电焊条制造用水玻璃的质量控制
2018-10-25林清华陈自慧杨海菲
林清华,陈自慧,杨海菲
(云南大西洋焊接材料有限公司,云南昆明650501)
0 前言
水玻璃是电焊条制造中应用最广泛的粘结剂,也是市场用量最大的酸性碳钢焊条中的稳弧剂,其理化特性和质量参数直接影响到电焊条的制造质量和使用质量[1]。
1 水玻璃概述
水玻璃又称泡花碱,是一种透明的玻璃状熔合物,呈绿色或黄色并带有介于这两种颜色之间的各种色泽,由碱金属、硅酸盐组成。其化学式表示为R2O·nSiO2,式中R2O为碱金属氧化物Na2O或K2O[2]。
1.1 水玻璃的主要性质[2]
水玻璃即碱金属硅酸盐的特性,不论是固体的碱金属硅酸盐还是它的水溶液在很大程度上都取决于所含的二氧化硅。在碱金属硅酸盐的水溶液中,二氧化硅可以一部分呈胶体状态,另一部分呈晶质形态。这两种形态的数量比直接与溶液浓度和SiO2含量有关。晶质二氧化硅同硅酸根离子或带电微粒,与游离的胶团或相当复杂而且是生成硅凝胶的过渡阶段的纯胶态聚集体,处于某种动平衡状态。水玻璃性质的主要指标之一是二氧化硅与碱金属氧化物的分子比,即模数n。
1.1.1 碱金属硅酸盐溶液的导电率
碱金属硅酸盐溶液的导电率取决于其中碱性及酸性两类氧化物的含量比和稀释率,随着SiO2含量增高而逐渐下降,在 w(R2O)/w(SiO2)达到 1/2时后继续提高SiO2含量,其导电率几乎无变化。在同样条件下,稀释率适当提升也会提升导电率,且随着放置时间而变化。
一般碱金属正硅酸盐(R2O·SiO2)稀释溶液的导电率较高。n=1~2的碱金属二硅酸盐(R2O·2SiO2)溶液的导电率与正硅酸盐的导电率大致相同[3]。SiO2含量高于正硅酸盐并稀释得很淡的这类碱金属硅酸盐溶液,其导电率也很高。但是对于浓溶液,特别是当 w(SiO2)/w(R2O)≥4 时,其导电率不大。
1.1.2 碱金属硅酸盐溶液的胶粘性
碱金属硅酸盐溶液无论浓淡都具有胶粘性。硅酸盐溶液的胶粘能力与它们的组成及粘度有关,胶体组分中如低模数水玻璃溶液,由于主要含晶质组份,其胶粘性就较弱,高模数溶液由于主要含胶体组份,胶粘能力较强。同时粘度的变化不仅取决于液体浓度,也与SiO2含量及温度有关,随着模数(或SiO2)含量的增大,粘度增高,温度升高粘度下降,同一温度下长时间加热也会降低其粘度[4]。
在水玻璃中加入各种添加剂也可提高其胶粘能力。如加入氯化钠能提高粘性水玻璃溶液的粘度,但如果加入食盐则不会对水玻璃溶液的胶粘能力、干燥速度以及其他一些有用性能产生影响;如果加入尿素可以在不改变粘度的同时将水玻璃溶液的胶粘能力提高25%,在略微浓缩之后与熔融的普通玻璃一样,可以拉成很长的细丝[5]。水玻璃溶液的胶粘性能越强,则拉伸时形成的丝越长。
