提高熔体直纺涤纶137dtex/36f POY产品质量的探讨
2018-10-23倪凤军
倪凤军
(恒力宿迁工业园江苏德力化纤有限公司,江苏宿迁 223800)
近几年来,涤纶长丝POY总产量在不断增加,常规产品市场竞争激烈,利润空间小。下游纺织用户对原料的要求也发生了很大的变化,在织造过程中要求断头少,优等品率高,消耗低等。为适应市场需求,本研究对现有的137dtex/36f POY产品直纺装置进行攻关,重点对工艺参数的选择进行探讨,成功地生产出优质的POY产品,深受客户欢迎。
1 生产原料及设备
1.1 原料
PET熔体:特性粘数0.640~0.647dl/g,熔点大于260℃,端羧基含量(26~28)mol/t,DEG 含量(1.20±0.02)%,恒力化纤有限公司A线生产;德国S+S公司产L165油剂。
1.2 生产设备和测试仪器
瑞士MAAG公司增压泵;德国SULZER公司热交换器;德国ZIMMER公司纺丝箱体;德国马尔公司2.4*10cc计量泵和0.08*10油剂泵;德国Barmag公司的ACW6卷绕头;德国Barmag公司原装FK6-1000v加弹机。
瑞士Uster-IV型强伸仪;Uster-IV型条干仪;德国TESTO公司风速仪;TEXTECHNO热应力仪。
1.3 工艺流程
聚酯熔体(吉玛装置)→增压泵(吉玛装置)→熔体输送管道(吉玛装置)→纺丝箱体(吉玛装置)→计量泵(马尔)→组件(吉玛装置)→侧吹风(吉玛装置)→上油(吉玛装置)→卷绕成型(巴马格)→检验→包装出厂。
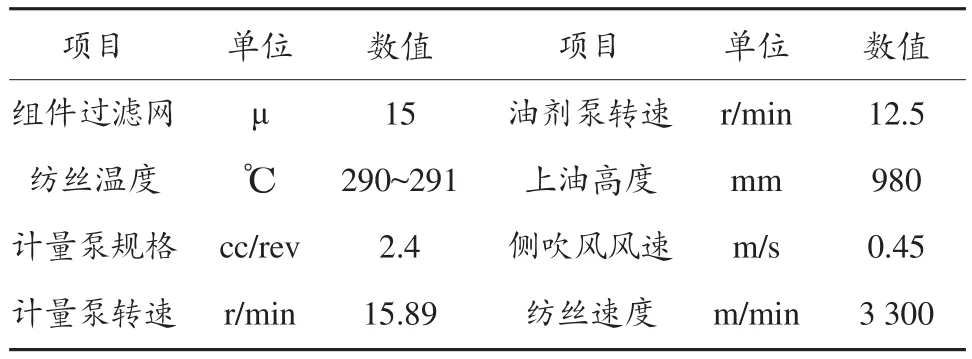
1.4 主要工艺参数 (表1)
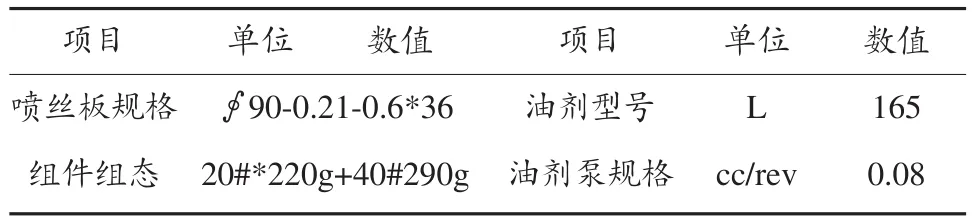
表1 因子和水平表
续表1
由表2可知,安装缓冷器时,将温度设定在290℃左右,可以有效地对喷丝板表面起到保温作用,进而减少了丝条因过早冷却产生的较高的纺丝张力而发生的取向结晶,达到了增加NDR的目的[1]。
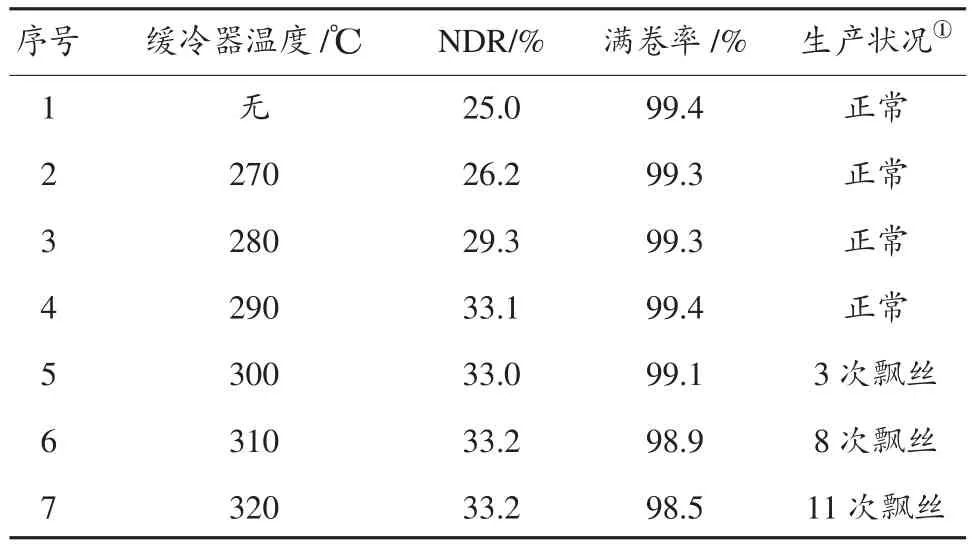
表2 缓冷器温度实验
2 结果与讨论
2.1 缓冷器的设置
