光伏行业含盐废水零排放处理技术的应用
2018-10-24金士威孙楚国
任 涵,何 垚,金士威*,孙楚国,杨 红
1.中南民族大学化学与材料科学学院,催化材料科学国家民委教育部重点实验室,湖北 武汉 430074;2.深圳市纯水一号水处理科技有限公司,广东 深圳 518103;3.武汉工程大学机电工程学院,湖北 武汉 430205
太阳能是近年来大力发展的清洁新能源,在全球能源短缺的形势之下,对其进行发掘利用在一定程度上可以缓和能源短缺的紧张局势,太阳能光伏产业也在大量兴起。太阳能本身作为一种清洁能源并不存在任何污染,但是在它的产业化过程中会产生较多的污染问题。光伏产业的废水主要来源于制绒和清洗工段,其污染因子是:氯离子、氟离子、COD(chemical oxygen demand,化学需氧量)以及pH[1]。目前,光伏行业工业废水处理方法主要有化学沉淀法、混凝沉淀法、吸附法、离子交换法、离子交换树脂除氟法、活性炭除氟、电渗析法、电凝聚法等。在这些方法当中,较常使用的是化学沉淀法、混凝沉淀法和吸附法3种,其它的方法由于水质要求苛刻或者运行成本高昂等方面的原因难以实际应用[2-3]。目前工厂中最常用的化学沉淀法、混凝沉淀法和吸附法3种方法,在实际运用中可以较为有效的降低废水中的污染物含量,但是仍然会排放含有一定量污染物的废水,倘若中间处理环节出现波动,污染物的排放量将会更大。显然目前常用的处理手段存在着较大局限性。在2015年印发的《水污染防治行动计划》中,国务院本着控制污水排放、保障水生态环境安全的原则,对企业的节能减排提出了更高的要求[3]。对于光伏产业来说,目前的废水处理工艺相对落后,开发新的光伏行业废水处理工艺迫在眉睫,需要进一步降低产业废水的排放甚至做到“零排放”。这一点在2017年新修订的《中华人民共和国水污染防治法》中也有所体现,污染废水的“零排放”已然成为企业节能减排的最终目标。无论是出于环保还是能源利用的目的,通过对现有处理工艺的改造升级以达到废水“零排放”的目标都是研究的重点所在。
1 项目概况
新疆某光伏科技企业主要从事光伏电池硅片的生产,项目地处新疆,有充足的电力资源和蒸汽资源而水资源相对匮乏,相对于其它地区有着电费低廉而水费较高的特点。在整个产业生产链中会产生大量的废水,废水的主要来源是生产废水、各装置生产冲洗产生的废水、盐酸解析废水、尾气处理废水以及生活废水等。废水中主要含有硅粉、氢氟酸、洗涤剂以及含量较多的盐类等物质。工厂内配有石灰配乳站,各装置生产废水经过污水处理一级沉淀池处理后送到尾气处理洗涤塔洗涤,然后返回污水处理装置进一步处理。出于对地区水资源保护以及能源再利用的目的,项目设计采用废水“零排放”的处理方案,这种处理方案在该地区乃至行业内都是处于领先地位的,为光伏行业含盐废水的处理提供了新思路。