1.1.3 碱金属硅酸盐固体的水溶解
碱金属硅酸盐的溶解度首先取决于SiO2的含量,在有杂质存在时会显著下降,高温(特别是100℃以上)、高压对碱金属硅酸盐的溶解度也有影响。因此,块度相当粗大的块状水玻璃可用蒸压锅在3~4表压下溶解。
苛性碱和碱金属碳酸盐的溶液(特别是浓的水溶液),能溶解固体水玻璃而生成模数较低的碱金属硅酸盐的碱溶液。若先将水玻璃研成细粉,则溶解得更快。溶解水玻璃时用水越多,水解程度就越大,生成的苛性碱溶液也越淡,析出的二氧化硅胶溶的效果亦越低。
在相同条件下,高模数水玻璃在水中溶解常比低模数困难些。钾水玻璃的溶解度比同样模数的钠水玻璃大一些。
1.1.4 碱金属硅酸盐的其他主要性质
在其他条件相同时,碱金属硅酸盐与储存的状态、外部环境、温度和湿度等也有关联,其性质会发生变化。如块状水玻璃,模数越低被空气碳酸化的作用也越快,细粉状水玻璃在空气中放置一段时间后,质量增加,结成团块,最后变成致密的硬块。细粉状的高模数“中性”水玻璃也会粘结而变成致密的整体块。大块的高模数水玻璃其表面长期暴露在空气中不会发生变化,但长期存放在潮湿的空气中,其光泽的表面会稍微失去透明。
水玻璃导热性能较低,其对急冷急热非常敏感,受到这种作用后会裂成形状不规则的小块。
水玻璃没有固定熔点,加热时在很大温度范围内逐渐软化。可以近似地认为,“中性”(n≥3为中性)水玻璃约在 1 100 ℃软化,“碱性”(n<3)钠水玻璃约在1 000℃软化,钾水玻璃在1 150℃软化。
水玻璃的水溶液情况下,强酸及弱酸(含碳酸)在加热时或室温下都容易且迅速地使水玻璃分解,固体水玻璃即块状或细粉状无论是稀酸还是浓酸均难以发生作用,但水玻璃等所有硅酸盐极易被氢氟酸分解[6]。
1.2 水玻璃的分类[3]
1.2.1 按照销售品级的水玻璃模数分类
亦即按其组成中二氧化硅与碱金属氧化物的克分子比分类(如2.6模数水玻璃、2.9模数水玻璃等)。
1.2.2 按最主要的碱金属氧化物分类
可分为钠水玻璃、钾水玻璃和钾钠配比的钾钠水玻璃。
1.2.3 根据水玻璃中二氧化硅含量分类
(1)“中性”水玻璃,即硅酸盐熔合物模数为3或更高,属于“中性”水玻璃。
(2)“碱性”水玻璃,即硅酸盐熔合物模数低于3,属于“碱性”水玻璃。
不论是“碱性”水玻璃还是“中性”水玻璃,在溶解于水后,由于水解作用都呈明显的碱性反应。
1.2.4 将水玻璃分为“双”“单”两种
(1)w(SiO2)=71.4%~71.6%、w(Na2O)=27.0%~27.5%而模数为2.40~2.65的水玻璃为“双”水玻璃。
(2)w(SiO2)≈77.0%、w(Na2O)≈22%,而模数为3.4~3.5的水玻璃为“单”水玻璃。