涤纶POY137dtex/36f的可加工性可以对它的一些物性指标进行考量。就其S-S曲线而言,它的NDR(自然拉伸区)逾长其后加工性逾强。经过实验发现合理有效地使用缓冷器能有效地提高POY的NDR,见图1、图2。

图1 无缓冷器NDR=25%
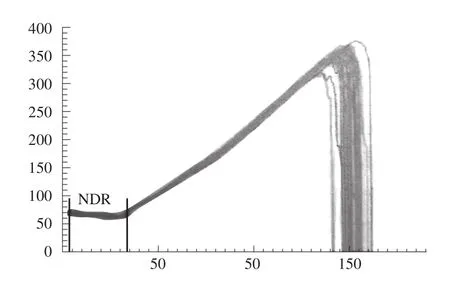
图 2 缓冷器 290℃ NDR=33%
2.2 喷丝板管制
喷丝板的设计在化学纤维生产中很重要。综合考虑剪切速率、喷丝头拉伸比、熔体的膨化比和喷丝板背压等要素,进行设计一般不会出多大的问题。实际使用中发现,喷丝板的管理更重要。管理不好会造成生产状况不稳定,异常增多,消耗增加,产品质量难以控制。很大一部分原因在于对喷丝孔的出丝口处的磨损没有管制好。图3为使用过一段时间后喷丝孔口在显微镜下所拍摄的写真照片。从图中可看到,喷丝孔有明显的磨损量(B),它随着喷丝板在机使用时间的加长而变大。喷丝板在机使用情况见表3。
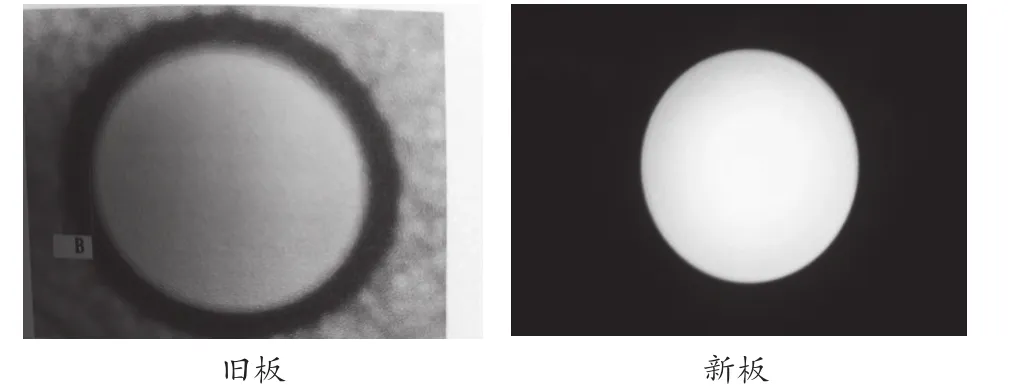
图3 喷丝孔新旧版对比

表3 喷丝板在机使用时间与纺况
由表3可以看出,当喷丝板在机使用时间达到8 000h~10 000h 后, 喷 丝 孔 的 磨 损 量 达 到19%~20%,POY和DTY的生产状况开始变差。在这以后,继续使用该喷丝板生产恶化的速度进一步加快。因此,喷丝板的使用寿命要有合理的规定。常规的涤纶半消广丝生产用喷丝板的寿命可以控制在8000h~10 000h、磨损量控制在 19%~20%,保证同规格的喷丝板在机时间基本接近。
2.3 侧吹风
侧吹风是用来对丝条冷却的,它的稳定性对POY的条干变异系数、热应力变异系数有很大的影响。侧吹风送风不稳定,意味着同一根丝在不同的位置其物性存在明显差异。丝条的物性不稳定,变异系数变大,加工性差。如果侧吹风室内的风压不均匀,不同位置间存在差异,那么同一纺位不同丝条间就存在明显的差异,由于有这样的差异存在,同一批号产品的质量差异就大,同样会导致后加工性差。针对上述两个问题将侧吹风的风速由原先的0.35m/s提高到0.45m/s;侧吹风多层网的清洗周期由原先的一年缩短到7个月;过滤网的更换周期由原先的半年改为4个月;选用过滤效果更强的无纺布进行过滤。这样就可以将POY的条干变异系数控制在0.8%以下;热应力变异系数控制在1.0%以下[2]。
