其主要软硬件需求如图6所示。

图5 分层贝叶斯优化算法流程
(1)监测硬件部分。在切削加工过程中,刀具的在线检测尤为重要。而计算机视觉检测方法的硬件部分需要采集清晰的图像传入计算机进行处理,图像获取的越清晰,所得图像越多,速度越快,越能形成准确可靠的刀具磨损数据,进而分析得到对应规则的磨损值。图像获取方法是在CCD 工业相机下,利用光学放大镜调整相机的焦距,得到清晰的刀具磨损区域图像,然后通过图像采集卡存入计算机中。其监测系统的原理图如图7所示。
(2)监测软件部分。将所传输的图片进行分析处理,形成规范的管理和统计,是在线监测软件的基本任务。其基本过程是将获取的图像传入计算机中,得到刀具在同一位置不同加工时间的磨损区域图像,然后从图像处理软件中得到刀具磨损相对值。

图6 在线检测软硬件需求

图7 监测系统原理
用对应的图像处理软件确定图像的标尺,分析图片的曲面效应所产生的误差。然后通过标尺的标准值以及刀具的测量值,得出刀具的实际磨损量。与未使用的刀具磨损量进行对比,得出对应的结果。磨损监测整体流程图如图8所示。
5.智能管理系统
本系统采用基于C#+EXT.NET技术的B/S三层框架结构,采用Visual Studio2010软件开发程序,SQL Server2008作为数据库服务器,Win7环境下运行。为提高数控加工中心刀具的利用率、减少研发时间、提高企业的管理水平、促进企业的自动化、信息化建设,该智能管理系统主要实现库存管理、刀具采购、在线监测和系统管理等多个功能,系统功能结构如图9所示。
6.结语

图8 磨损监测整体流程

图9 系统功能结构
智能切削刀具在线监测系统对自动化数控加工制造有着重大作用。本系统通过对加工过程中刀具视觉在线监测,得到对应的刀具磨损参数,通过机床关键部位安装的传感器,实现数据的实时传输,通过以太网传输到智能管理系统,最后对在线视觉监控和实时传输数据进行分析与整理,完成对个体采购、入库编码、在线监测维护到报废的全生命周期刀具生命全周期进行在线监测和管理,极大的提高了企业生产效率,降低成本、促进企业的自动化、信息化建设,对加工车间实现自动化具有重要意义。(陕西省工业科技攻关项目,编号:2016GY-024,名称:整体结构刀具虚拟设计与快速制造关键技术研究)