1.2.5 水玻璃按熔制时所用原材料分类
水玻璃按熔制时所用的原材料可分为“纯碱”水玻璃和“硫酸钠”水玻璃。
1.3 水玻璃制造的主要原材料、工艺及质量调整
1.3.1 水玻璃制造用主要原材料
水玻璃生产用主要原料由碳酸钠(俗称纯碱,分子式Na2CO3,分子量106)、硫酸钠(俗称芒硝,分子式 Na2SO4·10H2O)、碳酸钾(分子式 K2CO3,分子量138)、氢氧化钠(俗称烧碱,分子式NaOH,分子量 40)、氢氧化钾(分子式 KOH,分子量 56)、钾长石和石英砂等。
1.3.2 水玻璃制造主要工艺
水玻璃制造工艺主要有干法、湿法和固态水玻璃转液态的直接溶解等[2]。如将经化验分析,符合质量要求的原料按比例计算称重后混合均匀,加入熔炉在1300~1450℃高温下熔制,发生如下反应(此公式解决了固体水玻璃熔制过程各质量参数的调整,如制造模数为2.7,钾钠比等于2的水玻璃为例):1.32K2CO3+K2CO3+6.26SiO2=1.32K2O·Na2O·6.26SiO2+2.32CO2
熔炉出料所得到的固体水玻璃加入压力溶解釜,加入一定比例的清水进行溶化,在相对高温高压工作条件下溶化成液体水玻璃。
1.3.3 水玻璃的质量参数调整
通过试验和生产实践,总结了水玻璃质量参数偏离质量需求时如何调控的“预确定质量指标”调整公式。即在水玻璃固体经溶化成液体的生产过程中因某些因素,其质量指标发生偏差,须进行及时分析加以调整[9]。
以液体钾钠水玻璃为例,其调整方式如下:
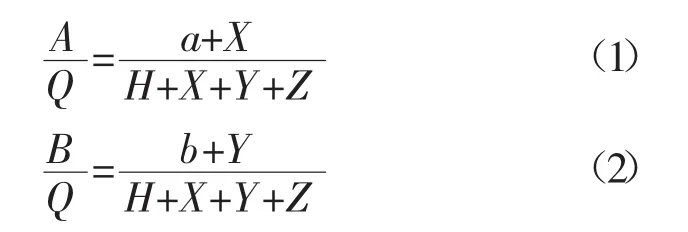
①设所要求的质量指标为(技术标准值):K2O%-A、Na2O%-B、SiO2%-C、A+B+C=Q
②待调整的水玻璃液体,经分析测定(已知):K2O%-a、Na2O%-b、SiO2%-c、a+b+c=H
③为达到所要求的质量指标,需加入数量(成分已知):K2O%-X、Na2O%-Y、SiO2%-Z。
④联列方程,并解此方程:
2 电焊条的质量要求[7-8]
目前国内市场生产和使用量最大的是碳钢类电焊条,而碳钢类电焊条中以酸性碳钢焊条E4303型焊条的生产和使用量最大、最普遍,也是国内目前最有别于国外的制造工艺(螺旋车生产工艺)所生产的电焊条,因此以E4303型焊条(大西洋CHE422焊条)作为实验研究对象,按照相关规范对其质量要求进行分类阐述。
2.1 CHE422焊条外在质量要求
电焊条在烘干后、进行包装之前须按照JB/T56102.1-1999中外在质量18个检验项目进行检验,外在质量也按此进行考评。
按照外在质量缺陷在焊条质量中的影响程度通过分数分配值进行具体评定,如表1所示。

