工艺在产品设计中的补充作用
2018-10-23连慧芳
连慧芳
(亳州职业技术学院, 安徽 亳州 236800)
1 良好的工艺设计能够对图纸设计的不足处起到补充作用
性能优良、外观好看的产品离不开优秀的图纸设计,同时也离不开良好的工艺设计。在产品的图纸设计过程中,因种种原因,设计人员可能会忽略在实际的生产制作过程中会出现的各种问题,比如加工问题、装配问题、经济性问题等。特别是因加工件的繁简所引起的成本高低的问题尤为不可忽略。而良好的工艺设计有时能够对这种图纸设计的不足处起到恰当的补充作用。亳州职业技术学院产品上一轴零件图如图1所示,总长576 mm,全长尺寸公差等
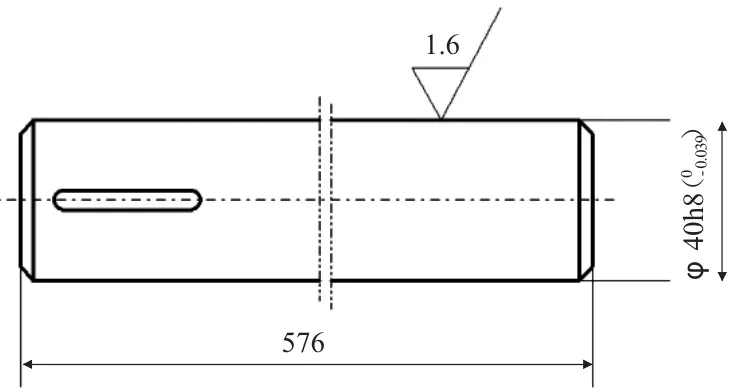
图1 亳州职业技术学院产品上一轴零件(单位:mm)
级均要求h8,表面粗糙度均要求Ra1.6。
若按图要求加工制作并结合设备人员情况需要在车床上留余量半精车后至磨床上磨至图纸尺寸及精度要求,加工制作工艺路线为:锯床下料→小车→划线→卧铣→磨床。
分析相应装配图的装配关系,该轴键槽端与一无级变速电机及一曲柄链轮靠键联结,实际联结长度约125 mm长,另一端(右端)为支撑端(轴转速为中低速),配合长度小于50 mm,该两挡在加工制作时应保证图纸尺寸及精度要求,其余长度段上与其余零件无装配及配合关系。所以该轴的实际工作情况为:左端125 mm以内、右端50 mm以内为工作段,其余为空档段。结合此轴的工作状况,在工艺设计时,仅要求在车工序中要求操作者顶两端校正后,左端125 mm段、右端50 mm段外径按图纸尺寸Φ40h8车对,其余按自由公差车对Φ40 mm尺寸即可,省却磨序。这样的工艺安排正好是对图纸设计的补充,它不仅满足了零件的工作要求,大大降低了加工的难度要求,同时减少了零件周转,缩短了加工周期,降低了加工成本,提高了经济效益。
2 良好的工艺设计能够使装配难度降低,提高工作效率
图2所示为一材质为ZQSn6-6-3的衬套零件各尺寸。内外圆粗糙度要求分别为Ra0.8 mm及Ra1.6 mm,内孔开环形油槽。
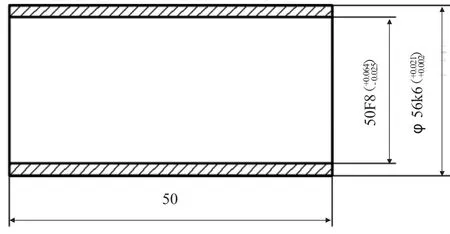
图2 一材质为ZQSn6-6-3的衬套零件各尺寸(单位:mm)
分析:该零件Φ56k6外圆与一链轮的装配关系为小过盈量配合,内孔Φ50F8与一涨紧轴配合关系为过渡配合(轴长度为2 980 mm,装配位置为偏向中间),此零件为薄壁件,加工时易变形,装配时因与相配件为小量过盈配合,装配后将造成Φ50F8内孔的收缩,进而造成Φ50F8内孔与涨紧轴装配时出现困难,所以不宜直接按图尺寸加工该零件。
有两种工艺路线可行:
1)车制时内孔留余量车出,外圆按图纸尺寸车出,待此件压入链轮后再精车内孔至图纸尺寸(该路线需等部件装配后进行,周期较长)。
2)直接将零件按工艺尺寸要求车至尺寸及精度要求。其具体工序内容为:第一,夹住并校正后粗车内外圆,内孔留1 mm精车余量,外圆可留不少于1.5 mm的精车余量(增加零件整体刚度)。第二,车对两端平面至总长50 mm尺寸并按图两端倒角1.5×45°。第三,夹外圆校正端面及内孔,车对两端油槽。第四,按工艺要求精车内孔至Φ50.023(+0.025+0.064)mm即:内孔按工艺尺寸Φ50(+0.048+0.087)mm车出。第五,设计并制作如图3所示,芯轴工装并将工件与之装夹好。第六,夹住芯轴大端面后分别半精车及精车外圆至图纸要求精度及尺寸。

图3 零件工艺设计
沿以上两种工艺路线制出的衬套都将使最终的装配难度大大降低,并提高了工作效率。加工中按路线二中要求的工艺尺寸加工出的内孔在实际装配中正好弥补了薄壁衬套在装配时产生的收缩量,使装配易于进行。
3 良好的工艺设计对外观质量的要求
有时图纸设计时某些零件选材的不宜也容易造成外观的不理想。比如有一产品上的把手零件图纸设计时选用Φ10 mm×2 mm的不锈钢管制作。根据实际情况,用此管弯制成型时在两个90°直角中容易出现褶皱等缺陷,形成外观缺陷,且该种零件一般均在机体外表,造成整机的不美观。所以工艺设计时直接将材料规格改为同材质的Φ10 mm圆钢制作,弯制成型后外表清理毕再进行喷砂处理,最终外观效果比较理想并符合整机外观质量要求。
4 结论
通过以上几例实际产品生产中出现的情况,可以看出图纸在设计过程中出现的一些忽略或不足,良好的工艺设计恰恰能够起到一种弥补和完善的作用。这种补充性有时可降低加工难度,减轻工人劳动强度,美化产品,并体现其经济性。工艺设计的内涵比较深广,要想对每一台设备做出最优的工艺路线包括最经济的加工方法,需要各方面都要有深厚的知识及经验做后盾,从而将优秀的图纸设计转化为优秀的产品。