要实现含盐废水的“零排放”,最常用的做法是重复利用和固化结晶,但是当废水的成分复杂且浓度较高时很难做到回收利用,所以更利于实际运用的是将废水经过前处理之后在高温下进行蒸发结晶[4-5]。对于蒸发结晶,目前有传统的多效蒸发和 MVR(mechanical vapor recompression)强制循环蒸发两大类。采用多效蒸发或者MVR强制循环蒸发的工程造价相差无几,但是项目地处新疆,该地区电费低廉而水费较高,若采用MVR强制循环蒸发,系统耗电量较大而使得运行成本过高。并且项目的废水处理量较大,传统多效蒸发系统的稳定性要优于MVR强制循环蒸发系统,因此项目采用传统多效蒸发系统。在对多效蒸发系统经过能量核算以及经济核算之后选用三效蒸发的方式来将盐分蒸发结晶[6]。项目配套设施可以提供足量的200℃的过热蒸汽,可采用“TVR(thermal vapor recompression)热泵”技术,以高压蒸汽为动力,吸入部分二次蒸汽后便可将过热蒸汽转换为可以用于加热的低品位蒸汽。根据项目废水的特点,在蒸发系统前设计有预处理和膜处理系统,形成了以膜处理系统和三效蒸发器为核心的废水处理系统,以此来达到废水“零排放”的目标。
2 系统设计水量、进水水质以及回用水质指标
废水处理能力为30 m3/h,经洗涤之后进入污水处理系统的废水水质如表1所示。

表1 废水水质Tab.1 Waste water quality mg/L
根据企业所排出的含盐废水成分,为了充分利用水资源,将反渗透系统的产水进行回用来代替新鲜水的注入,回用水的水质条件满足《城市污水再生利用工业用水水质》(GB/T 19923—2005)标准中的工艺与产品用水的水质条件要求,结合厂方实际需要回用水水质如表2所示。
3 废水处理工艺
3.1 废水处理工艺路线
废水处理工艺路线如图1所示。

表2 回用水水质指标Tab.2 Water reuse indicators
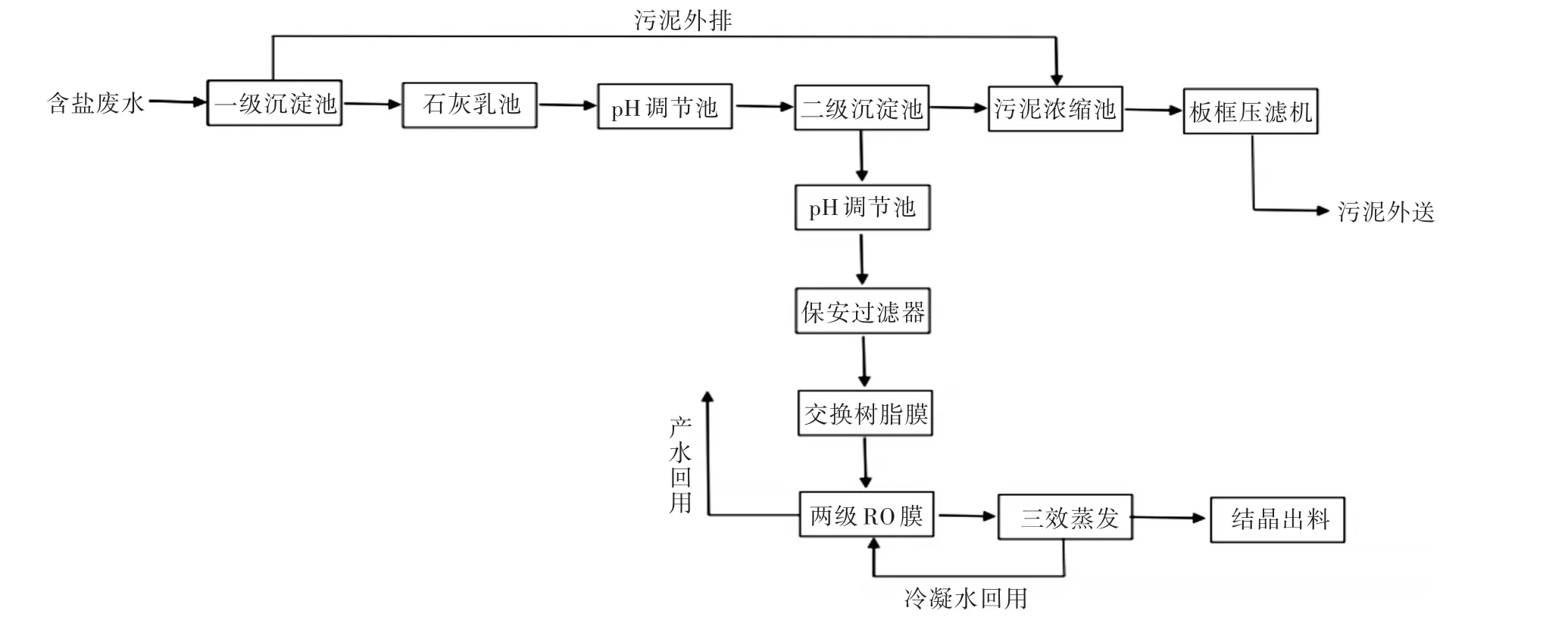
图1 工艺流程图Fig.1 Process flowchart
3.2 废水处理工艺简介
1)前端预处理。经由车间管路收集到的工段废水首先排入到一级沉淀池中,废水中的悬浮颗粒物在沉淀池中进行沉淀。沉淀完后的上清液由泵提升进入石灰乳处理池,通过石灰乳去除废水中的硅以及氟离子。再将处理过的废水排入pH调节池,通过投加Na2CO3来除去溶液中的钙镁离子,溶液沉淀后将上清液排入二级沉淀池中。向二级沉淀池中投加PAM(polyarcylamide,聚丙烯酰胺)和PAC(poly aluminum chloride,絮凝剂)进行混凝反应,进一步除去SS和部分COD[7-8]。沉淀的污泥排入污泥浓缩池中浓缩再经由压缩机排泥,上清液则排入pH调节池中。
2)膜处理系统。经由二级沉淀池分离之后的上清液进入pH调节池进行pH调节,采用加入硫酸的方式将废液的pH调至弱酸性,之后再将废液通过保安过滤器来除去其中的细小颗粒性沉淀。过滤后,出水进入离子交换树脂系统进一步除去其中的钙镁离子,降低水样硬度。再将出水引入RO(reverse osmosis,反渗透)系统中,反渗透系统由两级RO膜组成,在一级和二级反渗透膜前分别安装高压泵为反渗透膜组提供足够的进水压力[9-10]。为了有效防止反渗透膜化学结构,在进膜前需要加入一定量的阻垢剂。经过两级反渗透之后的浓水排入蒸发系统进行蒸发结晶,两级RO膜的反渗透产水则做回用处理。