表1 电焊条外在质量检验项目
云南大西洋焊接材料有限公司的电焊条偏心度按照不大于2%(8丝)生产控制,按照不大于3%(12丝)考核(国标不大于5%即21丝)。其电焊条的外观质量缺陷根次混杂率(样品中评定的缺陷根次与总根次百分比)控制不大于5%(行业中一般不大于10%)考核①电焊条制造基础知识(四川大西洋集团考试教材),1998.。
2.2 CHE422焊条内在质量要求
电焊条在出库前须按照GB5117-2012的规定进行内在质量(焊缝)分析并判定其合格与否。按照规范施焊后取其焊缝金属进行理化测定并评定,如表2所示。
2.3 CHE422焊条焊接工艺性能质量要求
电焊条的焊接工艺性能实际上就是电焊条的操作性能和使用性能,既影响焊接操作和使用,也影响焊接接头质量,是对焊条设计和制造质量水平的综合反映之一,所以评定焊条质量必须对焊条的焊接工艺性能进行评定。按照施焊过程中的质量影响程度并通过分数分配值进行具体评定,如表3所示。

表2 电焊条内在质量检验项目

表3 电焊条施焊工艺性能评定项目
3 实验用不同种类水玻璃的制备及质量分析
3.4M钠水玻璃和3.1M钾钠水玻璃固体块料如图1所示。充分利用水玻璃制造厂家的试验装置(破碎机、小型蒸汽反应釜、压滤机、上海产YL1030-0/70型波美计和多转速NDJ-5S型数字式粘度计等),根据1.3节的方法购买了碳酸钠、硫酸钠、碳酸钾、氢氧化钠和氢氧化钾等粉料,进行了系列试验用水玻璃溶液制备(以下水玻璃的制备中未特别说明均未使用芒硝原料并进行了压滤机过滤)。
3.1 钠水玻璃制备的质量参数
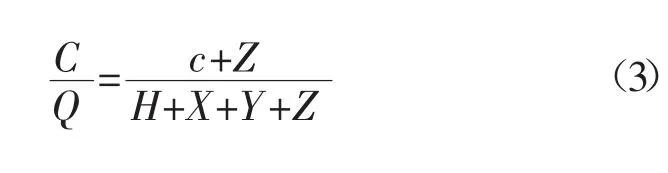
在28℃环境温度下,钠水玻璃分析测定值如表4所示。
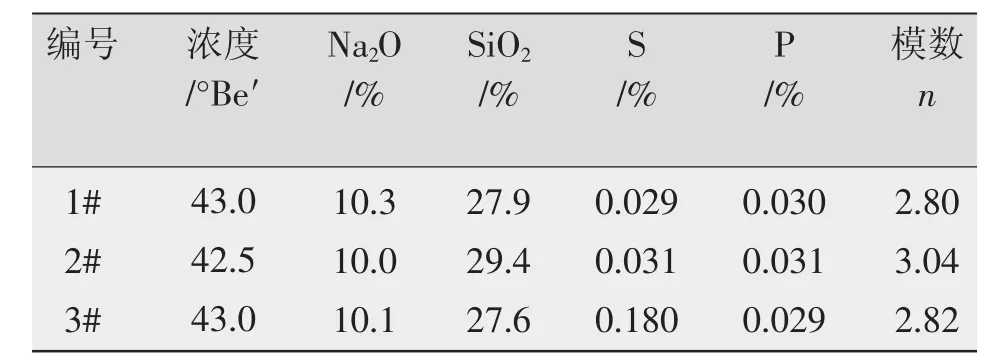
表4 钠水玻璃分析测定值
3.2 钾钠水玻璃制备的质量参数
在28℃环境温度下,钾钠水玻璃分析测定值如表5所示。
4 实验用电焊条的制备及其性能测试
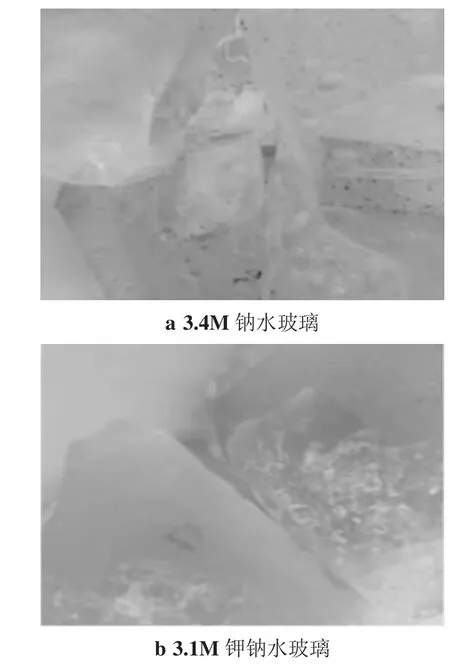
图1 固体水玻璃
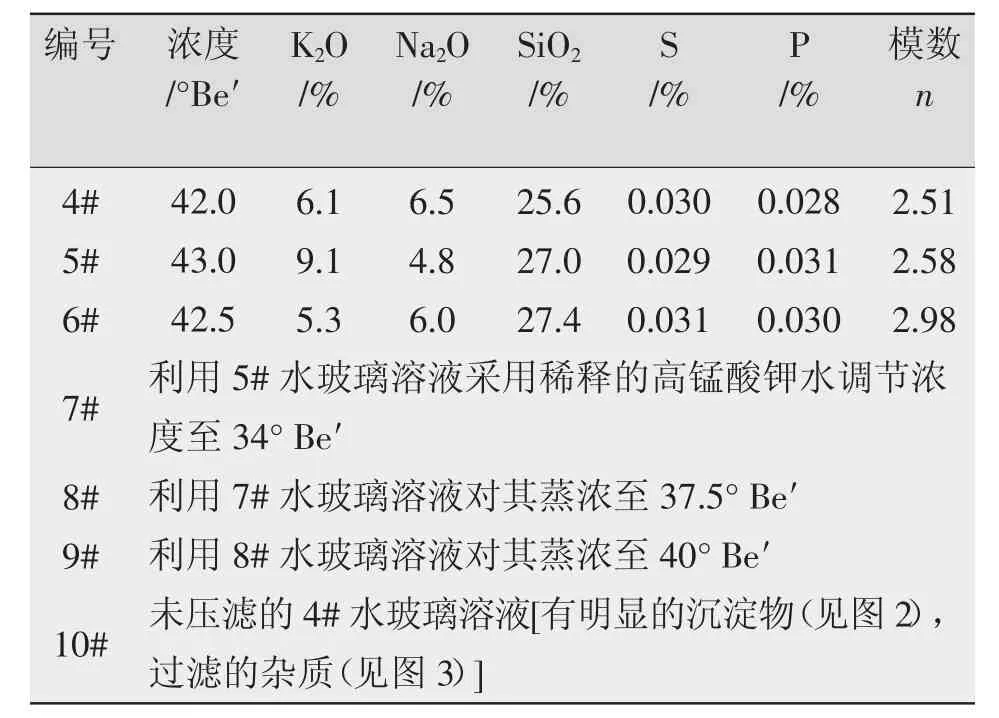
表5 钾钠水玻璃分析测定值
电焊条制备前先对已制备的水玻璃采用稀释的高锰酸钾水调节浓度至37.5°Be′,均使用相同质量的稀释溶液,对调配好的药粉在无覆盖措施下放置10 min,再在相同条件下进行电焊条的制备。制备过程中使用TY-3A型电焊条偏心测量仪在线检测偏心情况,使用CHNT6L2-100/5A电流指示表测试药粉压力值(药粉压力值的变化与药粉颗粒度、药粉干湿度、水玻璃对药粉粘结效果、药粉流动性和塑性等关联密切)。在电焊条烘干后再按照云南大西洋焊接材料有限公司内部的检验方法进行有关质量品评与性能的测试分析。