2.4 集束上油
集束上油对137dtex/36f POY不可小看。上油位置如果不合适,会导致丝条的凝固点位置不稳定,这样会造成丝条的条干不均率变大,加工性变差。经过多次实验,发现集束位置在离喷丝板900mm~1 000mm处比较合适,此时丝条稳定,不均率较小。上油的均匀性取决于油剂的渗透性。137dtex/36f单丝粗,上油不容易均匀。针对这一问题,采用小规格油剂泵、高液位差以及多集油层的油嘴进行上油,解决了上油困难的问题,见图4。

图4 多集油层的油嘴
2.5 纺丝速度
纺丝速度的选择对于137dtex/36f POY的加工性非常重要。速度选择过低,剩余伸长偏大,后纺的牵伸倍数就会随之增大。同时POY的热应力低,DTY的T2张力低,DTY车速就无法开高,机台效率低。提高DTY机台效率的方法之一,低牵伸高车速。这样就只能将POY的剩余伸长降低。适当提高POY的生产速度,同时兼顾考虑尽量减少POY由于高车速导致的过高的取向结晶和上油不均。经过实验发现POY车速在 3 250~3 320m/min时,剩余伸长在 130% 左右。此时的DTY加工速度可以开到1 000m/min;AA率在92%;每小时断纱小于0.7条,大大提高了DTY的机台效率。
3 结语
在熔体直纺生产涤纶137dtex/36f POY时可以通过下列方法提高POY产品的后加工性能,DTY车速可以开到1 000m/min,AA率达到92%。
(1)采用缓冷器、温度控制在290℃左右,对喷丝板表面温度减缓取向结晶,增大NDR。
(2)控制喷丝孔磨损量不超过20%,在机使用时间 8 000h~10 000h 后及时淘汰,同规格喷丝板间磨损量的一致性。
(3)选择过滤效果优良的过滤材料做过滤,适当提高送风压力,保证送风系统长期稳定,将热应力变异系数控制在1.0%以下。
(4)选择合适的集束上油位置,采用渗透性强的油剂和集油相对多的油嘴上油,使用小规格油剂泵和和适当提高供油压力,可以将条干CV值控制在0.80%以下。
(5)采用高速纺丝,将POY的剩余伸长控制在130%左右,便于DTY提高车速。