3)三效蒸发系统。经过前端一系列处理之后,生产废水的水质得到了明显的改善,水的总硬度降到了150 mg/L以下,进入蒸发系统的废水含盐量4.5%左右,以含氯化钠为主且含有硫酸盐、碳酸盐、磷酸盐等杂盐。废水的含盐量不大,若选用降膜蒸发+MVR强制循环蒸发的方式可以较快速的浓缩废水。但是考虑到项目所处地理位置的独特性,新疆的水资源较匮乏而能源充足,这便使得它的生蒸汽的费用较低,若采用MVR蒸发系统则会使得运行成本过高。与此同时,废水的处理量较大为30 t/h,兼顾到整个运行系统的稳定性,选用三效蒸发的方式更为合适,运行成本更低并且运行稳定性更高[11]。项目配套可以提供足量的200℃过热蒸汽,为了能将其合理利用,可采用“TVR热泵”技术,首先将过热蒸汽降压为饱和蒸汽,再利用热泵技术将200℃的饱和蒸汽通过吸入低温低压蒸汽降温降压为1.5 kg压力的饱和蒸汽。将200℃的过热蒸汽降为低品位的饱和蒸汽便能更好的将其运用于三效蒸发之中。
三效蒸发法是利用蒸发系统将废水中的无机盐等成分通过蒸发结晶的方式进行脱除的方法,以此来达到废水“零排放”的目标。三效蒸发器将三套蒸发器串联连接起来,根据废水的物性参数一效、二效选用高效降膜蒸发器,三效选用“带淘洗腿的外热式强制循环蒸发结晶器”[12]。加热蒸汽由生蒸汽抽取一部分二次蒸汽后以110℃的温度进入一效蒸发加热器,二次蒸汽依次进去下一效做为加热蒸汽,最后进入表面冷凝器冷凝成水。各效冷凝水依次闪蒸后进入冷凝水储罐,与原液换热后送出系统。
3.3 工艺特点
本方案采用了“预处理+膜处理+蒸发结晶”的零排放处理思路,整体工艺可以行之有效的将光伏废水进行处理,并达到预期的处理效果,本工艺的主要特点如下:
1)高效完善的预处理路线。预处理的路线较为合理完善,前期的处理将废水的理化性质调节到了较好的水平,预处理系统处在膜系统的前端,高效完善的预处理不仅可以较好的保护膜系统,减轻膜系统的负担,还可以延长膜的运行周期,减少膜系统的化学药剂清洗费用,在一定程度上增强了系统的经济性。
2)可靠的减量化工艺。膜系统是整条工艺路线中的关键,首先通过离子交换树脂进一步降低水质的硬度,有效防止了蒸发结晶系统中的结垢,再通过两级RO膜系统将废水进行浓缩,既可以进行产水回用,又可以最大限度的进行浓缩减量,减少后续蒸发结晶系统的处理压力以及投资成本。
3)经济有效的蒸发结晶工艺。经过前期浓缩减量化处理的废水,最后要通过蒸发结晶的方式实现“零排放”的目标。蒸发结晶系统是整套工艺中投资和运行成本最高的部分,考虑到项目所在地新疆的“电费低,水费高”的特点,经过方案核算对比了三效蒸发方案和MVR蒸发方案,最终选用了运行更有效可靠以及运行成本更低的三效蒸发方案。根据厂方特点采用了“TVR”热泵技术,进一步提高了三效蒸发系统的运行经济性。
4 主要构筑物和设备参数
一级沉淀池:1座,起到颗粒悬浮物的沉淀以及水量的调节作用。钢混结构,尺寸为7.5 m×6 m×5 m,有效容积为180 m3,停留时间可达6 h,配备排泥装置、废水提升装置以及液位控制器。
pH调节池:2座,起到调节废水酸碱度的作用。钢混结构,尺寸为4 m×4 m×3 m,有效容积为36 m3,配备有pH在线监测装置以及投药装置。