图2 4#与10#水玻璃溶液对比

图3 水玻璃过滤产生的杂质
4.1 试制电焊条压涂性能及外观质量
(1)1#水玻璃试验过程中偏心稳定(7~9丝),压力值48~50 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为4%,主要缺陷是焊条药皮开裂和破头等。
(2)2#水玻璃试验过程中偏心波动明显(7~12丝),压力值52~57 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为6.8%,主要缺陷是焊条偏心、药皮开裂、包头和破头等。
(3)3#水玻璃试验过程中偏心稳定(7~9丝),压力值47~49 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为3.9%,主要缺陷是焊条药皮开裂等。
(4)4#水玻璃试验过程中偏心稳定(6~8丝),压力值42~45 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为2.6%,主要缺陷是焊条药皮损伤和破头等。
(5)5#水玻璃试验过程中偏心稳定(6~7丝),压力值43~45 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为1.6%,主要缺陷是焊条药皮损伤和破头等。
(6)6#水玻璃试验过程中偏心稳定(7~9丝),压力值45~47 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为5%,主要缺陷是焊条药皮开裂、损伤和破头等。
(7)7#水玻璃试验过程中偏心稳定(7~10丝),压力值39~42 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为6.9%,主要缺陷是焊条有毛条、药皮损伤和破头等。
(8)8#水玻璃试验过程中偏心稳定(6~7丝),压力值45 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为1.2%,主要缺陷是焊条药皮损伤和破头等。
(9)9#水玻璃试验过程中偏心稳定(6~7丝),压力值45~47 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为3.3%,主要缺陷是焊条药皮开裂和破头等。