二级沉淀池:1座,沉淀池分为两格,钢混结构,尺寸为5 m×5 m×3 m,有效容积为64 m3,一格通过投加PAC、PAM药剂进行混凝反应去除SS和COD,PAC、PAM药剂的最佳投放量分别20 mg/L和4 mg/L,另一格用于沉淀作用,配备有空气搅拌装置、加药装置和排泥装置。
保安过滤器:一套,过滤滤芯精度为5 μm,采用碳钢结构,直径为0.8 m,最大处理量可达50 m3/h。
反渗透膜系统:采用两级反渗透膜,产水回用,设计的产水回收率为75%,设计脱盐率≥98%。两级膜壳均采用专用玻璃钢压力容器,一级RO膜采用型号为PROC10的耐酸型聚酰胺反渗透膜,此膜有较好的耐酸以及抗污染能力,膜的使用寿命较长。一级反渗透设计12支膜壳,单支膜壳内含6支膜。二级RO膜采用陶氏的型号为BW30FR-400/34i的反渗透膜,此膜有较大的通量以及较好的反渗透性能。二级反渗透设计10支膜壳,单支膜壳内含5支模。两级系统共采用122支膜。反渗透膜前设置高压泵以提供足够的进水压力,另配备有化学清洗装置和加药装置。
三效蒸发系统:采用三效蒸发系统,将一效产生的二次蒸汽做为加热源引入二效,二效产生的二次蒸汽引入三效,由此来提高蒸汽的利用率,预热器均采用板式预热器,三效换热面积均为550 m2,冷凝器换热面积为450 m2,装机总功率为500 kW,配有固液分离系统。
5 设备单元运行效果
5.1 膜处理系统单元
在二级沉淀池中经由沉淀分离后的上清液排入pH调节池,通过加酸调节pH至弱酸性后进入膜处理系统单元。保安过滤器首先保证除去了溶液中的大颗粒悬浮物,废水通过离子交换树脂进一步降低溶液硬度,最大限度的除去其中的钙、镁离子[13]。最后再进入两级反渗透膜系统对含盐废水进行浓缩,浓缩盐水直接进入蒸发系统进行蒸发,反渗透产水则可以直接回用。为了监测整个膜系统单元的运行效果,对进出膜系统单元的水质的总硬度和出膜系统的水质TDS含量分别进行了实时检测,其中为了结果更为直观而将TDS含量换算成百分比的形式。由图2(a)可以看出,在运行过程中,进水水质一直处于波动的状态,少数天数的水质条件与平均水平相差较多,这可能是与工厂生产过程有关,少数天数时的生产废水比平时情况要差很多,但是经由膜系统处理之后,废水中的总硬度均降到了150 mg/L以下,这说明膜系统的处理弹性处于较好的水平,可以有效的将废水硬度降到所需要的浓度。由图2(b)可以看出,含盐废水的TDS含量稳定在4.5%左右,出水浓度有一定的波动范围,这与进水的浓度波动有一定的关系,但整体都处于一个较稳定的水平,这说明我们的膜系统是可靠的。
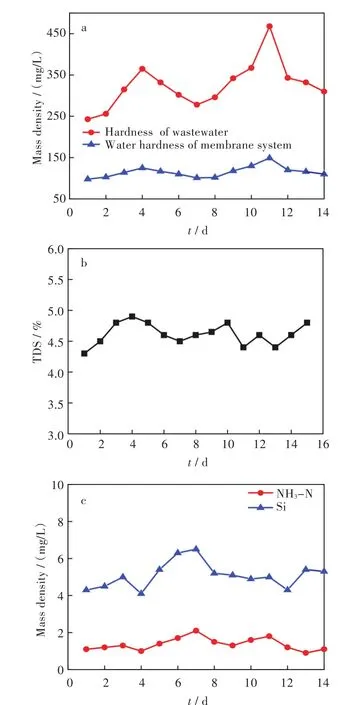
图2 (a)废水硬度变化,(b)膜系统出水TDS含量,(c)回用水质指标Fig.2 (a)Changes in hardness of wastewater,(b)TDS content of water through membrane system,(c)quality indicators of reused water
两级反渗透膜的产水会进行回用,检测了实际运行过程中的回用水质指标,以氨氮和全硅两项作为代表指标数据在图2(c)中展示出来,经过前期的处理,产水中的氨氮和全硅浓度都有明显的下降,产水中氨氮的质量浓度介于1 mg/L~2 mg/L,回用水中的全硅质量浓度介于4 mg/L~7 mg/L,已经远远低于原废水中的浓度,达到了回用水的标准。这些结果表明膜系统的运行是稳定且有效的。
在实际运行过程中,采用定期化学清洗以及投加阻垢剂的方式来防止膜堵塞,保证膜系统高效的运行。
5.2 三效蒸发系统单元
经由反渗透膜系统的浓缩,进入蒸发系统的含盐废水的含盐量在4.5%左右,主要含氯化钠并掺杂有其他杂盐等。含盐废水分别经过两效降膜和强制循环蒸发进行逐级浓缩,最终盐分结晶外运,冷凝水直接回用,实现了废水的零排放。在运行过程中,废水的处理量为30 t/h,则蒸发量为28.65 t/h,系统的操作弹性可达50%~120%,最终得到出料的结晶盐(含水质量分数≤5%)产量为1 350 kg/h。
在蒸发系统运行过程中,关注的重点在于设备结垢问题,为了有效的防止运行过程中的设备结垢,采用了美国GE公司的“外加晶种法”这一技术,在设备运行前便对进料废水进行处理,从而保证设备运行过程中无明显的结垢现象。同时设置有结晶器在线清洗装置,在结晶器内部设置清洗管道,设备运行过程中利用蒸发冷凝水定时清洗丝网除沫器和结晶器内壁,可实现自动清洗,由此可有效的防止设备结垢。
6 运行费用分析
本工程设备固定总投资为900万元,预处理和膜处理单元的运行费用主要为添加药剂的费用以及设备运行电费,三效蒸发单元的费用则为消耗的冷却水、蒸汽的费用以及设备运行的电费。预处理和膜处理单元的吨水运行药剂费用为0.3元,吨水运行电费为0.2元。三效蒸发单元总功率为500 kW,蒸汽消耗为每小时9 500 kg,每小时所需冷却水为520 m3,每小时运行成本为2 596元,合计每吨废水运行费用为103.84元。整套工艺总计每吨废水运行费用为104.34元。膜系统每天产水回用504 t,每年运行时间按300 d计,工业用水按2元每吨计,每年可节省工业用水费用302 400元。
7 结 语
新疆某光伏科技股份有限公司创新性地采用了“预处理+膜处理+三效蒸发”的工艺来处理光伏生产废水,预处理和膜处理系统稳定有效的降低了废水硬度并且将废水进行了浓缩,使其可以更利于进行蒸发结晶,并将浓缩过程中的产水以及蒸发工程中的冷凝水都进行了重复利用,成功实现了废水“零排放”的目标[14-15]。各项结果表明系统运行效果较为理想,成功地降低水质硬度到150 mg/L以下,并将母液浓缩到4.5%,最终实现废水“零排放”。整套处理装置的成功运行表明企业的废水处理水平在该地区乃至行业内都处于领先地位,取得了较好的环保效益,也为公司赢得了较好的社会效益。该套处理系统的顺利运行标志着光伏行业的污水处理问题有了更好的解决方案,这是对目前所采用的化学沉淀法、混凝沉淀法和吸附法等传统方法的改进升级,使光伏行业废水处理水平迈上了新的台阶。此套废水“零排放”解决方案对同行企业有着重要的借鉴意义,并为废水“零排放”技术应用到其他行业做了有效地推广。