(10)10#水玻璃试验过程中偏心稳定(6~8丝),压力值45~47 A;烘干出炉后的焊条按照表1项目,缺陷根次混杂率为2.7%,主要缺陷是焊条药皮杂质、损伤和破头等。
4.2 试制电焊条的施焊工艺性能试验
由于水玻璃在电焊条施焊工艺中的主要作用是稳弧和造渣等,在此仅针对水玻璃的应用项目进行焊接工艺性能品评,如表6所示。
4.3 试制电焊条的焊缝质量
根据水玻璃在电焊条中的作用以及作者经验,故取3#、4#和5#水玻璃试制的电焊条进行焊缝质量理化测定,如表7所示。
4.4 试制水玻璃在电焊条中影响
(1)电焊条外在质量方面。
①同浓度下,模数高的水玻璃其焊条药皮强度高(压力值高),但焊条偏心不易稳定(偏心波动幅度的均值高)。
②相对条件一致的情况下,其模数高、浓度高或浓度低均会引起焊条外观缺陷增加,其焊条缺陷根次比例增加。
(2)电焊条施焊工艺性能方面。
①相对条件一致的情况下,模数高的水玻璃施焊工艺性能相对更好。
②同浓度下,钾钠水玻璃较钠水玻璃的施焊工艺性能相对更好,且钾含量更高的水玻璃的施焊工艺性能更好。
(3)电焊条内在质量方面。
①硫酸钠为原料生产的水玻璃较“纯碱”为原料生产的水玻璃,其焊缝更易于增S含量。
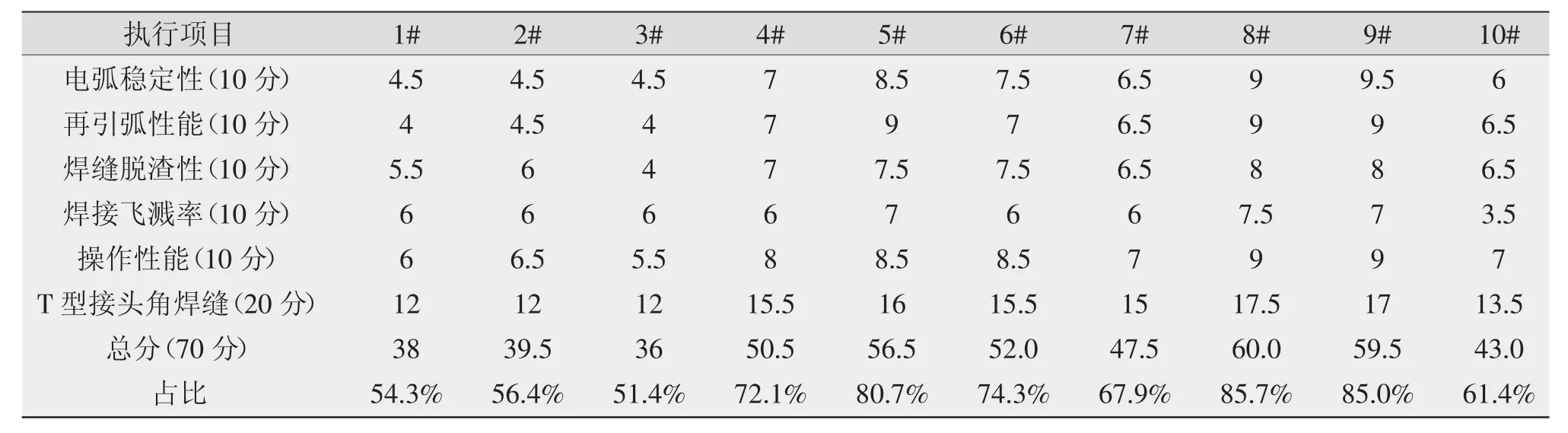
表6 试制电焊条的施焊工艺性能试验

表7 试制电焊条的焊缝理化分析测定
②在高模数下,相比钾钠水玻璃,钠水玻璃焊缝更易于增Si含量。
③钾钠水玻璃较钠水玻璃的焊缝质量更优。
5 结论
通过调配不同质量参数的水玻璃在E4303型焊条中进行试验验证,结论如下:
(1)通过水玻璃在焊条压涂性能、焊条外观质量缺陷根次率和施焊工艺性能等的对比,8#最佳,即同模数的钾钠水玻璃,通过控制熔化的浓度比采用水稀释的浓度更有利于电焊条的质量要求。
(2)在同浓度下,采用高模数水玻璃试制的焊条外观质量(药皮开裂缺陷为主)缺陷根次率较高。
(3)在同模数下,更低浓度水玻璃的焊条外观质量中,毛条、药皮损伤和破头的缺陷根次焊条更多。
(4)在同浓度下,钾钠水玻璃较钠水玻璃的施焊工艺性能相对更好,且钾含量更高的水玻璃的施焊工艺性能更好。
(5)在相对条件一致的情况下,钾钠水玻璃浓度高的比低的焊条外观质量更好,其施焊工艺更好。
(6)高模数水玻璃比低模数水玻璃更易于影响焊条焊缝质量。
(7)在相对条件一致的情况下,钾钠水玻璃更有益于焊条质量控制。
(8)含有较多杂质的水玻璃更易影响焊条施焊工艺性能。
(9)从焊条质量要求角度,焊条制造用水玻璃的质量控制要点是选用好原材料,选择好钾钠类型,控制好模数、浓度、杂质和调整浓度的方式等。
(10)不满足焊条制造质量要求时,采用合适的方式添加对应元素原料优化已有水玻璃质量参数。
